壓路機激振器焊接工藝優化改進
2018-05-30 01:49:44郭超張瑞臣郭亮劉新華姜興康
金屬加工(熱加工) 2018年5期
■ 郭超,張瑞臣,郭亮,劉新華,姜興康

掃碼了解更多
1. 概述
壓路機屬于道路施工及維護中一種路面壓實設備,大部分結構件為不同板厚的鋼板焊接而成。激振器(見圖1)是壓路機鋼輪上的一種關鍵核心部件,能引起鋼輪振動,并且能調節鋼輪激振力的大小,其結構是由左、右固定偏心塊、中間活動偏心塊及花鍵軸焊接而成,所以在實際制造過程中,焊接質量直接影響整機性能以及鋼輪的壽命,焊接就是一道關鍵工序,在焊接后需要進行嚴格的探傷、外觀檢查。目前我公司的激振器焊接過程中焊縫的內部易出現未焊透,外部易出現焊瘤、未熔合、焊腳大小不一致現象,經常返工進行刨開、焊補,合格率低。焊接工序是激振器生產制造過程中耗時最長的工序,嚴重制約著焊接質量和生產效率,工人勞動強度大。隨著國家路面建設及維護的大力發展,壓路機制造企業之間的價格競爭越來越激烈,各企業都在開展降本增效活動,所以激振器的焊接工藝亟待提升。
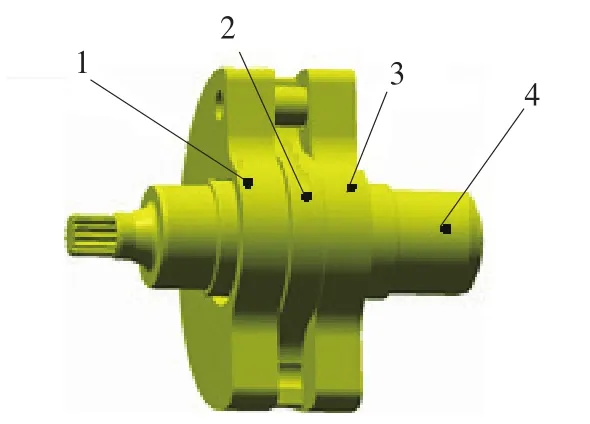
圖1 激振器結構示意1. 左偏心塊 2. 活動偏心塊 3. 右偏心塊4. 花鍵軸
2. 傳統焊接工藝

圖2 激振器人工焊接示意
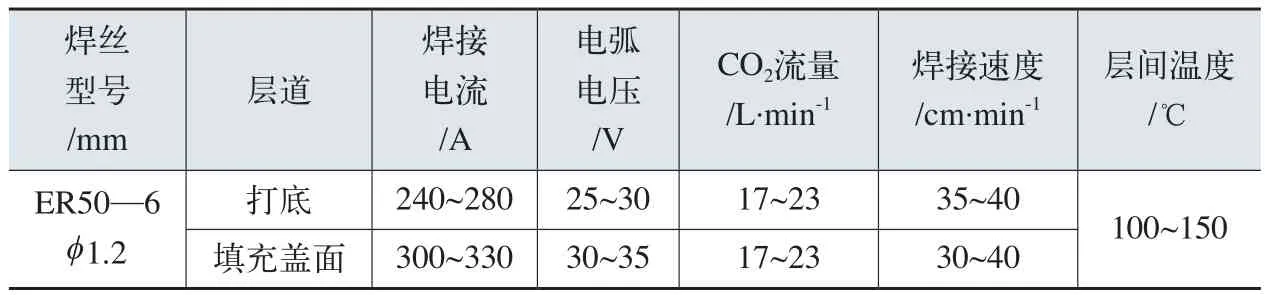
焊接參數
傳統的壓路機激振器焊接(具體焊接參數見附表)工藝是將左、右偏心塊(Q235)和花鍵軸(45號鋼)在工裝上組對并定位焊牢固,然后吊放至焊接支架上進行人工焊接(見圖2)。根據產品結構和生產實際,45號鋼的焊接需要采取預熱措施,預熱溫度為150~250℃,并且采用目前工程機械應用最廣泛的CO2氣體保護焊進行焊接,焊絲干伸長在15~20mm之間,控制焊接的熱輸入。
這種手工焊接工藝存在缺點如下:
第一,焊接質量差。焊接方式只能進行角焊縫轉圈平焊,焊接質量不易控制,焊接后易出現咬邊、表面焊瘤以及焊腳大小不一致等缺陷(見圖3)。
第二,焊接效率低。一組激振器需要人工焊180min左右,焊完還要焊縫修磨和焊補40min,可見人工焊接效率很低。
第三,工人勞動強度大。在進行焊接操作時,花鍵軸與偏心塊之間有坡口,需要先打底焊,然后再蓋面焊,工人需轉圈長時間焊接,有時還需要彎腰焊接,勞動強度很大。
第四,人身危害性大。在焊接時,正處于焊接煙塵上方,焊接時產生大量的有毒氣體,工人吸入后影響身體健康。
3. 激振器焊接工藝提升
壓路機激振器上有兩道圓周焊縫,并且是帶有坡口的焊接接頭,為保證坡口處能焊透,提高焊接強度質量,考慮實現自動化船型焊縫焊接。經過前期的方案設計、評審,最終確定利用小型變位機結合裝夾工裝將激振器固定在變位機上,自動旋轉。變位機臺面上刻有間隔分布均勻的定位線,并設有T型槽,可方便安裝定位工裝,工作臺在120°內翻轉,360°內旋轉,機體采用坐式機構。設計裝夾工裝和焊槍支撐架,將工裝牢固的固定在變位機的工作臺面上,然后激振器放入工裝內固定,翻轉至船型焊縫位置進行焊接(見圖4),并且焊縫在360°范圍內旋轉過程中能控制在同一位置。
依然采用CO2氣體保護焊,焊前預熱溫度為150~250℃,焊絲干伸長在15~20mm之間,控制焊接的熱輸入,具體焊接參數按照附表執行。
激振器焊接工藝提升后的優點如下:
第一,通過變位機翻轉能保證進行船型焊縫焊接,確保坡口焊透,熔深達1.5mm,從而提高焊接質量。
第二,可實現自動化焊接,降低勞動強度。將焊槍固定在支架上,能夠控制焊絲與焊縫保持在同一位置,焊接質量得到了有效控制。
第三,提高工作效率。利用變位機的穩定旋轉,控制焊接速度,可由原來的180min降低至80min,而且焊接質量提高,人工修磨焊補焊縫時間也由原來的40min降低至了10min,這樣大大提高了焊接效率。
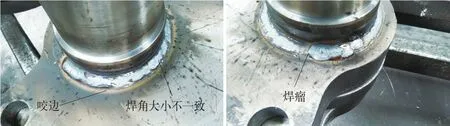
圖3 焊接缺陷
第四,減少了焊接煙塵對人身造成的危害。在焊接操作時,避免了人工正處于焊接煙塵上方,焊接時產生大量的有毒氣體就不會直接進入人體內,保證了焊工的身體健康。

圖4 激振器自動化焊接示意
4. 結語
激振器的焊接方法改善后有明顯的效果,實現了自動化焊接,提高了焊接質量和焊接效率,同時保證了焊工身體健康,對企業帶來了巨大的收益。
經濟形勢新常態下,制造業正面臨著越來越激烈的競爭,越來越多的工程機械企業相繼崛起,產品價格打壓力度大,加上顧客需求的多元化、個性化、急切化、挑剔化,都要求企業更加關注提高產品質量和生產效率,降低生產運營成本。
本文研究通過改進激振器的焊接工藝,實現了自動化焊接,降低了工人勞動強度,提高了生產效率,提高了產品質量,同時保證了焊工身體健康。
猜你喜歡
中學生數理化·八年級物理人教版(2021年12期)2021-12-31 03:23:08
建材發展導向(2021年6期)2021-06-09 05:57:08
中學生數理化·中考版(2020年10期)2020-11-27 01:59:48
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年6期)2020-01-06 07:45:54
中國生殖健康(2019年2期)2019-08-23 08:12:08
世界農藥(2019年2期)2019-07-13 05:55:12
制造業自動化(2017年2期)2017-03-20 14:26:13
汽車觀察(2016年3期)2016-02-28 13:16:26
銅業工程(2015年4期)2015-12-29 02:48:39
