塑膠材料成型及表面工藝研究
2018-05-31 09:05:24李文清
機電信息 2018年15期
李文清
(上海安費諾永億通訊電子有限公司,上海201108)
0 引言
本文首先以一款產品為例,從中提取出塑膠件的部分,然后對塑膠材料的認識進行延伸。如圖1所示,這是一款市場上的成熟產品,可以大致將其結構部件分為四大部分。

圖1 產品結構部件分類
從圖1可以看到,示波器可以分為外觀及功能件(塑膠)、內部固定件(五金)、按鍵(硅膠)和其他零部件(如PCBA、貼膜等)。在產品設計中,最重要的是五金和塑膠這兩大類,其中塑膠件所占的比例最大,合理利用塑膠材料和深入理解塑膠件的設計,對一名研發者來說極其重要。
廣泛選用塑膠材質制品,其原因在于塑膠材料具有以下優點:材料輕、易成型、韌性強等。不同的塑膠材料有著不同的性能指標和不同的成型工藝,這就是我們即將共同探討的話題。
1 塑膠產品的形成
在市場上,可以看到由五顏六色的塑膠材料制成的產品,它們有各種各樣的機械物理性能表現,塑膠材料的奧妙之處不難察覺。
塑膠實際上是石油、天然氣等提煉而出的化合物經過一定條件聚合而成的高分子聚合物。塑膠的原材料剛開始為樹脂顆粒狀、透明晶體狀,目前國際上提供這些粒子的供應商有GE、BASF、LG、三星和一些國內供應商。然后塑膠粒子可以經過材料混合、染色等改變原料顏色或性能,最終加工成型,得到需要的產品。
圖2從左至右詳細說明了塑膠制品從原料到產品的形成過程。
2 塑膠材料的屬性認識
從行業上來講,塑膠的屬性或性能有機械屬性和物理屬性之分,在各屬性上也有詳細的分類和描述,如表1所示。

圖2 塑料制品形成過程

表1 塑膠的屬性分類
作為注塑廠商,其在購買塑膠材料的時候會首先了解不同原料供應商、不同材料的屬性規格書。在這份文件中,可以清楚地了解該材料的機械屬性和物理屬性等相關數據。然后,根據所設計產品的需求,對材料性能做比較,挑選出性能合適的材料。
3 塑膠材料的選型
關于材料的選用,大都在特定的范圍內對常用的幾種進行比較,特殊需求的除外。通常會重點關注材料的密度、收縮率、最小產品壁厚、流動性和模具成本等因素。
如表2所示,以PC和ABS為例,PC材料的伸縮率為0.6%~0.8%,ABS為0.3%~0.8%,因而它們在產品的尺寸和變形上能做到有效控制,尺寸穩定,流動性稍好,在材料成型的最小壁厚限制上比較寬松,可以廣泛用于多種精密產品的成型。
4 塑膠的加工方法
塑膠常見的成型方法有:注塑成型、吹塑成型、吸塑成型和擠出成型。名詞解釋以及應用說明如下:
(1)注塑成型是指受熱融化的材料由高壓射入模腔,經冷卻固化后,得到成型品的方法。該方法適用于形狀復雜部件的批量生產,是重要的加工方法之一。市場上一些數碼和工業儀器產品的塑膠外殼大都是按照此工藝注塑而成。
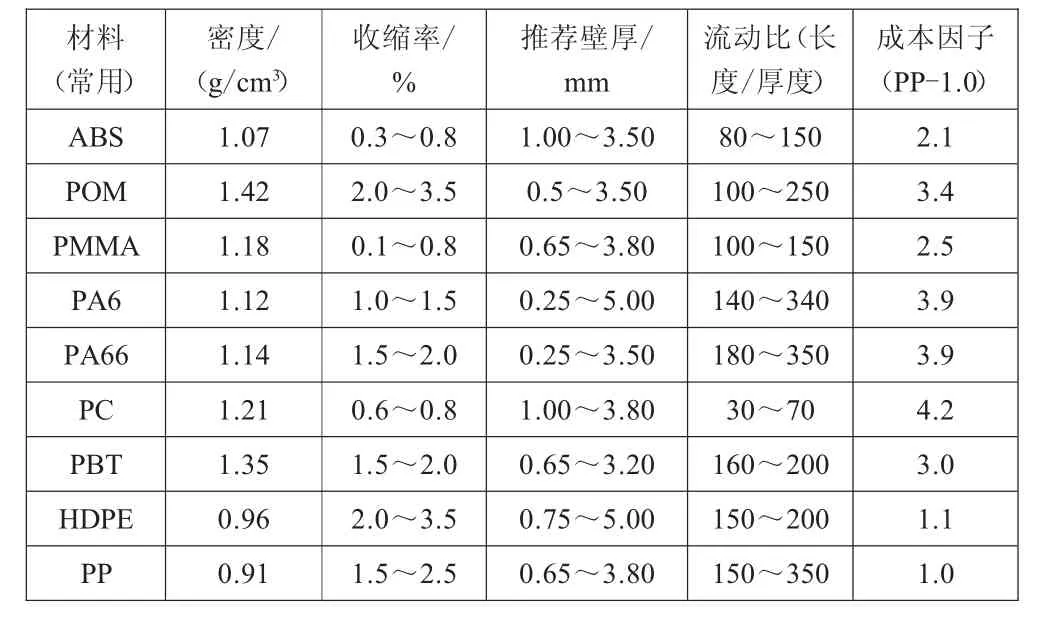
表2 常用材料參數對比
(2)吹塑成型是指借助于氣體壓力使閉合在模具中的熱熔型坯吹脹形成中空制品的方法。吹塑所用的模具只有凹模,與注塑成型相比,設備造價低,適應性較強,可成型性能好(如低應力),可成型具有復雜的起伏曲線形狀的制品。市場上有代表性的產品有礦泉水瓶、油壺、洗發水瓶子等等。
(3)吸塑成型是一種熱成型加工方法,利用熱塑性塑料片材,制造開口殼體制品。將塑料片材裁成一定尺寸加熱軟化,借助片材兩面的氣壓差或機械壓力,使其變形后覆貼在特定的模具輪廓面上,經過冷卻定型,并切邊修整。此方法廣泛用于塑料包裝、燈飾、廣告、裝飾等行業。
(4)擠出成型在塑料加工中又稱為擠塑,在非橡膠擠出機加工中利用液壓機壓力與模具本身的擠出稱壓出,是指物料通過擠出機料筒和螺桿間的作用,邊受熱塑化,邊被螺桿向前推送,連續通過機頭而制成各種截面制品或半制品的一種加工方法。在纖維化學工業中也有用擠出機向噴絲頭供料,以進行熔體紡絲。擠出應用于熱塑性塑料和橡膠的加工,可進行配料、造粒、膠料過濾等,可連續化生產,制造各種連續制品如管材、型材、板材(或片材)、薄膜、電線電纜包覆、橡膠輪胎內胎胎筒、密封條等。
5 塑膠的表面工藝
在行業中,塑膠產品的表面處理工藝有燙印、印刷、噴涂和真空鍍幾種,其中以印刷和噴涂工藝居多。
(1)燙印是塑膠件表面裝飾的一種重要手段,也是家用電器、消費類電子產品常用的一種裝飾工藝。它就是利用燙熱了的燙印頭,將燙印膜上的金屬或涂料層壓燙到被加工的工件表面,以達到裝飾或標志的目的。其有三個基本條件:燙印模板、加熱器及壓力傳送機構。
(2)印刷在塑膠表面工藝中分移印和網印兩種,它是將油墨通過這兩種方式以圖形和文字的形式附著在塑膠制品上,以達到裝飾和標志的目的。移印是運用膠頭把油墨的圖案通過機械傳動從鋼板印到物件上的過程;網印是通過傳統的網板方式,將油墨通過已有圖案的網板滲透到物件上。兩種方式目的相同、方式不同,可按實際情況進行選用。
(3)噴涂大體上包括噴(塑)粉和涂裝(油漆)。噴粉也稱粉末涂裝,是近幾十年迅速發展起來的一種新型涂裝工藝,所使用的原料是塑料粉末,在一些手柄等器件上應用較多,俗稱手感橡膠等。噴漆,采用人造漆,用硝酸纖維素、樹脂、顏料、溶劑等制成。
(4)真空鍍主要包括真空蒸鍍、濺射鍍和離子鍍幾種類型,它們都是在真空條件下,通過蒸餾或濺射等方式在塑件表面沉積各種金屬和非金屬薄膜。通過這樣的方式可以得到非常薄的表面鍍層,同時具有速度快、附著力好的突出優點,但是價格也較高,可以進行操作的金屬類型較少,一般用來做較高檔產品的功能性鍍層,例如作為內部屏蔽層使用,在一些手機外殼上也采用類似的處理。
關于表面工藝的比較,總結如表3所示。

表3 產品表面工藝比較
6 模具的處理
通常在塑膠產品上看到一些粗糙的紋理稱為咬花或蝕文;而一些塑膠殼表面非常光滑,實際上是一種拋光效果。這兩種工藝是直接在模具的型芯或型腔上進行表面處理,隨后直接注塑成型,并不需要額外的加工工藝。
兩種表面工藝解釋如下:
(1)咬花:用化學藥水如濃硫酸等與鋼材表面發生腐蝕反應,形成蛇皮/蝕紋/梨地或其他形式的紋路。
(2)拋光:利用機械、化學或電化學的作用,使模具表面粗糙度降低,以獲得光亮、平整表面的加工方法。
兩種表面工藝其模具及產品效果的比較如表4所示。
7 結語
總而言之,塑膠材料的領域博大精深,隨時間的推移和科學技術的不斷發展,各種新材料、新工藝會不斷涌現,作為合格的設計者,要不斷學習先進的材料知識充實自己,抓住時代的脈搏,不斷創新!

表4 模具表面處理工藝比較
[1]馮炳堯,韓泰榮,蔣文森.模具設計與制造簡明手冊[M].上海:上海科學技術出版社,1985.
[2]Acer Communications&Multimedia.手機表面工藝處理大全[Z].
[3]SUMMIT N J.Plastic Design塑膠材料設計[Z].
猜你喜歡
現代裝飾(2022年4期)2022-08-31 01:39:32
現代裝飾(2022年3期)2022-07-05 05:55:06
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
Coco薇(2015年1期)2015-08-13 02:23:50
石油化工應用(2014年8期)2014-03-11 17:40:03
機械制造文摘(焊接分冊)(2013年6期)2013-03-20 13:57:28
玩具(2009年10期)2009-11-04 02:33:14
