光束掃描對(duì)5A06鋁合金激光焊縫組織的影響
2018-05-30 09:02:17杜俊杰蔣海濤步賢政曲宏韜韓維群
新技術(shù)新工藝 2018年5期
單 瑩,杜俊杰,蔣海濤,步賢政,曲宏韜,韓維群
(1.海軍駐北京二三九廠軍事代表室,北京 100010;2.北京航星機(jī)器制造有限公司,北京 100010)
鋁合金具有密度小、無磁性、強(qiáng)度高、低溫性能好和耐腐蝕性能高的特點(diǎn),擁有其他金屬無法相比的物理化學(xué)特性和力學(xué)性能。鋁及鋁合金結(jié)構(gòu)已經(jīng)成為軍用和民用產(chǎn)品的重要組成部分[1-3]。
5A06鋁合金是一種Al-Mg系鋁合金,屬于變形強(qiáng)化鋁合金,其具有較高的強(qiáng)度和耐腐蝕性能,廣泛應(yīng)用于航空航天、船舶制造和武器裝備等領(lǐng)域。然而,5A06鋁合金在焊接過程中存在諸多問題,如傳統(tǒng)的鋁合金TIG電弧焊和MIG電弧焊存在熱輸入高、焊接變形大和焊接接頭性能損失大的問題;電子束焊接存在設(shè)備成本和工藝成本高,且難以實(shí)現(xiàn)柔性化的問題;攪拌摩擦焊接對(duì)產(chǎn)品結(jié)構(gòu)要求較為嚴(yán)格,對(duì)于部分空間狹小,難以設(shè)置支承的結(jié)構(gòu),焊接起來較為困難。
激光焊接具有熱輸入小、焊接變形小、焊后接頭性能損傷較輕、設(shè)備成本相對(duì)較低以及易于實(shí)現(xiàn)柔性化生產(chǎn)的特點(diǎn),受到越來越多的關(guān)注[4-6]。光束掃描焊接是一種新型的激光焊接工藝方法,其采用光學(xué)振鏡或機(jī)械振鏡,使光束在二維方向上以某種特定的形式在焊接過程中進(jìn)行擺動(dòng),起到攪拌熔池、細(xì)化焊縫組織和提高焊縫力學(xué)性能的作用。采用該方法可以有效地提高激光焊縫的搭橋能力,降低焊前裝配精度要求,提高焊縫成型質(zhì)量。本文主要分析研究光束掃描方式對(duì)5A06鋁合金鎖底對(duì)接焊縫微觀組織及力學(xué)性能的影響。
1 試驗(yàn)材料及方法
試驗(yàn)材料為5A06鋁合金板材,材料熱處理狀態(tài)為H112,其化學(xué)成分見表1。焊接設(shè)備采用IPG-6000光纖激光器。

表1 5A06合金化學(xué)成分(質(zhì)量分?jǐn)?shù)) (%)
5A06鋁合金試板焊前經(jīng)過酸洗并烘干,機(jī)械打磨后用丙酮擦拭干凈,垂直于軋制方向進(jìn)行焊接。激光焊接頭采用IPG D50 wobble,通過安裝在準(zhǔn)直透鏡和聚焦透鏡之間的掃描模塊實(shí)現(xiàn)激光光斑的二維運(yùn)動(dòng)。光束掃描模式包括“︱”“○”“8”和“∞”等4種。
在光束掃描焊接中,激光功率、焊接速度和氣體保護(hù)等工藝參數(shù)與常規(guī)激光焊接過程一致,新增了光束掃描模式、光束振幅和光束振動(dòng)頻率等3個(gè)工藝參數(shù)。
本文討論在“︱”“○”“8”和“∞”等4種不同的光束掃描模式下,5A06鋁合金激光焊接過程,分析光束掃描模式對(duì)焊縫成形、內(nèi)部組織和力學(xué)性能的影響規(guī)律。
2 結(jié)果與分析
2.1 光束掃描對(duì)5A06鋁合金激光焊縫成形的影響
試驗(yàn)采用在7 mm厚度的5A06鋁合金試板上進(jìn)行激光自熔焊接。基本焊接工藝參數(shù)如下:激光焊接功率為4 000 W,激光焊接速度為1 800 mm/min,光斑直徑為0.4 mm,焊接離焦量為0,掃描幅值為2 mm,掃描頻率為200 Hz。焊接過程中采用99.99%的高純氬氣進(jìn)行側(cè)吹保護(hù),氣體流量為15~18 L/min。在無光束掃描模式和“︱”“○”“8”“∞”等4種不同的光束掃描下,5A06鋁合金激光焊縫的成形情況分別如圖1~圖5所示。

圖1 無光束掃描模式激光焊縫

圖2 “︱”光束掃描模式激光焊縫

圖3 “○”光束掃描模式激光焊縫

圖4 “∞”光束掃描模式激光焊縫

圖5 “8”光束掃描模式激光焊縫
由圖1~圖5可以看出,在無光束掃描模式下,焊縫表面成形較差,存在一定的凹陷,這是由于鋁合金常規(guī)激光焊接過程中存在大量飛濺,部分液態(tài)金屬以飛濺的形式損失所造成的,且焊縫橫截面呈現(xiàn)出“釘頭形”,為典型的高能束焊縫截面形狀,同時(shí)可以看到明顯的激光焊工藝氣孔;在“︱”光束掃描模式下,焊縫寬度略有增加,焊縫成形略有改善,但仍存在局部凹陷的情況,而焊縫橫截面與常規(guī)激光焊接類似,但焊縫熔深明顯降低;在“○”光束掃描模式下,焊縫魚鱗紋較為細(xì)膩,焊縫寬度與“︱”光束掃描模式相比變化不大,但焊縫橫截面形狀由原有的“釘頭形”轉(zhuǎn)變?yōu)椤熬票巍保缚p熔深也有所減小;在“∞”光束掃描模式下,焊縫成形最好,表面呈現(xiàn)出均勻的魚鱗紋,焊縫表面不存在咬邊、飛濺等缺陷,焊縫橫截面呈現(xiàn)出“倒梯形”,這是由于光束在垂直于焊縫的振幅方向上停留時(shí)間加長(zhǎng)所導(dǎo)致的;“8”光束掃描模式與“∞”光束掃描模式類似,但“8”光束掃描模式所得到的焊縫熔深最小,這是由于該模式下激光更多的作用在垂直于焊縫兩側(cè),對(duì)焊接熔池的重熔效果變差所導(dǎo)致的。
2.2 光束掃描對(duì)5A06鋁合金激光焊縫微觀組織的影響
在5A06鋁合金激光焊接過程中,焊接熔池中的液態(tài)金屬過冷度較大,形核率較高,同時(shí)焊縫中心部位散熱較為均勻;因此,5A06鋁合金激光焊縫中心組織多表現(xiàn)為等軸樹枝晶。
無光束掃描模式下5A06常規(guī)激光焊縫內(nèi)部組織如圖6所示。由圖6可以看出,焊縫內(nèi)部樹枝晶較為粗大,骨骼狀的β相分布在α相基體上。
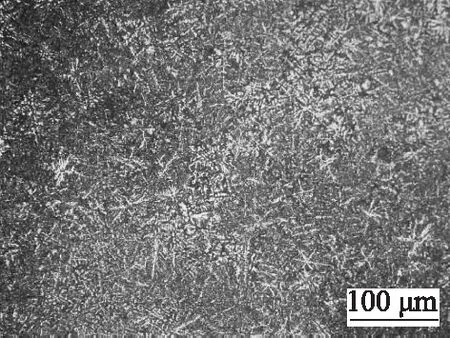
圖6 無光束掃描模式下鋁合金激光焊縫內(nèi)部組織
在光束掃描焊接模式下,激光熱源按照不同的掃描模式在焊接熔池內(nèi)周期性的擺動(dòng),由此產(chǎn)生熔池內(nèi)較大溫度梯度的變化,從而影響熔池的表面張力,起到攪拌熔池、細(xì)化晶粒的作用[7];同時(shí),光束周期性掃描過程中會(huì)對(duì)已經(jīng)凝固的焊縫起到重熔作用,從而達(dá)到晶粒細(xì)化的作用。不同光束掃描模式下5A06鋁合金激光焊縫內(nèi)部組織形貌如圖7所示。由圖7可以看出,隨著光束掃描的加入,焊縫內(nèi)部晶粒均不同程度的細(xì)化,粗大的骨胳狀β相變得更加細(xì)小均勻,但“丨”光束掃描模式焊接情況下,焊縫內(nèi)部組織細(xì)化效果較差,焊縫內(nèi)部β相組織不均勻;“○”光束掃描模式比“丨”光束掃描模式晶粒細(xì)化效果好,但仍存在部分二次枝晶;“8”光束掃描模式和“∞”光束掃描模式條件下焊縫組織細(xì)化效果最好,焊縫內(nèi)部組織為均勻的一次等軸枝晶[8-10]。
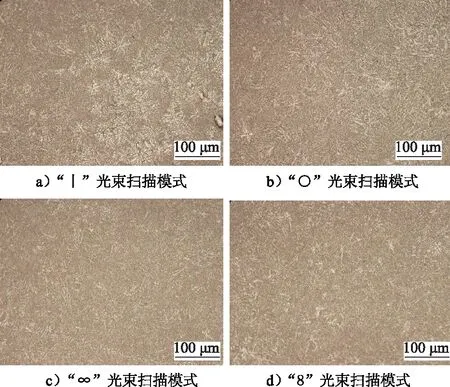
圖7 不同光束掃描模式下鋁合金激光焊縫內(nèi)部組織
從上述分析可以看出,采用光束掃描激光焊接工藝可以有效改善鋁合金激光焊縫外觀,細(xì)化焊縫組織,其中,“∞”光束掃描模式改善效果最優(yōu),可以得到外觀成形均勻,焊縫組織細(xì)小的焊接接頭。
2.3 光束掃描對(duì)5A06鋁合金激光焊縫力學(xué)性能的影響
本論文采用“∞”光束掃描模式進(jìn)行4 mm鎖底對(duì)接焊縫焊接,焊接工藝參數(shù)如下:焊接功率為4 800 W,焊接速度為1 500 mm/min,掃描幅度為2 mm,頻率為200 Hz,焊接離焦量為0。焊接過程中采用99.99%的高純氬氣進(jìn)行側(cè)吹保護(hù),氣體流量為15~18 L/min,所得到的焊縫成形如圖8所示。由圖8可以看出,在該焊接模式下,焊縫成形良好,魚鱗紋細(xì)膩,無焊接咬邊、飛濺等缺陷,焊縫橫截面上未發(fā)現(xiàn)未焊透缺陷。

圖8 5A06鋁合金鎖底對(duì)接接頭掃描焊接成形
“∞”光束掃描模式下所得到的5A06鋁合金激光焊接接頭力學(xué)性能見表2。由表2可以看出,該焊接模式下所得到的激光焊接接頭力學(xué)性能較穩(wěn)定,焊縫抗拉強(qiáng)度平均可達(dá)326 MPa,平均斷后延伸率可達(dá)11.8%,分別為母材的95.4%和54%。
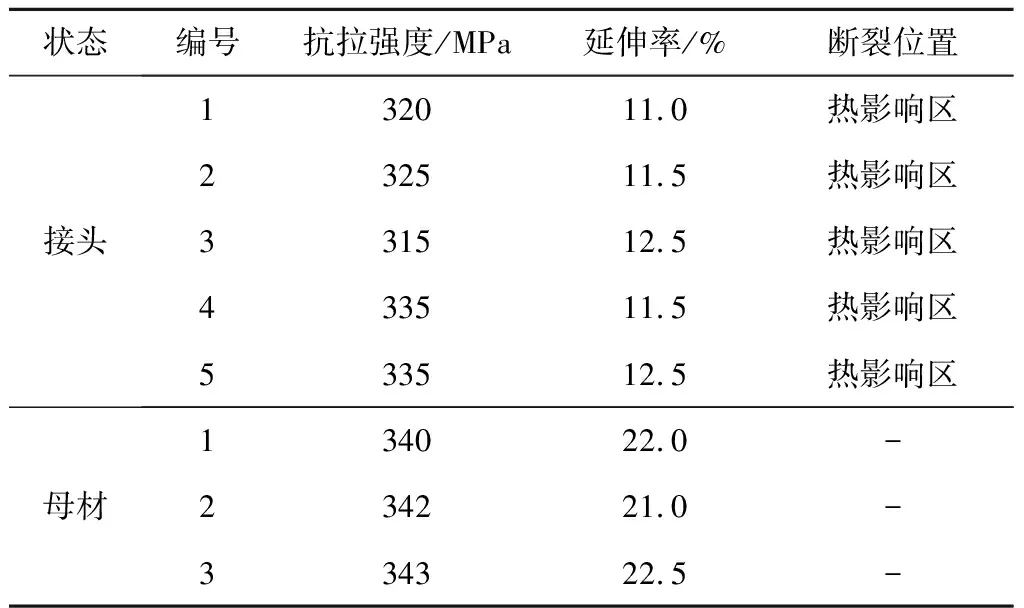
表2 5A06鋁合金掃描激光焊縫力學(xué)性能
“∞”光束掃描模式下鋁合金激光焊接接頭端口形貌如圖9所示。由圖9可以看出,在焊接接頭拉伸端口上分布著大小均勻且深度較大的韌窩,在韌窩之間分布著大量的強(qiáng)化相質(zhì)點(diǎn),說明斷裂形式為韌性斷裂。
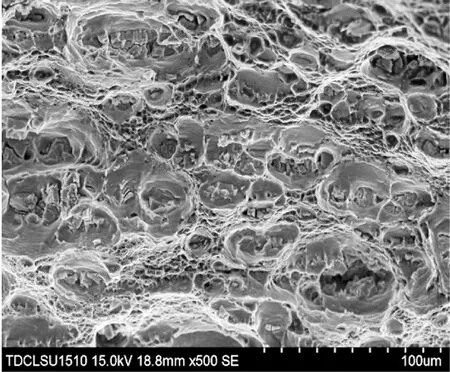
圖9 激光掃描焊接接頭斷口形貌
3 結(jié)語(yǔ)
本文研究了光束掃描對(duì)5A06鋁合金激光焊接接頭焊縫成形和微觀組織的影響,以及“∞”光束掃描模式下激光焊接接頭的力學(xué)性能,得到如下結(jié)論。
1)光束掃描焊接可以有效地改善5A06鋁合金激光焊縫成形,隨著光束掃描的加入,激光焊縫的熔深略有下降,其中,“8”光束掃描模式熔深最小,“∞”光束掃描模式下可以得到焊縫成形美觀、熔深適當(dāng)?shù)暮缚p。
2)光束掃描的加入可以攪拌焊接熔池,并不斷重熔已凝固的焊縫,可以有效地細(xì)化焊縫組織,其中,“8” 和“∞”光束掃描模式下晶粒細(xì)化效果最好,“丨”光束掃描模式細(xì)化效果最差。
3)采用“∞”光束掃描激光焊接所得到的焊接接頭抗拉強(qiáng)度可達(dá)到母材的95.4%,接頭斷后延伸率可達(dá)11.8%,焊縫斷口為韌性斷裂。
[1] 曹景竹,王祝堂.鋁合金在航空航天器中的應(yīng)用[J].輕合金加工技術(shù),2013, 41(3):1-5.
[2] 陳俐,鞏水利.鋁合金激光焊接技術(shù)的應(yīng)用與發(fā)展[J].航空制造技術(shù),2011(11):46-49.
[3] 劉春寧,胡文浩,高明,等.高速列車用6082鋁合金激光焊接工藝方法研究[J].軍民兩用技術(shù)與產(chǎn)品,2013(1):91-94.
[4] Grupp M.Laser beam welding with scanner[J].Proceedings of the Second International WLT-Conference on Lasers in Manufacturing,2003(6):211-222.
[5] Therge H.掃描式激光遠(yuǎn)程焊接在大眾汽車的使用[J].汽車與配件,2007,16(8):38-39.
[6] 楊永強(qiáng),王迪,楊斌,等.激光掃描焊接的研究現(xiàn)狀與應(yīng)用前景[J].焊接技術(shù),2010,39(9):13-17.
[7] 包剛,彭云,陳武柱,等.超細(xì)晶粒鋼光束擺動(dòng)激光焊接的研究[J].應(yīng)用激光,2002,22(2):203-205.
[8] 黎長(zhǎng)鄒.高功率光纖激光非熔透焊接5A06鋁合金[M].長(zhǎng)沙:湖南大學(xué),2015.
[9] 余陽(yáng)春,王春明,余圣甫.5A06鋁合金的激光填絲焊接接頭組織和性能[J].激光技術(shù),2010,34(1):34-36.
[10] 許飛,陳俐,鞏水利,等.5A06鋁合金激光填絲焊接接頭組織性能分析[J].應(yīng)用激光,2009,29(2):83-86.
猜你喜歡
材料與冶金學(xué)報(bào)(2022年2期)2022-08-10 09:15:46
云南化工(2021年11期)2022-01-12 06:06:14
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:08
裝備制造技術(shù)(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年3期)2019-07-10 00:54:00
制造技術(shù)與機(jī)床(2018年12期)2018-12-23 02:40:58
制造業(yè)自動(dòng)化(2017年2期)2017-03-20 14:26:13
中國(guó)塑料(2015年12期)2015-10-16 00:57:14
焊接(2015年9期)2015-07-18 11:03:53