以鑄代鍛生產熱軋板帶支撐輥的熱處理控制要點
2018-06-20 09:08:16李仕源
金屬加工(熱加工) 2018年6期
關鍵詞:工藝
■ 李仕源

熱軋板帶鑄造支撐輥的材質一般分為:Cr3、Cr5、Cr7,生產工藝一般為:造型→合箱→冶煉→熱拆箱→擴散退火→粗加工→差溫熱處理→回火→精加工,在熱處理工序中,各個溫度點控制略有不同,但原理相同,熱處理效果直接決定軋輥的使用效果。
1. 設備要求
擴散退火采用一般的燃氣窯、高溫電阻窯都可滿足要求,差溫熱處理中,需要配備一臺差溫爐(配套的噴淬機),回火用普通電阻窯即可。
2. 擴散退火
熱軋板帶鑄造支撐輥合金含量高,偏析量大,如采用冷拆箱,極易出現裂紋甚至斷輥,理論上,鋼液凝固后具備一定強度即可組織熱拆箱,我們一般拆箱時間為澆注完35~38h。
軋輥入窯(提前預熱)后,升溫速率一般控制在18~25℃/h,擴散退火溫度國內通常為Ac3線以上150~250℃保溫,保溫溫度控制在1060~1100℃,使各元素在奧氏體中充分擴散。但是高溫快冷時極易析出呈針片狀的鐵素體型魏氏體組織,因此使支撐輥的強度降低而脆性增大,隨著基體組織中魏氏體組織數量的增多,對軋輥的性能特別是韌性的降低也越大。隨著國外技術的不斷引進,筆者與國外公司的交流中,外方考慮高溫度、晶粒長大的因素明顯,在后序的差溫處理中,由于晶粒的遺傳性,軋輥的細晶強化會受到一定影響。
因此,將擴散退火溫度控制在1000℃以下,既消除了合金偏析問題,又可防止晶粒過度長大及魏氏體組織增多,擴散退火工藝如圖1所示。
3. 差溫熱處理
粗車后,將軋輥在電阻窯進行加熱、保溫,一般控制在630~670℃保溫,保溫時間根據直徑尺寸確定,一般20h以上,保證內外溫度均勻(見圖2)。
達到保溫時間后以最快速度運至噴淬機上組織差溫熱處理,輥頸用石棉氈包裹好,防止差溫處理中冷卻水到輥頸,造成輥頸硬度升高缺陷,爭取15min之內完成。軋輥差溫熱處理一般包括三個工藝段:第一段為加熱段(也稱升溫段),目的是通過快速加熱使輥身表面快速達到工藝要求溫度,此時間可根據軋輥直徑大小適當調整;第二段為傳熱段,目的是通過熱傳導使整個軋輥外層達到工藝溫度,此時間可根據軋輥工作層厚度不同進行調節;第三段為預冷區段(也稱“保溫段”或“延遲淬火保溫段”),通過適當降低爐溫及輥身表面溫度(40~60℃),有利于加深輥身工作層的淬硬深度,同時避免軋輥輥面超溫度造成組織粗大,從而保證差溫熱處理后的各類軋輥獲得良好的使用性能。
差溫熱處理中控制的重點主要在第二段,通過燃氣窯的急速表層升溫后,進行高壓水的強冷,水壓、風壓、水流量要配合好,爭取輥身各點的溫差盡量小,一般控制在15℃之內,成品檢測硬度基本沒有偏差。
冷卻速率、工藝溫度計算好,工藝溫度是決定產品組織的要素,最終決定軋輥的性能和硬度。
筆者所在公司經過數據統計,馬氏體組織使用性能相對理想,馬氏體轉變溫度線以下20~25℃為差溫控制溫度范圍,轉變溫度根據產品成分進行計算,保證輥身工作層獲得所需要的硬度水平和相應的基體組織。
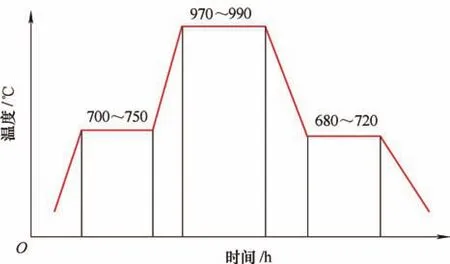
圖1 擴散退火工藝
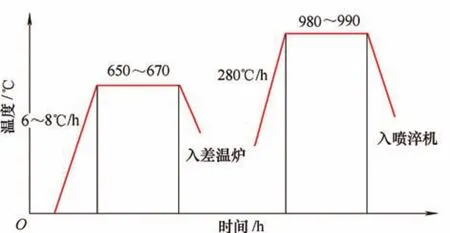
圖2 差溫熱處理工藝
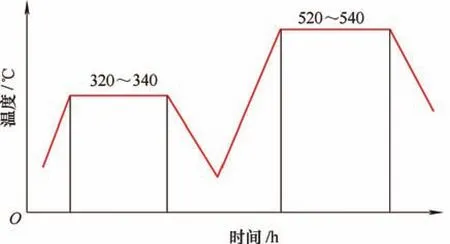
圖3 回火工藝
4. 回火溫度
回火工藝如圖3所示。回火溫度控制在馬氏體轉變溫度以上15~25℃,其主要是因為差溫處理的產品應力大,易出現剝落,相對較高的回火溫度能夠更好地保證輥身工作層的抗剝落性。
5. 結語
以鑄代鍛熱軋板帶支撐輥的研發逐步進入到了相對穩定期,熱處理工藝對產品使用性能的影響至關重要,需要業內人士不斷總結、交流,以更好地推動技術的成熟。
[1] 文鐵錚,郭玉珍.冶金軋輥技術特性概論[M].石家莊:河北科學技術出版社,1995:131.
[2] 文鐵錚,郭玉珍.軋輥制造技術新論[M].石家莊:河北科學技術出版社,2014:110.
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
