DH36船用鋼板-20℃下CTOD工藝開發及應用
2018-05-30 01:49:46汪彬袁建松張劍利賀龍威范瀝元蔡新榮
金屬加工(熱加工) 2018年5期
■ 汪彬,袁建松,張劍利,賀龍威,范瀝元,蔡新榮

掃碼了解更多
海洋工程組塊和導管架是一種典型的大型焊接結構,由于其工作環境嚴酷、結構形式復雜、應力集中程度高,加之焊接缺陷及接頭組織性能不均勻性的影響,在外載荷的作用下很容易產生脆性破壞。尤其是當板厚增加時,焊接接頭的殘余應力對結構的影響更加明顯。因此一般的標準與項目規格書中均對厚板要求進行焊后熱處理,以降低焊接殘余應力。
近年來,隨著研究的不斷深入,越來越多的標準與規格書規定,當在焊態下焊接接頭的CTOD性能合格時,可以免去焊后熱處理工序。基于此,免除熱處理的CTOD焊接工藝在越來越多的工程項目中得到應用,采用CTOD工藝對降低建造成本與工期有非常大的意義。但是,對于渤海的某些平臺來說,設計溫度達到了-15℃甚至更低,這就對CTOD工藝提出了更高的要求。
1. 概述
渤海某鉆井平臺項目中對板厚超過50mm的焊接接頭要求進行焊后熱處理,但同時規定如果焊接接頭的CTOD測試能夠滿足要求,則可以免除焊后熱處理。項目主材料為GB 712 DH36,設計溫度-18.5℃。
溫度是影響材料韌性的最重要的因素,材料在低溫下很容易發生脆斷。國內外對CTOD焊接工藝均有研究,但對于低溫CTOD,尤其是對DH36鋼板在-20℃以下的CTOD性能的研究尚不多見,而CTOD性能隨著溫度的降低越來越低,越來越難達到合格值。DH36的材料能保證韌性的沖擊溫度只有-20℃,因此在更低的溫度下要保證CTOD性能,對工藝提出了更高的要求。
2. 試驗
焊接工藝是保證接頭性能的重要因素,一般材料在經過焊接的熱循環之后性能都會有所下降。要保證整個焊接接頭的性能都能滿足要求,焊接工藝必需從各方面都嚴格控制。
本文在國內外的研究基礎上,結合項目的特點,對項目中大量使用的80mm的鋼板進行了CTOD焊接工藝開發。選用的母材分別來自湖南湘潭鋼廠,母材材質為DH36鋼板。焊材采用日本神鋼的DW—A55L藥芯焊絲,采用FCAW—G藥芯焊絲氣體保護焊工藝,坡口設計為K形雙面焊接坡口,背面需要清根處理。焊接完成后,進行無損檢測,然后進行常規力學性能測試以及CTOD測試,為保有部分設計余量,CTOD測試的溫度為-20℃。
(1)母材及坡口準備 本試驗選用的母材來自工程項目,厚度80mm,牌號為GB712 DH36,供貨狀態為正火。材料的化學成分及力學性能如表1和表2所示。
試板長度為1000mm,寬度500mm。坡口采用K形雙面坡口,角度為45°(見圖1)。焊接試驗分別在2G和3G位置進行,以驗證最大熱輸入和最小熱輸入對接頭CTOD性能的影響。
(2)焊材 焊材采用高強匹配,選用日本神鋼生產的藥芯焊絲,為低氫材料,焊絲直徑1.2mm,焊絲的力學性能如表3所示。
(3)設備與工藝 試驗采用FCAW—G 藥芯焊絲氣體保護焊工藝,保護氣體為Ar+CO2混合氣。焊接設備為唐山松下生產的型號為YD—500ER的數字IGBT控制MIG/MAG弧焊電源。輸出電流為60~500A,輸出電壓為17~41V。
CTOD試驗對焊縫以及熱影響區性能要求嚴格,除材料本身因素外,焊接電流、電弧電壓、熱輸入、最大層間溫度和最小預熱溫度對性能均有影響。通過對母材與焊材的性能分析,結合焊接冶金學的基本原理,及以往焊接工藝的研究經驗,選取合適的焊接熱輸入、優化焊接參數,嚴格控制預熱溫度與層間溫度,使焊接接頭的性能達到最優。具體焊接參數如表4所示。
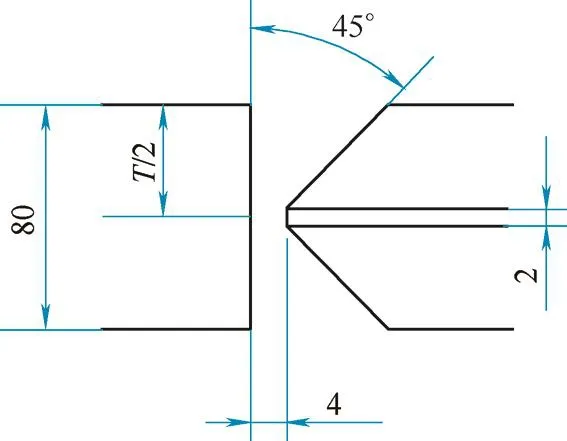
圖1 坡口示意
(4)焊接要點 焊接接頭要接受嚴格的CTOD測試,測試溫度在-20℃,條件十分嚴苛,為保證焊縫接頭的性能質量,在焊接過程中除了嚴格遵守工藝要求以外,還需要注意以下細節要點:①焊接速度較快,每層焊道較薄,凝固速度快,容易產生氣孔和夾渣缺陷,在施工中應當加以注意。②控制好焊槍角度,控制焊絲干伸長為15~20mm,采用短弧擺動,最大擺動寬度不超過15mm。③每層焊道的厚度不易超過4mm,每層焊道采用鋼絲刷或砂輪機清理干凈,對有飛濺、卷邊及表面熔合不好的焊道及時用砂輪機打磨消除,以防止影響下一層焊接,引起夾渣缺陷。④當一面焊縫填充6道之后采用碳弧氣刨清根,焊接另一面。氣刨過程中應避免造成氣刨溝槽深淺不平,選用較小一點的電流進行氣刨操作,避免刨槽偏離焊縫中心。氣刨坡口要適當增大。氣刨完成后用砂輪機打磨光亮。⑤兩面盡量對稱焊接,防止一面填充過多,產生拉應力過大影響焊接質量。⑥焊接蓋面時焊接電流電壓不易過大,以防止發生咬邊。⑦母材預熱溫度要求至少110℃,最大層間溫度200℃。
3. 試驗結果與討論
焊接完成后,對試板進行外觀、MT、UT檢測,均符合標準要求。然后按照AWS D1.1進行減截面拉伸、側向彎曲、橫向沖擊、宏觀、硬度等性能測試,按照BS7448 對焊縫和熱影響區進行CTOD測試,各項指標測試合格。
(1)常規力學性能試驗 按照標準的要求,常規的力學性能試驗包括拉伸、彎曲、沖擊、宏觀硬度。拉伸試驗在1000kN微機控制電液伺服萬能試驗機上進行,加載速率10mm/min。最終斷裂在母材位置,強度520MPa,結果合格。
側彎試驗在300kN微機控制電子萬能試驗機上完成,彎曲完成后的試樣如圖2所示,無可見的裂紋,結果合格。
圖3是宏觀形貌,熔合良好,無缺陷,硬度值如表5所示,最大硬度282HV10,符合標準要求。

表3 填充焊絲力學性能

表4 焊接參數
沖擊試驗結果如表6所示,可以看出在熱影響區位置沖擊值有所降低,但也都能滿足標準規定的最小單值27J,最小平均值36J的要求。
(2)CTOD試驗 CTOD試驗步驟主要分為機加工試件、開設疲勞裂紋、加載壓斷,測量計算,有效性判斷等5步。首先按照要求從焊完的試板上一共取6件500mm×80mm×80mm的矩形試件,其中3件在熱影響區預制疲勞裂紋,另外3件在焊縫的位置預制疲勞裂紋,然后對試件降溫,保證溫差不超過±2℃。在-20℃的環境下,在萬能試驗機上將試件進行壓斷,加載速率在0.5~1mm/min之間,失穩斷裂后在顯微鏡下測量試件的裂紋長度,然后按照標準進行CTOD值的計算以及有效性判定。具體結果如表7所示。 CTOD試件的斷口形貌如圖4所示。
試驗結果表明,試樣均為有效試樣,在-20℃的試驗溫度下,CTOD值均>0.15mm,符合標準的要求。工藝評定合格,證明了焊接接頭在-20℃的服役環境下具備良好的斷裂韌性,可以免除焊后熱處理。

表5 焊縫接頭硬度值 (HV10)

表6 沖擊試驗結果
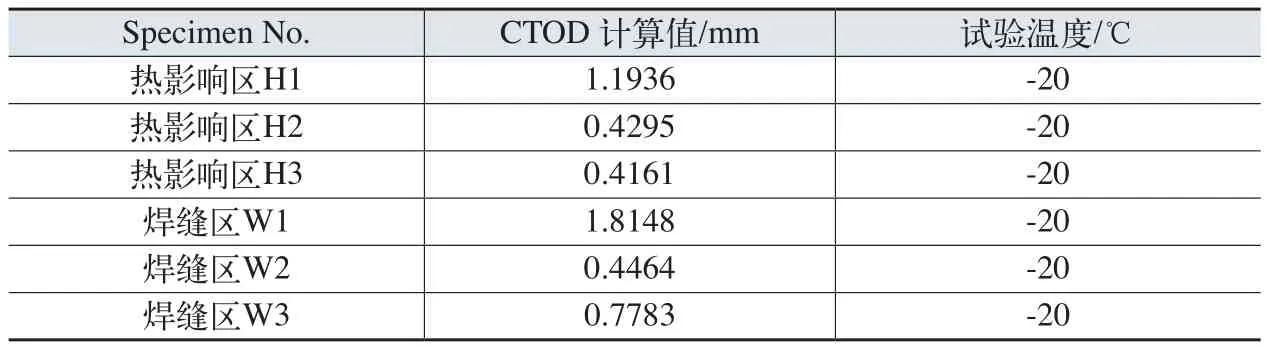
表7 熱影響區和焊縫CTOD值
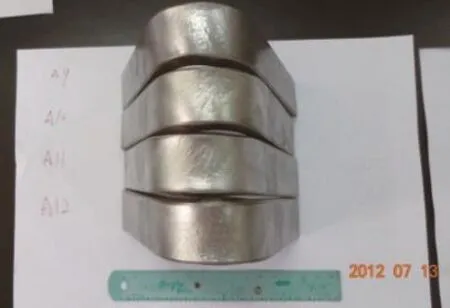
圖2 彎曲試驗完成后的試樣
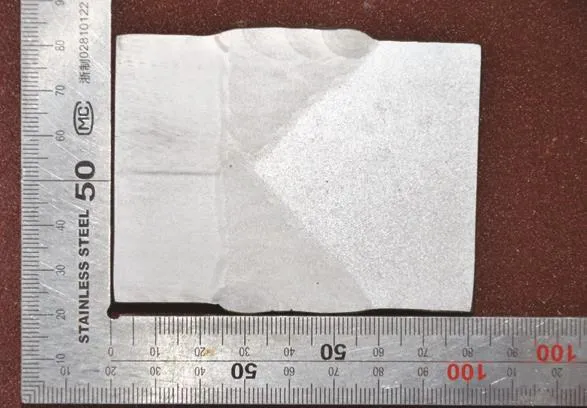
圖3 宏觀形貌
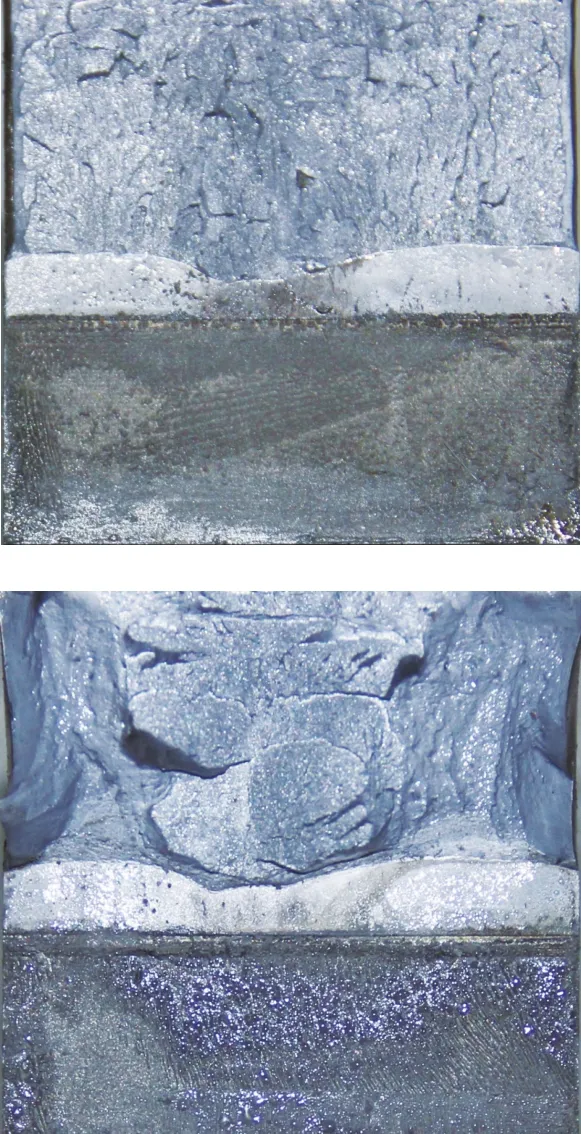
圖4 CTOD試件的斷口形貌
4. 結語
GB712 DH36的材料,采用藥芯氣體保護焊工藝,選擇合適的工藝參數,其焊接接頭可以通過-20℃ 下CTOD試驗的測試。
CTOD工藝試驗結果表明,CTOD工藝具備更強的適應性,該溫度條件下CTOD工藝的成功開發,不僅減少了工程項目中的施工工序,降低了施工人員工作強度,同時節省了大量的費用,縮短了工期,在海洋工程鋼結構焊接中必將得到越來越廣泛的應用。
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
制造技術與機床(2018年12期)2018-12-23 02:40:58
制造業自動化(2017年2期)2017-03-20 14:26:13
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
設備管理與維修(2015年12期)2015-04-09 06:57:24
