綠色熱處理的探討
2018-06-20 09:08:08孫清汝王錫樵
金屬加工(熱加工) 2018年6期
■ 鄒 磊,侯 奎,孫清汝,王錫樵

熱處理是改變機械構件的性能,提高使用壽命的重要手段之一,為此受到人們的重視并被廣泛地使用。特別是近幾十年來擁有熱處理專業廠及企業內部的熱處理分廠或車間(工段、小組)多具有一定的規模和水平,有的企業達到了國外先進水平,但是目前還是有相當數量的熱處理企業存在著規模小、技術水平低、能耗大、三廢處理不達標,嚴重地影響了熱處理構件的質量,并影響了企業的發展及人們的生活質量。為此我們應該全面推動綠色制造和互聯網+數字化熱處理車間,建立綠色工廠,達到綠色熱處理的技術要求及標準。綠色熱處理是一種綜合考慮對環境的負面影響最低和資源使用效率最高的現代化制造模式,在整個生產過程中使企業的經濟效益和社會效益的可持續發展達到最優化和最穩定。
1. 熱處理廠房的要求
(1)專業熱處理工廠 專業熱處理工廠是國家大力推薦的項目,它可以替代一些分散、能耗大、規模小、技術裝備及工藝落后的熱處理小作坊。熱處理專業廠的建立可以提高構件的熱處理質量和產量、提高勞動生產率、降低能耗、減少環境污染、提高人們的生活質量等優勢。目前還應該繼續做大做強,使之達到國外先進熱處理企業的水平,國外工業發達國家其熱處理專業化工廠達到了80%以上,而我國則少于30%。專業熱處理工廠的選址和布局應該在當地整體工業區布局的下風向,廠房是帶有氣樓的獨立建筑,對于北方地區的氣樓需要加裝能調節通風角度大小的玻璃窗,南方地區也可以做成下沉式氣窗,效果也是很好的。一般工廠的廠房高度≥9m、跨距≥15m,若有噴砂、拋丸等有粉塵產生的工序,它們的位置必須在該熱處理廠房內的下風向,并有單獨的消聲防塵的隔離間。廠房排水溝內的污物和生產過程中的廢油,要經油水分離器處理后分別進入廢油回收桶及進入熱處理的專用廢水處理池中進行無害化處理合格后才能排放,廠房內的油煙等有毒廢氣經油煙分離器(裝置)集中凈化處理后才能對空排放,廠房內的供水應將生活用水和工業用水區分開。為節約用水,工業用水要有專門的循環儲水池,水的冷卻采用風冷裝置,水溫采用計算機自動控制。電纜的布置應該在地面上方一定高度并有明顯標志的電器組裝盒內,不建議放在電纜溝內掛放。涂有標志的各種可控氣氛管路、上下水管等可以在排水溝內的支架上排放,排水溝上面的專用蓋板需要有一定的厚度和強度的鋼板組成。廠房內應透氣、能自然采光且明亮,室內的光照度應該≥300lx、檢測區≥500lx,廠房內需要配有應急照明。廠房內的環境溫度對于中小型企業要求在14~16℃、大型企業在12~14℃、輔助房在10~20℃,這對一般企業來說有一定的難度,僅局部區域能夠達到要求,但工業發達國家的熱處理工廠都裝有中央空調來保證達到此要求。辦公室、金相室、硬度檢測室、熱工儀表室的溫度在15~16℃,這個國內企業基本能夠達到要求。廠房內應配有更衣室和淋浴房,廠房內外均要留有消防通道,消防器材設施的擺放要求標志明顯、取用方便。
對于天然氣、丙烷、甲醇、液氨、液氮、各類滲劑和淬火冷卻介質等化工原料需要具有通風良好并有消防設施的隔離間。熱處理設備配置的控制柜(儀表及計算機等)根據需要而建立專用控制間。設備需要安裝水、電、各種氣體消耗等計量儀表,并記錄消耗情況,便于成本核算。
廠房(車間)內的設備和有關裝置的平面布置應根據產品的技術要求、工藝流程,以及設備的有效利用率等做到合理擺放,避免或減少往返次數,降低物流成本。生產過程中的待熱處理件、熱處理完工件及不合格品或待處理件要有明顯的標志和隔離區域擺放,杜絕混亂現象,做好安全文明生產管理,企業的管理水平要達到互聯網+數字化生產的現代化管理的目標。
(2)大中型企業的熱處理廠房 大中型企業都有自己的熱處理分廠,根據生產流程,工序間若有感應加熱的熱處理工藝可以放在機械加工的生產線上,只要做好抽風吸煙、排污等環保措施即可。其熱處理分廠的位置應該在全廠平面布置的下風向,不建議熱處理分廠放在有樓層的廠房內,避免廢氣、廢油、污水等影響機械加工產品的質量,其他技術要求同專業熱處理工廠基本一樣,不再贅述。
2. 綠色熱處理工藝
綠色熱處理工藝就是要從工藝方法上著手,在確保熱處理工件質量的前提下,利用最環保的、最節能和最精密的工藝方法,來取代陳舊落后的工藝過程,用新技術、新材料、新工藝和新設備,來替代不適應現代技術要求的、陳舊的、能耗大的、落后的熱處理工藝或設備(如有毒有害的鹽浴處理、鉛浴熱處理、重質耐火材料、電子管式高頻、機式中頻等處理),用清潔環保的輕質耐火材料、可控氣氛熱處理、真空熱處理、晶體管高中頻、超音頻熱處理等少無氧化熱處理工藝來實現,利用鑄造、鍛造、軋制余熱淬火替代機械構件的預備熱處理,在構件的表面完整性的設計和制造上杜絕應力集中等缺陷的出現,這些“四新技術”的利用率應該達到80%以上,為工件熱處理的高品質和優美的環境做出新的貢獻。
(1)可控氣氛熱處理 對于需要整體淬火的一般熱處理工件,采用可控氣氛熱處理可以做到工件表面不脫碳、不氧化且光亮的目的,如:許多中小型軸承零件、緊固件、五金工具、紡機零件、汽車零件、液壓件等專件產品的熱處理,采用可控氣氛的使用率都比較高。在眾多類型的可控氣氛種類中,目前應用較多的氣氛是氮氣、甲醇、丙烷、氨氣為原料的可控氣氛。根據鋼種規格、材料的化學成分及技術要求可以對熱處理工件進行保護淬火、滲碳、碳氮共滲等處理,一般保護氣氛淬火的脫碳層≤0.075mm,如五金工具、緊固件類型的保護氣氛淬火僅用甲醇就可以滿足,但是很多企業為確保淬火件的質量還是增加了富化氣的通入。高碳鋼類型的鋼種如高碳鉻軸承鋼的淬火使用面就比較大。可控氣氛的產生是很簡單的,如用氮甲醇氣氛為例,一般采用直生式制氣,丙烷可以直接通入爐內,氨氣經干燥除水后(含水率≤0.01%)也可以直接通入爐內,僅甲醇裂解有高溫、低溫制氣之分,單一甲醇裂解氣氛只能進行一般中碳鋼件的保護淬火,若要進行高碳鋼、高碳合金鋼、高碳鉻軸承鋼等的淬火,因其碳勢較低只能作為載體氣,它只能做到表面不氧化,但不能保證不脫碳,為此需要加入丙烷(或天然氣)作為富化氣進行保證。甲醇裂解氣對于需要滲碳的齒輪鋼等來說也只能作為稀釋氣體,仍然需要丙烷(或天然氣)做富化氣對齒輪鋼進行滲碳或碳氮共滲處理,爐內的碳勢控制用氧探頭比較好,碳勢的測量可以用定碳片稱重法或C230碳勢測定儀測量,碳勢控制精度Cp≤0.05%,氮勢用氨分解率測定儀測定,氮勢控制精度≤0.1Kn。如沖壓滾針軸承的熱處理新技術應用過程中,將低碳鋼做的沖壓外圈、沖壓保持架及高碳鉻軸承鋼的滾針組裝在一起的整套沖壓軸承的薄層滲碳(碳氮共滲),就是采用上述可控氣氛來保證產品質量的。影響可控氣氛熱處理工件質量的因素一般包括原料氣氛的純度、設備的可靠性和密封性、淬火冷卻介質的穩定性、工藝編制的先進性、操作者的技術熟練水平等。
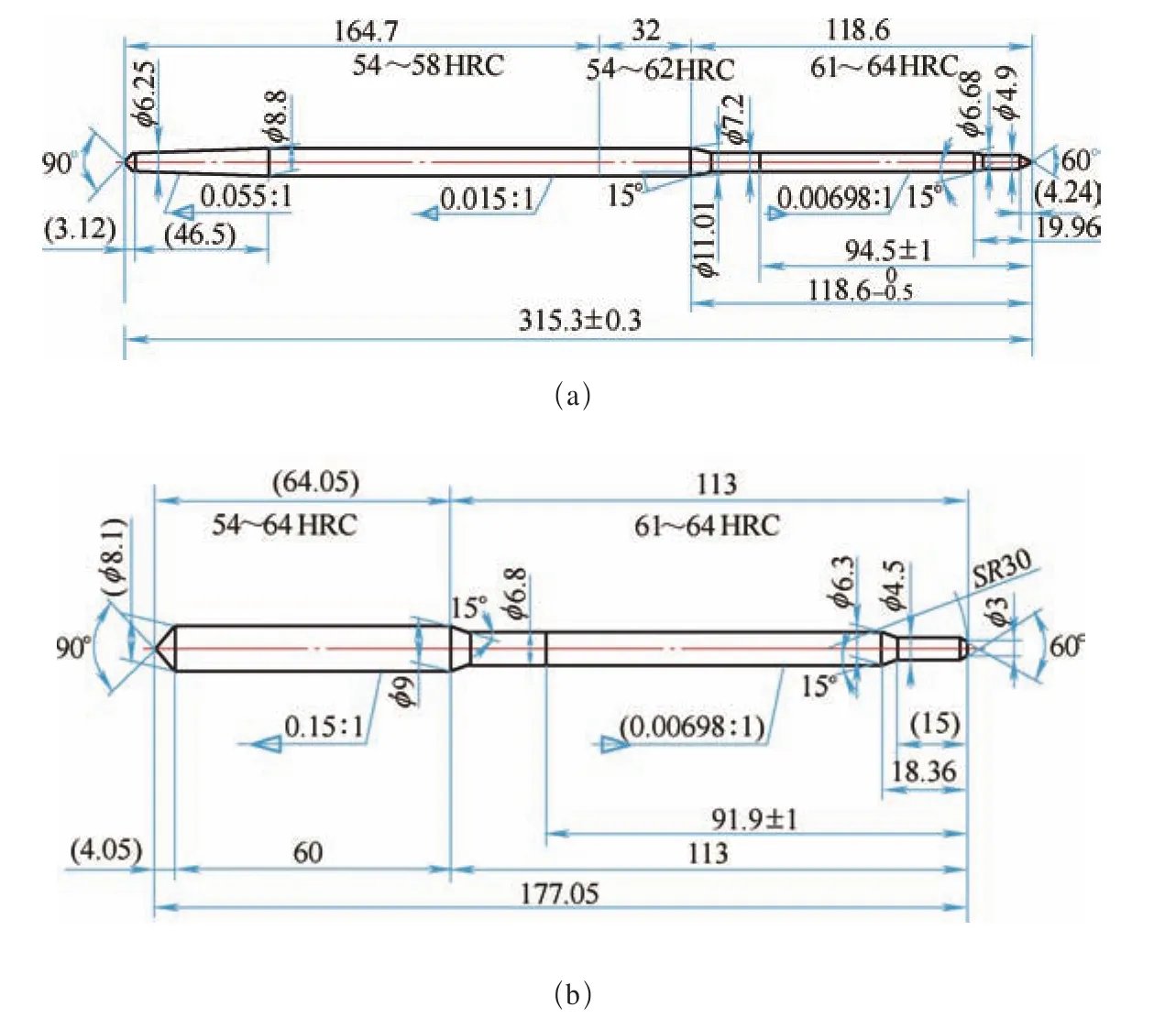
圖1 錠桿熱處理技術要求
(2)感應加熱處理 感應加熱是一項多快好省的先進熱處理工藝,使用的頻率一般分別是高頻(40~300kHz)、超音頻(20~40kHz)、中頻(1~20kHz)、工頻(50Hz),具有在保證加熱溫度均勻的前提下,它們的升溫速度快且均勻、感應加熱時鋼件的奧氏體晶粒極細,通過相應的介質淬火后鋼件的金相組織細密,淬火畸變小,表面硬度、耐磨性、機械強度和抗疲勞性能比普通淬火要高出許多,表面氧化皮極少,操作簡單,占地面積小,作業環境無污染等優點。有些產品(如汽車曲軸等)根據生產流程可以安排在機械加工生產的流水線上生產,這樣既節省了物流成本,又提高生產效率。但是感應加熱工藝也受到鋼件的化學成分、外形及尺寸等因素的影響,也有一定的局限性,目前應用感應加熱處理較多的一般在汽車、拖拉機、摩托車等零部件(軸類、齒輪、凸輪及曲軸等)的表面或局部淬火,以及機床零件(齒輪、軸類及滾柱絲桿)、五金工具、液壓氣動元件及紡機零件等的表面淬火。如利用工頻(50Hz)和高頻(250kHz)相結合可以對大型冷軋輥進行雙頻連續淬火,用中頻對礦山機械上的雙曲線軋輥的表面淬火,利用超音頻(20~40kHz)可以對精密齒輪、紡機錠桿等進行超音頻淬火。其中紡機錠桿的技術要求很高,這種用高碳鉻軸承鋼(GCr15)制作的紡機細紗機上用的錠桿如圖1所示,它要求整體淬硬,特別是上下端錠尖的硬度和金相組織要達到技術要求難度極大,錠桿淬火后的畸變≤0.15mm,目前的做法一種是鹽浴淬火,它的淬火畸變很大且污染環境;另一種是在沒有可控氣氛下加熱的回轉式電阻爐內加熱及用夾持淬火來達到淬火畸變≤0.15mm的要求,但是機械故障較多,維護保養要求較高;采用感應加熱是國內外熱處理的先進工藝,但是以前的做法是在400kHz的高頻中將錠桿推到感應圈內進行通過式穿透加熱淬火及回火,此方法淬火畸變太大(0.5~1.6mm),為此必須用計算機控制的專用校直機或人工氣泵校直,此法成本較高,效率低且校直工作量很大。
近年來原上海良紡紡機專件有限公司通過多次試驗,在100kW、20kHz的IGBT超音頻電源中和軸向感應器對錠桿進行一次感應穿透加熱淬火取得成功,并結合五工位夾持淬火機床(見圖2),組成感應加熱淬火矯直生產自動線,使錠桿的淬火畸變≤0.15mm的變形量合格率達到≥90%。超差部分的變形量≤0.3mm,用錘子輕敲校正,錠桿的淬火硬度和金相組織全部達到了技術要求。它是利用感應穿透加熱結合夾持淬火矯直為一體的相變超塑變的形變熱處理原理對錠桿進行淬火,這對于其他長細比相差很大的小型細長桿件的熱處理具有借鑒作用。對于各種專件批量生產的工件經感應淬火后可以進行自回火或專門感應回火處理,得到的顯微組織彌散度高,回火后的耐磨性和沖擊韌度比普通回火高。
目前,感應加熱國內基本都已使用新型固態晶體管電源,它們是:①靜電感應晶體管SIT(Static Induction Transistor),它適合于高頻感應加熱、調幅∕調頻及超聲波發生器,SIT電源已很成熟,一般功率在300kW,頻率在200~300kHz左右,耗散功率僅3kW。②場效應晶體管MOSFET(Metal_Oxide_Semiconductor Field Effect Transistor),這是一種電壓型高頻多數載流子器件,它應用在工業和商業上較多。③絕緣柵雙極型晶體管IGBT(Insulated Gate Bipolar Transistor),它是將MOSFET和GTR組合在一起的新一代感應加熱電源,比晶閘管電源更省電(≥10%),調節性能好等優點,因它具備綠色、節能、環保、安全的特點已經得到普遍的應用。現在生產的電源設備對于環境沒有影響,沒有輻射現象。淬火機床已經進入采用智能化計算機控制階段,現在的淬火機床采用變頻調速電動機、步進電動機或伺服電動機,通過滾珠絲杠傳動,使移動速度均勻精確,控制精度高,采用PLC或NC對工件的淬火溫度進行監控,保證了質量,提高了效率,感應器采用快速接頭裝卸,效率提高很多倍。感應器的設計采用計算機模擬感應加熱來確定感應器的結構,從而提高工件感應加熱的質量。大功率感應脈沖加熱(能量密度(8~9)×103~104W/cm2,電源頻率450~500kHz)可以獲得高硬度、高耐磨性、良好的韌性和疲勞強度及微變形等優點,如45鋼硬度≥900HV0.5,GCr15鋼≥1000HV0.5。
圖2 五工位夾持淬火機器
(3)真空熱處理 真空熱處理是工件在10-1~10-5Pa的真空中進行加熱到所需要的溫度,然后在不同介質中以不同的冷卻速度進行冷卻的熱處理方法稱真空熱處理,具有工件表面清潔光亮、表面不脫碳不氧化、操作環境清潔、能量消耗較低及環保安全等優點,現已經取代了許多鹽浴及常規等熱處理工藝。根據工件的技術要求,可以做低、高、超高(>10-4Pa)真空度的處理。真空溫度方面:溫度<700℃為低溫度爐;700~1000℃為中溫爐;>1000℃為高溫爐。真空熱處理受到鋼件的化學成分,幾何形狀及技術要求的限制,一般適合做一些高級精密機件的熱處理,如航空航天零件,計算機零件,液壓零件,紡機零件,高精密度的微型軸承和不銹鋼軸承,醫療器械,高合金鋼及高速鋼刀具、工具、模具的真空熱處理。特別是冷作模具鋼經真空淬火后的耐磨性和強度提高了很多倍,某些高合金鋼車刀或鉆頭經真空鍍膜后的切削性能、耐磨性及熱硬韌性得到顯著的改善,使用壽命同樣提高了許多倍。真空熱處理還具備脫氣作用,可以將鋼中的有害氣體氫氣排出,從而提高了鋼的純凈度,所以經真空淬火的工件比普通熱處理的耐磨性、強韌性和力學性能等都提高好許多倍。但是真空度也不能太高,否則會產生脫鉻現象,影響工件的質量。真空熱處理的操作都已應用計算機控制,應用范圍如真空退火、真空淬火、真空回火、真空滲碳、真空鍍膜、真空釬焊及真空燒結等,它們是一種無氧化脫碳并能提高力學性能的綠色熱處理工藝,近幾十年來的發展速度很快。
(4)利用鑄造、鍛造、軋制等余熱淬火 在鑄造、鍛造、軋制過程中,對于某些制品利用余熱淬火工藝已經有幾十年的歷史,它可以提高有關產品的質量、節省能源、降低成本、提高勞動生產率,一直得到重視和應用。余熱淬火實際就是形變熱處理,是對金屬材料進行形變強化和相變強化,即把壓力加工和熱處理相結合、使材料性能得到綜合提高的方法。這種方法不但能獲得一般加工方法達不到的高強度和高韌性的良好組織,而且還能大大簡化金屬材料或工件的生產工藝過程,如對于有些鋼種的熱軋鋼板進行余熱淬火來提高強度從而減薄了鋼板厚度、減輕了鋼板的重量,達到整機減重的目的。形變熱處理可以分為低溫形變熱處、高溫形變熱處理、形變化學熱處理。對于某些中小型工件的余熱淬火,為了保證質量長期的穩定性,因操作過程或作業環境溫度等因素的影響,使某些中小型工件的余熱淬火時溫度出現不一致的現象,導致批量淬火質量的不穩定,為此有些企業在鍛造后面增加一道均熱工藝,如固定火車道軌上的彈條就是在中頻感應加熱鍛造成形后增加了一臺中溫輸送帶式電阻爐,使彈條的淬火溫度能夠均勻一致,然后逐漸落入淬火冷卻介質(KR6480)槽內,并通過輸送帶逐漸提出液面,這樣處理出來的彈條質量是均勻一致的,均熱保溫爐的溫度設定在終鍛溫度,起到了均勻化作用,從而確保了彈條的質量,從成本上看不會增加許多電費,因為彈條的終鍛溫度還是比較高的,在保溫階段所需要的電耗還是比較少的。但是對于有些產品為防止鍛造冷卻時的晶粒長大,可以在精確控制終鍛溫度后,立即進入比霧冷快、比油冷慢的專用淬火冷卻介質(KR9988)中進行余熱淬火,這樣可以得到理想的淬火組織,提高了鋼件的綜合力學性能,從而節約了大量的能耗。
3. 工藝材料
(1)鹽浴爐用的工藝材料(高、中、低溫用鹽) 因某些產品的工藝暫時還需要用鹽浴熱處理,如高速鋼做的長拉刀、鉸刀、銑刀、麻花鉆頭等的淬火,它們在高溫爐(1000~1350℃)中用氯化鋇鹽,低溫爐(180~600℃)用的亞硝酸鈉鹽,在可控氣氛爐中用的分級淬火中也用亞硝酸鈉鹽。為此對它們的殘渣、廢水都需要進行無害化處理合格后才能排放。對于中溫鹽浴(700~900℃)推薦使用氯化鉀、氯化鈉、碳酸鈉的配方,不要再用氯化鋇鹽,因為鋇鹽的溶解和清洗都很困難,不能徹底清洗干凈且有毒,用鹽浴熱處理過的產品到機械加工乃至成品后,在使用過程中凡是機加工沒有進行到的部位如中心孔及沉割槽等部位因清洗不徹底就會生銹,所以中溫鹽浴爐盡量不要使用氯化鋇鹽。高中溫鹽浴的脫氧劑分別推薦使用TiO2和SiO2的混合物或高溫脫氧劑對高溫鹽浴進行脫氧,用603滲碳劑或專用脫氧劑對中溫鹽進行脫氧。硝鹽浴內不能有油污或碳粒子進入,否則會有發生爆炸的風險。對于需要防氧化和防滲碳(碳氮共滲、滲氮、滲金屬等)的工件來說,需要用環保型的防氧化和防滲涂料來保護,其剝落性能要好,并對淬火冷卻介質沒有污染。
(2)可控氣氛及真空熱處理用的工藝材料 在眾多類型的可控氣氛中推薦使用氮甲醇型的可控氣氛,它們的制氣過程簡易,節能效果明顯。可控氣氛用的材料是純度為99.95%~99.999%的高純氮、純度為≥97%的甲醇、純度為≥95%的丙烷。液氨的純度要高,水分含量≤0.01%,除水后才能進入爐內進行碳氮共滲或滲氮。真空爐用氮氣的純度≥99.99%,這個純度選用液氮制氣是最穩定的,其操作也簡單。
(3)清洗劑(水劑、溶劑、碳氫類型) 熱處理后的工件會沾有淬火冷卻介質,必須用高效環保的清洗劑將其除去,清洗劑的種類分為水劑型、溶劑型及碳氫清洗劑三大類。水劑清洗劑的組分中不能含有磷和鈉離子,它們按照一定配比的濃度對工件進行清洗,清洗能力強,泡沫低,具有一定的工序間的防銹能力。溶劑型和碳氫類清洗劑都是用原液在室溫下使用的,它們具備去脂能力更強、無殘留物、氣味小等特點,但是不能超過常溫(≤40℃),杜絕明火在操作處附近出現。
(4)防銹劑 (水基、溶基、油基型) 防銹劑是對熱處理工件進行工序間或完工后的防銹,它們分別是按不同濃度配比的水基型和全部是溶液的溶基劑型和油基型三種類型,其防銹期可以從幾天到幾年不等。如某些緊固件在熱處理生產線上進行發黑后進入含有防銹油的防銹槽內浸泡一定時間即可達到較長的防銹期。
4. 淬火冷卻介質(水、水劑、油劑、鹽浴)
根據工件的技術要求,可以選用多種淬火冷卻介質。如利用計算機技術可以對一些大型工件進行水-空或介質-空的淬火,避免了水淬油冷的風險和污染環境。對于一些碳含量較低的緊固件(35K鋼)淬火可以選用環保型的復合鹽(KR7280)淬火;對于45鋼、40Cr、42CrMo等中高強度緊固件的淬火可以用水溶性淬火冷卻介質或淬火油來進行,水溶性淬火冷卻介質以PAG型的使用得較多,如KR6180、KR6380、KR6480、KR6680等,它們分別可以對相關尺寸的中低碳合金鋼、碳素鋼、鋁合金的固溶處理或進行整體感應淬火,并具有一定防銹性能。
PVP類介質(KR9988)又可以對板簧、工模具鋼、馬氏體不銹鋼等進行整體淬火。水溶性淬火介質的使用達到了對環境友好的目的。為了解決中低合金鋼、滲碳用鋼、軸承鋼、高合金鋼等的淬火畸變需要幾種比水劑淬冷烈度緩和一些的油基淬火冷卻介質來替代,對于常規軸承套圈和齒輪滲碳淬火可以分別配置專用淬火油( KR468G、KR468C……),對于要求強韌性高的軸承套圈則采用鹽浴淬火冷卻介質(KR1129,KR1139)來進行馬氏體分級淬火,它們能顯著地減小復雜形狀零件的淬火畸變,淬火后工件易清洗,熱氧化安定性好,使用壽命長且環保。對于高速鋼等高合金鋼材料做的工具、模具、刀具還可以用真空油進行淬火( KR348……),真空淬火油具有餾程短、飽和蒸氣壓極低、抗氧化能力強、不易揮發、易抽真空、光亮性好、以及使用壽命長等優點。
5. 熱處理設備及裝置
最近幾十年以來,通過設備制造業的努力,有相當數量的熱處理設備已經達到了智能化水平,有些設備已經達到了國際的水平,但是還有一些設備處于一般水平,需要這些企業加快更新改造的力度,盡早實現熱處理設備的現代化,并達到環保節能智能化等功能。
如先進熱處理設備的機械傳動構件的輕型化及機械制造精度的提高,電子元器件的穩定性和控溫儀表的精密度得到保證,計算機控制的應用,爐內的耐熱鋼件的機加工精密度和材料的穩定性,加熱元件的耐高溫性能優育,爐膛采用輕質耐火磚和保溫磚,爐壁采用環保節能型的高級硅酸鋁耐火纖維保溫材料,電熱絲棒的引出口的內襯密封為專用硅酸鋁件,爐殼的焊接采用全密封結構,焊接完工后要求做耐壓試驗,爐門的密封機構緊湊安全可靠,爐溫采用雙熱電偶測量,空爐升溫及單位產品的能耗達到或高于國家標準,測溫儀表、控溫儀表精密度的提高和計算機的應用,提高了設備的可靠性等。
為此制造出來的可控氣氛連續爐(輸送帶式網帶爐、鑄鏈爐、推盤爐、輥底爐……),間歇式電阻爐(密封箱式多用爐、底裝料立式多用爐、井式預抽真空爐、井式氣體滲碳用、箱式爐、臺車爐、鐘罩爐……),各種類型真空式電阻爐及各種規格感應加熱設備等可以滿足熱處理工件的技術要求,從而提高工件的力學性能。熱處理的輔助設備(淬火油槽)采用風冷裝置,節約了能源的消耗和確保淬火槽內不會有水進入等。
[1] 綠色熱處理技術要求及評價GB∕T×××××—××××(待批).
[2] 中國機械工程學會熱處理學會.熱處理手冊[M].4版.北京:機械工業出版社,2008:796.
[3] 中華人民共和國工業和信息化部.HB/T 5-2014 航空工業工廠照度標準[S]. 中國航空綜合技術研究所,2014.
[4] JB/T 34-1999 機械工廠熱處理車間設計規范[S].
[5] 鄒磊,侯奎,孫清汝,王錫樵.第十二屆中國熱處理活動周論文集[C].中國熱處理學會,2017:321-324.
[6] 可控氣氛熱處理技術要求GB/T×××××—××××(待批).
[7] 侯奎,鄒磊,王錫樵.沖壓滾針軸承的熱處理新技術[J].熱處理,2016(3):49-51.
[8]王錫樵,蔡學科,陳文茂.第六屆全國熱處理大會論文集[C].中國熱處理學會,1995:412.
[9] 王錫樵.GCr15紡機錠桿的相變超塑變處理[J].金屬加工(熱加工),2012(S2):175-177.
[10]孫清汝,侯奎,鄒磊,王錫樵.GCr15軸承鋼錠桿感應穿透加熱和自動矯直[J].熱處理, 2016(1):20-24.
[11]陳永勇.第二屆中國熱處理活動周論文集[C].中國熱處理學會,2004:151-156.
[12]胡長貴.精密軸承的的真空淬火[J].金屬加工(熱加工),2012(23):46.
[13]中國機械工程學會熱處理學會.熱處理手冊[M].4版.北京:機械工業出版社,2008:437.
