數控曲面印刷機的步進分度轉盤及模把機構設計*
2018-06-03 23:46:04林偉霞王賢淮
機電工程技術 2018年5期
關鍵詞:交流
林偉霞,王賢淮
(廣東隆興包裝實業有限公司,廣東潮州 515638)
0 引言
曲面印刷裝備是印刷裝備的一種,其特點是應用于曲面物體上印刷而非平面上印刷,主要應用于圓柱、錐面、罐面、圓柱瓶蓋等物品表面上印刷字體和圖案等[1]。數控曲面印刷機采用可編程控制器(PLC)自動控制、高速傳動機構、多工位上料、光電檢測自動對版、自動下料打包等技術,具有功能強大齊全、自動化程度高使用方便、產品質量好可靠性高等特點,是機電一體化高新技術產品[2]。
圖1所示為一種數控曲面印刷機,主要裝置包括由轉印大鼓輪(6)、與轉印大鼓輪配合的各色版輥與油墨單元所構成的印刷主機(5),由步進分度轉盤(2)、驅動步進分度轉盤旋轉的間歇驅動裝置所構成的承印裝置,印刷主機和承印裝置的基座、送料滑道、成品輸出裝置及設于基座上的進料與送料檢測、空料檢測、電暈、印刷、固化(7、8)、次品彈出、故障檢測裝置等。
1 設計意圖
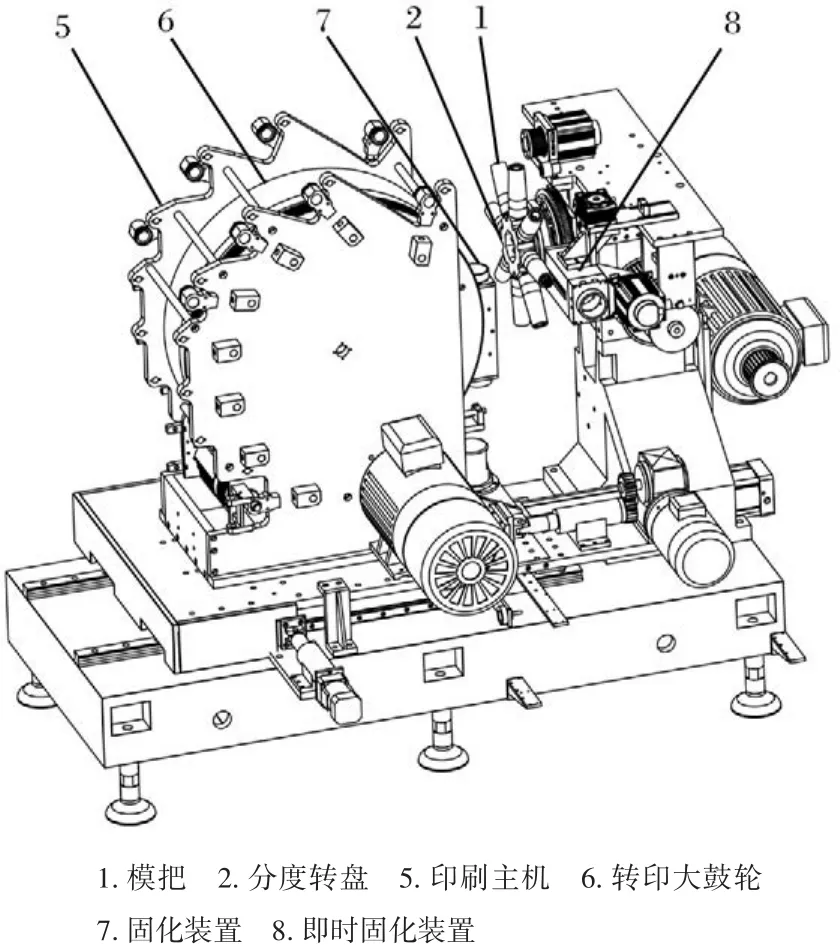
圖1 曲面印刷機示意圖
通常曲面印刷機只能實現一次印刷固化,對于要求一層底色背景再在底色背景上疊加一層圖文的產品,無法一次完成。傳統的技術是將印刷固化好底色背景的承印物再次印刷固化,這種方式不僅工作效率低、耗能高,而底色背景與圖文難以準確重疊,印刷精度及清晰度差[3]。為了實現一次完成兩次印刷兩次固化,必須要求第二次印刷時與第一次印刷時同一模把的位置不能有絲毫的偏差,然而,現有技術的步進分度轉盤模把機構連接柄安裝在分度轉盤的安裝孔的一端是圓柱狀的直柄,這種結構在工作過程中,連接柄與分度轉盤之間容易松動。對于傳統曲面印刷機而言,由于只有一次印刷一次固化,尚能勉強滿足傳統曲面印刷機的要求,也不至于損壞UV燈管[4]。但是,對于一次完成兩次印刷兩次固化的曲面印刷機而言,傳統的分度轉盤及模把機構難以滿足兩次印刷的精度要求,連接柄不但影響印刷質量而且容易發生塤壞兩次雙層墨印刷固化裝置[5],尤其因需經常換規格而頻繁拆卸時的效率低。在印刷質量的要求越來越高的當今時代,傳統技術的分度轉盤模把機構已經不能滿足要求。
因此,本文針對現有技術中的存在問題,提出一種牢固不易松動、精準度高和操作方便快捷的分度轉盤模把機構設計方案。
2 機構設計方案
承印裝置如圖2示,主要裝置由步進分度轉盤(2)、驅動步進分度轉盤旋轉的間歇驅動裝置所構成。
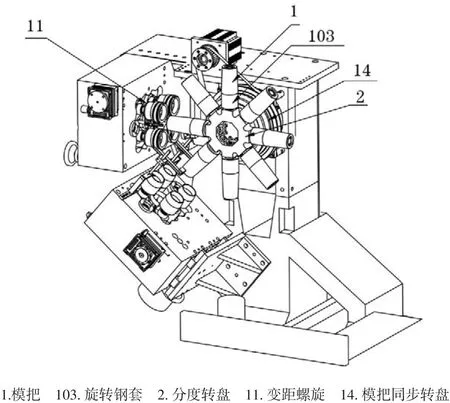
圖2 承印裝置示意圖
2.1 機構結構設計
本文提出的步進分度轉盤及模把機構如圖3示,包括有模把(1)、連接柄(3)及分度轉盤(2),其中連接柄包括有轉盤連接部(301)和模把安裝部(302),轉盤連接部設置成錐臺狀,分度轉盤設置有與轉盤連接部配合的安裝孔(201),轉盤連接部插置于安裝孔并通過螺栓鎖緊固定。模把裝置于連接柄的模把安裝部。現有技術中的連接柄(沒有設置錐柄)是隨著換規格的拆卸的磨損而越來越松影響安裝精度影響產品質量,但本文提出的連接柄則隨著曲面印刷機工作時間的增長反而越來越緊固,從而確保了高精準度安裝,使拆卸操作更方便快捷,同時也因高精度而使整批產品質量顏色深淺一致清晰度高。
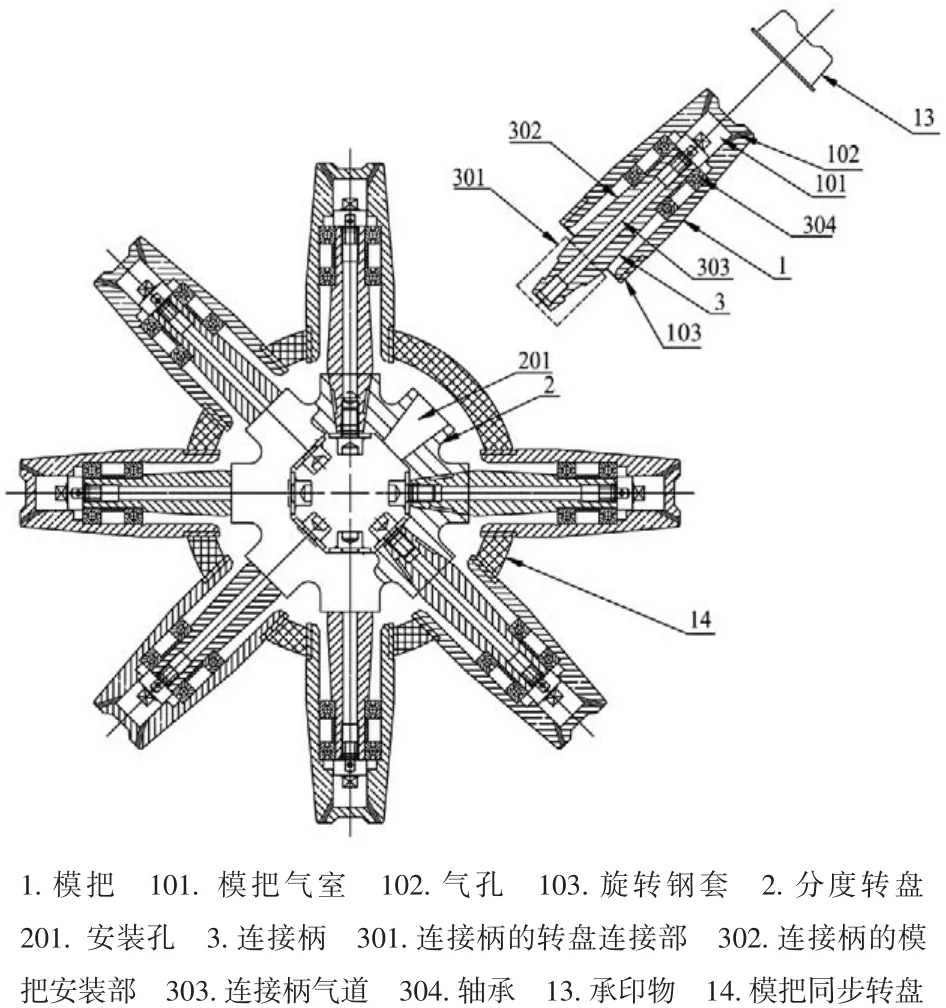
圖3 步進分度轉盤及模把機構結構示意圖
運作時,模把(1)繞著連接柄(3)旋轉,它們之間設置有軸承(304)盡量減少模把旋轉對連接柄的影響。在模把旋轉下連接柄會略微旋轉,安裝孔(201)的內側面是與所述連接柄的轉盤連接部(301)的外側面相匹配的錐臺曲面,其可以阻擋連接柄往里的旋轉,同時,由于連接柄的轉盤連接部具有一定的錐度使得連接柄與安裝孔隨著連接柄的轉動而擰緊,因此,連接柄隨著曲面印刷機工作時間的增長越來越緊固,確保了每次印刷對位的高精準度。而且,傳統模把常規軸裝配因需頻繁裝卸,磨損大,精度差,采用本文提出的錐度模把裝卸方便,精度高。
2.2 承印物的吸緊或吹出功能氣道設計
為實現各工位的模頭單元上承印物的吸緊或吹出的功能,氣道盤的結構如圖4和5所示,連接柄(3)的內部沿中軸線方向設置有連接柄氣道(303),連接柄的轉盤連接部的中部內凹并與安裝孔(201)的側壁面形成中轉氣室(305),連接柄氣道與中轉氣室相通;模把的內部設置有模把氣室(101),模把氣室與連接柄氣道相通,一個模把與一個連接柄構成一個模頭單元。還設置有氣道盤(15),氣道盤開設有弧形氣道(202)、第一獨立氣道(203)、第二獨立氣道(204)及第三獨立氣道(205),弧形氣道、第一獨立氣道、第二獨立氣道及第三獨立氣道分別通過設置有電磁閥的氣管與氣泵連通,所有電磁閥均與控制器電連接,弧形氣道與分別位于接料、傳送、電暈、頂料底、印刷共計五個工位的五個模頭單元的中轉氣室相通;第一獨立氣道與位于傳送或者次品卸料工位的模頭單元的中轉氣室相通;第二獨立氣道與位于固化工位的模頭單元的中轉氣室相通;第三獨立氣道與位于卸料工位的模頭單元的中轉氣室相通;氣道盤與分度轉盤(2)緊貼,分度轉盤在步進分度器的驅動下相對于氣道盤轉動使得安裝于分度轉盤的全部連接柄的連接柄氣道按序依次經過弧形氣道、第一獨立氣道、第二獨立氣道及第三獨立氣道來分別實現各工位的模頭單元上承印物的吸緊或吹出的功能需要。

圖4 氣道盤的結構示意圖
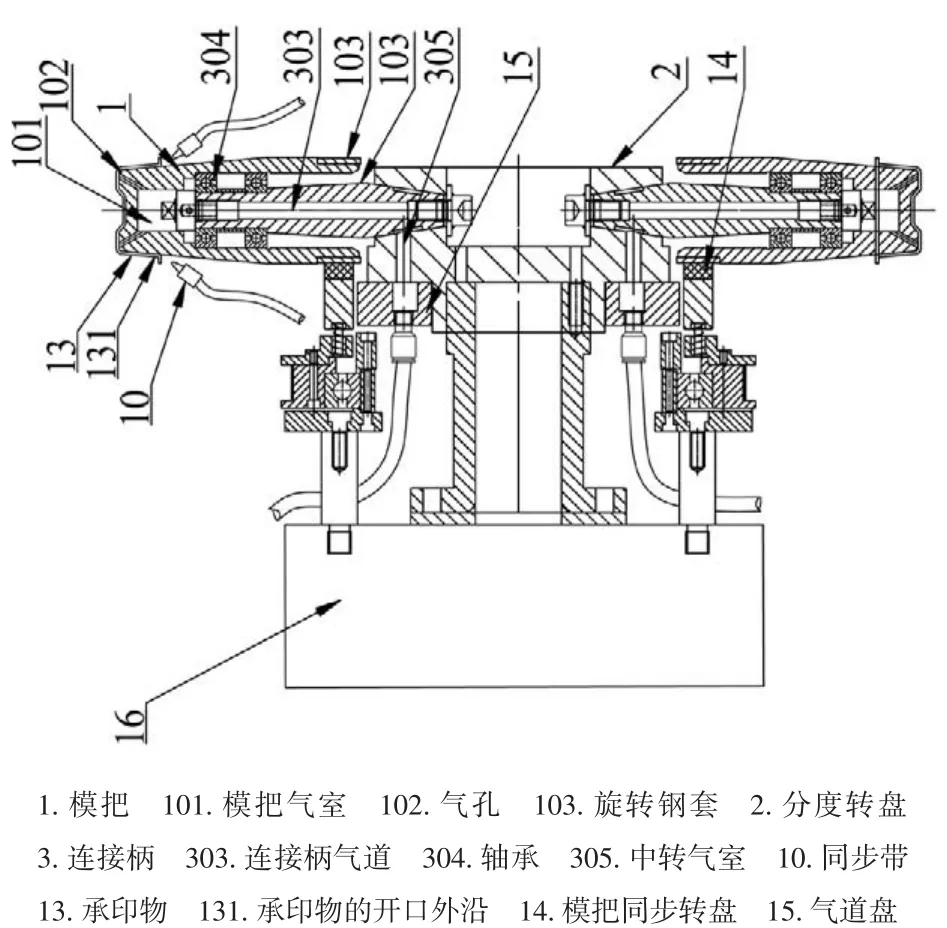
圖5 氣道功能結構示意圖
而傳統技術中只有一個弧形氣室同用于吸氣和吹氣,不能根據分度轉盤的動靜同步供氣,不適應于高速傳送。而本文提出的設計方案由于連接的氣泵的所有高壓氣管均設置有電磁閥,并且所有電磁閥與控制器電連接,故可在控制器的控制下實現氣泵根據分度轉盤的動靜同步工作而分別實現每條氣管的吸氣吹氣,分度轉盤的弧形氣道及三個獨立氣道連接的氣管均安裝有電磁閥以實現承印物的傳送、次品彈出、固化及卸料,適用于高速傳送,工作效率高。
同時,模把(1)的底部設置有多個氣孔(102),多個氣孔均布于模把底部的圓周外沿,并且每個氣孔均與模把氣室(101)相通。傳統技術中僅在模把底部的中間設置有氣孔,大于高度的承印物(例如矮杯)在卸料時難以保證平衡而導致接料袋不能順利接料疊料傳送。本發明中,在模把的底部均布多個氣孔可方便于直徑大于高度的承印物平衡卸料以保證接料袋順利接料疊料傳送。
2.3 進料裝置設計
進料裝置如2、5、6、7、2所示,設置有支撐架、四根傳動軸(17)、四個變距螺旋(11)和驅動裝置,四根傳動軸可調節位置地設置于支撐架,且四根傳動軸通過同步傳動機構由驅動裝置同步驅動自轉,每個變距螺旋分別固定在一根對應的傳動軸,變距螺旋的外表面設置有螺旋槽(1101),螺旋槽的螺距自一端向另一端逐漸增大,四根變距螺旋之間形成物料通道。承印物進入物料通道后,在變距螺旋的轉動下,隨著螺旋槽螺距逐漸增大,疊推成條的承印物相鄰兩個承印物之間的距離逐漸增大,最前方的承印物與后一承印物完全分離,實現送料的自動化。同時,為了承印物(13)更好地出料,變距螺旋還設置有指令送料的電磁閥及輔助送料氣槍(12),輔助送料氣槍裝設于支撐架,工作時,輔助送料氣槍的出氣口對準承印物的開口外沿(131)在承印物被送出所述變距螺旋的實現輔助送料;指令送料的電磁閥與控制器電連接,指令送料的電磁閥控制輔助送料氣槍根據控制器的指令朝承印物的開口外沿瞬間噴射高壓氣體。利用輔助送料氣槍的氣流將承印物吹送到模把上。輔助送料氣槍根據實際需要選擇市面上的普通氣槍即可。本文提出的方案利用輔助送料氣槍送料,特別適合于直徑大于高度的承印物,控制器依據設定的程序根據其他機構傳遞的信號,指令送料的電磁閥開啟或者關閉,并根據步進分度轉盤模把的停頓接料和卸料的瞬間,控制輔助送料氣槍將高壓氣瞬間沖向承印物的開口外沿(例如杯子的杯沿)實現輔助送料。

圖6 變距螺旋結構示意圖
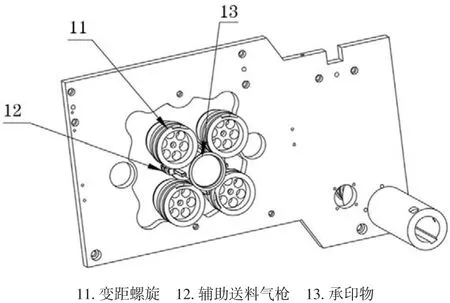
圖7 進料單元結構示意圖
2.4 驅動系統
分度轉盤連接有獨立的步進分度器交流伺服驅動系統,包括有步進分度器、步進分度器的交流伺服驅動器、步進分度器的交流伺服電機及步進分度器的交流伺服電機的旋轉編碼器,步進分度器的交流伺服驅動器、步進分度器交流伺服電機及步進分度器的交流伺服電機的旋轉編碼器的各部件相鄰之間由電路連接,交流伺服電機通過機械傳動部件連接步進分度器的動力輸入軸。
還包括有驅動所有模把(1)轉動的模把同步轉盤(14),模把同步轉盤連接有模把同步轉盤交流伺服電機傳動系統,模把同步轉盤交流伺服電機傳動系統包括有模把同步轉盤交流伺服驅動器、模把同步轉盤交流伺服電機及模把同步轉盤交流伺服電機的旋轉編碼器及傳動機構,傳動機構包括有軸承、傳動同步輪及同步帶,模把同步轉盤交流伺服驅動器、模把同步轉盤交流伺服電機及模把同步轉盤交流伺服電機的旋轉編碼器的各部件相鄰之間由電路連接,模把同步轉盤交流伺服電機通過傳動機構連接模把同步轉盤。
上述的兩個交流伺服驅動系統與轉印大鼓輪交流伺服驅動系統分別構成三個獨立閉環控制系統,并又同一個控制器控制,使得步進分度器、轉印大鼓輪和模把同步轉盤保持恒定的傳動比及同步運動,從而達到印刷效果清晰,滿足兩次印刷兩次固化技術對印刷精度及清晰度的要求。
3 結束語
連接柄的轉盤連接部設置成錐臺狀,具有一定的錐度,分度轉盤的安裝孔與連接柄的轉盤連接部相配合也呈錐臺狀,并使用螺栓將兩者固定鎖緊。隨著曲面印刷機工作時間的增長反而越來越緊固確保了印刷對位的高精準度,具有顯著的特點及突出的進步。
進料裝置設置不等距的用于分料送料的變距螺旋,其螺距是從小至大更適應于高速分料送料。
輔助送料氣槍在出料的瞬間同步送氣,不僅環保節能,而且送料效果更佳,更適應高速送料。
在卸料工位兩側的卸料氣槍配合模把底部氣孔在卸料工位同步吹氣為平衡卸料落料起到很好的輔助作用。
模把未端的模底外邊沿開設有多個氣孔,多個氣孔沿著模把底部的圓周外沿均勻設置且與模把氣室相通,為承印物平穩飛落到接料裝置起到關鍵的作用,特別是對于直徑大于高度的杯,碗等承印物,其平衡效果更明顯。
[1]王賢洵,鄉碧云,王昌佑.曲面印刷裝備的現狀及發展趨向[J].機電工程技術,2014(2):1-3.
[2]李俊奇.基于plc和變頻器在印刷機上的應用[J].電子世界,2013(2):87-88.
[3]王梅,趙榮麗,李克天.印刷自動套準標記識別方法的研究[J].包裝工程,2007,28(8):60-62.
[4]王超.UV固化設備的正確使用及維護[J].印刷雜志,2008(8):66-68.
[5]王培學.UV固化系統在印刷中的應用[J].印刷雜志,2016(3):1-4.
猜你喜歡
科教新報(2022年12期)2022-05-23 06:34:16
四川勞動保障(2021年10期)2021-12-02 01:41:42
今日農業(2021年14期)2021-10-14 08:35:28
四川勞動保障(2021年4期)2021-07-22 08:08:54
四川勞動保障(2021年5期)2021-07-19 06:09:54
四川勞動保障(2021年3期)2021-06-09 07:09:22
四川勞動保障(2021年9期)2021-01-27 20:24:59
海峽姐妹(2020年8期)2020-08-25 09:30:18
遵義(2018年14期)2018-08-06 06:32:18
人民中國(日文版)(2015年10期)2015-04-16 03:53:58