對提高普通車床零件加工質量和車削軸類零件加工步驟的選擇原則
2018-06-07 02:37:30薛勤
時代農機 2018年3期
薛 勤
(蘇州市五二六廠技工學校,江蘇 蘇州 215000)
車工是機械行業中的重要工種,對提高機械行業的生產效率、保證產品質量,節約能源、降低消耗,起著重要的作用。車床零件加工又是千變萬化,在零件加工前進行工藝分析十分必要的,由于各種零件的材料、結構、精度、粗糙度、熱處理及生產綱領的不同,如何通過合理地擬訂車削工藝,來滿足整個零件的工藝路線,及分析零件各個車削工序之間的關系,從而制訂最合理的工藝規程及各個車削順序,這對于零件的車削質量和生產效率有著及其重要影響。
1 對零件圖的分析
在對零件圖進行工藝分析之前,首先應該檢查零件圖紙上是否具備齊全的數據,如尺寸公差、形位公差、表面粗糙度和加工零件所使用的材料,其他技術的要求(如熱處理的種類、硬度等),同時根據這些數據和條件對零件的構造進行初步分析,主要有以下4點:①零件的構造在加工時會不會發生車削困難,例如,薄壁構造零件加工時的變形問題;于零件的構造是否限制采用高的切削用量,能否采用高生產率的切削方法;③在保證規定尺寸的公差和加工粗糙度方面,有無工藝上的困難,是否需要另行增加工序,以保證所要求的粗糙度的規定的尺寸;④允許的幾何形狀偏差有無足夠的根據達到。
2 車削工序的工藝分析
對零件的分析,有時不能光局限于零件圖的分析,還需要了解其功能和工作條件及其在組合件中的作用,主要有以下5點:①車削工序在整個工藝過程中是否屬于關鍵工序,應采取什么措施;于結合生產的類型、零件的質量和生產率,分析工序的集中與分散,工序的數目與次序是否合理,如何來提高生產率;③工序中各加工步驟的內容和秩序、車削余量、尺寸公差和表面加工的粗糙度是否合理;④工序中基準的選擇及定位、夾緊力、校正和測量的方法是否合理;⑤工序能否保證零件精度和技術條件的要求,能否在保證零件質量前提的條件下,來提高生產率和降低生產成本。
3 以實例進行具體分析
3.1 實例一:薄壁件的加工
車削薄壁工件的主要問題是剛度低易變形,要解決的是如何提高剛性和防止變形或減少變形這個問題。因此首先要根據薄壁零件加工的特點來找出產生變形的主要原因,有針對性地防止和減少薄壁工件變形的方法。是由于切削力和夾緊力的因素造成的,而夾緊力有三個要素(方向、大小、作用點)解決也從這個三個方面考慮:
(1)夾緊力作用方向應不破壞工件定位的準確性,在夾緊力的作用下,工作不應離開定位面,且最好使用工件對各個定位面都有一定的壓力。
(2)夾緊力方向選擇盡可能使所需要夾緊力減小,這樣工件變形也減小。
(3)作用點應在工件剛性好的部位,盡量靠近加工面,以免產生振動。減少切削熱可先合理選擇切削用量;其次是合理選擇刀具幾何角度,合理選擇刀具材料和冷卻液等。在裝夾方面要改善夾緊力的大小和增大裝夾接觸面積(采用開縫套)或改變夾緊力對零件的作用,最重要的是采用軸向夾緊或增加工藝肋的方法來減少變形。
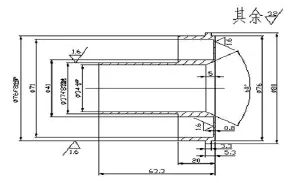
圖1 薄壁零件
圖1是筆者在開發新品中的一個薄壁零件,為了完成這一任務,根據對薄壁件的加工特點,筆者自制了一套簡便的加工工藝,并設計了一套相應的工裝。零件的材料牌號是OGr18Ni9,該不銹鋼材料特性是冷硬性強、導熱性差、塑性大,在切削時生產的高溫易產生積屑瘤,造成切削變形大,針對以上問題,筆者采取了以下措施:
(1)參數選擇,如表1所示。
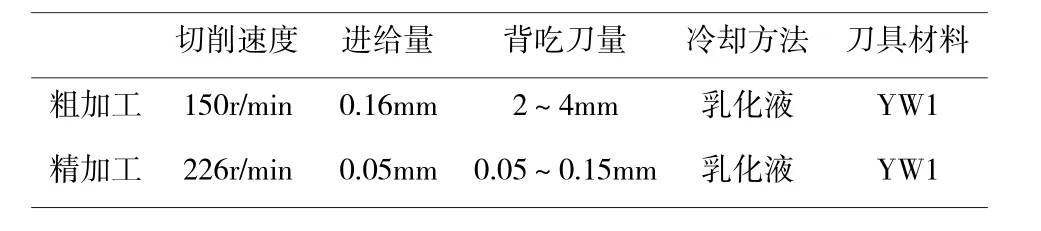
表1 切削參數的選擇
(2)增加輔助支承面,自制工裝如圖2所示。
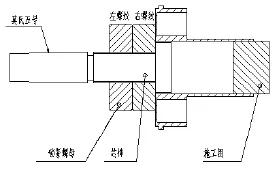
圖2 自制工裝
把粗車好的零件旋在工裝上,貼緊輔助支承面。精車內孔∮34(+0.02/0)至圖要求(5mm長車一段M33X1內螺紋)增加施工塞裝入∮34(+0.02/0)內孔,然后精車各級尺寸至要求(提高剛度),低槽精車時,使用月槽形消振精割車刀,該車刀為達到槽底尺寸精度和消振要求,前刀面磨成月牙形,前角約為12°,減少削力,刃傾角3~5°,增加刀具強度以利于切削流暢,后角10°左右,減少車刀與工件的摩擦。
(3)夾緊力的作用點選擇。調頭精車是此工件裝夾最困難的問題,通過分析,如要改善夾緊力作用點來減少薄壁件的變形,第一要用∮34(+0.02/0)內孔施工塞;第二選擇扇形面較大的軟三爪∮37外圖;第三在槽端內也要增加施工圖,來增加剛性及防止端面0.8厚產生盤子形。
3.2 實例二:普通車床加工高精度零件微米進刀法
車削軸類零件加工步驟選擇的原則:
當零件和車刀裝夾好后,切削用量已選定,接下來就要進行車削。應該從哪一端開始車削,這是一個很重要的工作。如果車削步驟選得不對會產生廢品。
為了便于正確選擇軸類零件的車削步驟,選擇加工原則并加以分析。
零件根據數量和精度要求的不同,機床條件的差異,可以有兩種不同的加工原則:即工序集中原則和工序分散原則。工序集中原則是把第一個零件全部車好后,再車第二、三……個零件。工序分散原則是先車好全部零件的一個表面,然后再車全部零件的第二、三……個表面。
大體說來,當零件的批量較小或只有幾個,加工表面相互位置精度要求較高,或者是重型零件,而車床的精度和萬能性又比較高時,應采用工序集中原則。反之,應采用工序分散原則。
車削零件時,一般總是分粗車、半精車和精車三個階段。一般的規則是:一開始就進行零件各個表面粗車,只有在全部表面進行粗車之后,才進行半精車和精車。那么為什么要這樣做呢?理由如下:
(1)在粗車時,由于吃刀深度和走刀量較大,所產生的切削力也很大,因此必須把工件夾緊。但這樣會使零件表面夾毛或變形。
(2)粗車時會產生大量的熱,易影響零件的尺寸精度。把粗車和精車分開后,使零件在精車之前有冷卻的機會。
(3)在任何的毛坯,都有內應力。當表面車去一層金屬后,內應力將重新分布而使零件發生變形。粗車使,零件變形很大。如果把某一精度要求很高的表面,一開始就車到精度要求,那么這個表面將由于車削其他表面而引起的內應力重新分布而失去原有的精度。雖然精車時也要車去金屬,但由于切屑很薄,內應力所引起零件變形很小。
(4)可以合理確定機床。例如:粗車可以在精度低、動力大的機床上進行。
(5)由于精車放在最后,可以避免光潔的表面在多次裝夾中碰傷而造成退修、浪費工時。
(6)粗車可以及時發現毛坯的缺陷。
上面所說的,都說明車削零件時粗車、精車應該分開。但是,也不是說每個零件都是這樣做。例如,車削大型而精度要求又不高的零件,由于安裝困難就不必這樣做了。
對于精度要求高的零件,為了消除內應力,改善零件的機械性能,在粗車以后還要經過調質后正火處理,這時粗車后應留1.5~2mm的余量。
在車削短小零件時,一般先把端面車一刀,這樣便于決定長度上的尺寸。而對于鑄鐵件來說,最好先倒一個角,因為鑄鐵的外皮很硬,并有型砂,易磨損車刀。倒角以后,在精車時,刀尖不會再遇到外皮和型砂了。
在兩頂針間車削軸類零件,一般至少要三次安裝,即粗車一端,調頭再粗車和精車另一端,最后精車原來一端。
如果零件除了車削以外,還要經過磨削,那么在粗車和半精車以后不在精車了。但是在半精車后必須留有磨削余量。
車削階臺軸時,一般是先車直徑較大的一端,這樣可以保證軸在車削過程中的剛度。
在軸上切槽時,一般是在在粗車和半精車以后,精車之前,但必須注意槽的深度。例如,槽的深度是2mm,精車之前的余量為0.6mm,那么在精車之前切槽時,槽的深度為2+0.6÷2=2.3mm。
如果零件的剛性較好,或者精度要求不太高,也可以精車之后切槽,這樣槽的深度就容易控制。
軸上的螺紋一般是放在半精車以后車削的,等待螺紋車好后,再精車各級外圓。因為車螺紋時,容易使軸彎曲。如果各級軸的同心度要求不高,或軸的剛性不太好,那么螺紋可以放在最后車削。
4 結語
綜上所述選擇車削步驟的原則,是筆者多年車工實踐的經驗,可以作為在選擇車削步驟時的一個依據,但不能生搬硬套,主要還是根據實際情況靈活應用。
[1] 勞動人事部培訓就業局編.車工生產實習[M].北京:勞動人事出版社,1985.
[2] 荊宏智.機械制造工藝學[M].北京:機械工業出版社,1988.
[3] 胡國強.機械加工高招與訣竅[M].蘇州:蘇州市勞動和社會保障局,2005.
猜你喜歡
中華詩詞(2020年1期)2020-09-21 09:24:52
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
數學小靈通·3-4年級(2017年10期)2017-11-08 08:42:59
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
數學大王·中高年級(2016年12期)2016-12-26 21:37:36
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
石油化工應用(2014年8期)2014-03-11 17:40:03
