淺析降低顆粒劑產品包裝剪袋率的控制措施
2018-06-21 08:07:00孫朝英
機電信息 2018年17期
孫朝英 李 廈
(華北制藥股份有限公司新制劑分廠,河北石家莊052165)
0 引言
顆粒劑是將藥物與適宜的輔料混合而制成的顆粒狀制劑,其主要特點是既可以直接吞服,又可以用溫水沖飲,飲用和攜帶比較方便,藥物溶出和吸收速度較快。但是,顆粒劑易潮解,所以其對包裝方法和包裝材料的要求較高。目前顆粒劑采用的內包裝材料是復合膜。由于顆粒劑在生產過程中加入了部分矯味劑、著色劑、芳香劑,可以制備成色香味俱全的藥品,增加了病人服藥的順應性,所以在兒童用藥中應用廣泛。小兒氨酚烷胺顆粒作為非處方藥,療效確切,是治療兒童感冒的常用藥物,也是我車間顆粒劑生產中的一個主要產品。目前生產該產品的廠家很多,市場競爭非常激烈,小兒氨酚烷胺顆粒的生產成本高低直接影響到公司的經濟效益。因此,企業勢必要提高產品質量,減少生產成本。小兒氨酚烷胺顆粒為四邊封包裝,我車間用于該產品生產的分裝設備為德國麥迪西公司生產的顆粒包裝機,該設備在8個通道同時運行的狀態下完成制袋、藥品計量和入袋、小袋密封、易撕口壓印、小袋裁切、雙連小袋的連接虛線壓制等工序。在分裝過程中,采用一整卷復合膜上機的方法,通過探測及控制復合膜邊緣位置,實現自動分切,制袋時邊緣對齊,無廢邊。然而,在實際分裝過程中,小袋產品常出現外觀不合格和裝量及裝量差異不合格的情況,對不合格產品的唯一處理辦法就是將小袋產品的一側剪開,收集里面的顆粒重新分裝,最多一批產品的剪袋率可達到7%,嚴重浪費人力物力,增加企業生產成本。更重要的是,一旦不合格產品漏檢銷售至市場,出現質量問題,后果不堪設想。
本文以小兒氨酚烷胺顆粒生產為例,對顆粒劑分裝過程中導致產品外觀不合格和裝量及裝量差異不合格的原因進行了研究分析,并提出了相應的解決辦法。
1 顆粒劑生產流程
顆粒劑生產流程如圖1所示。
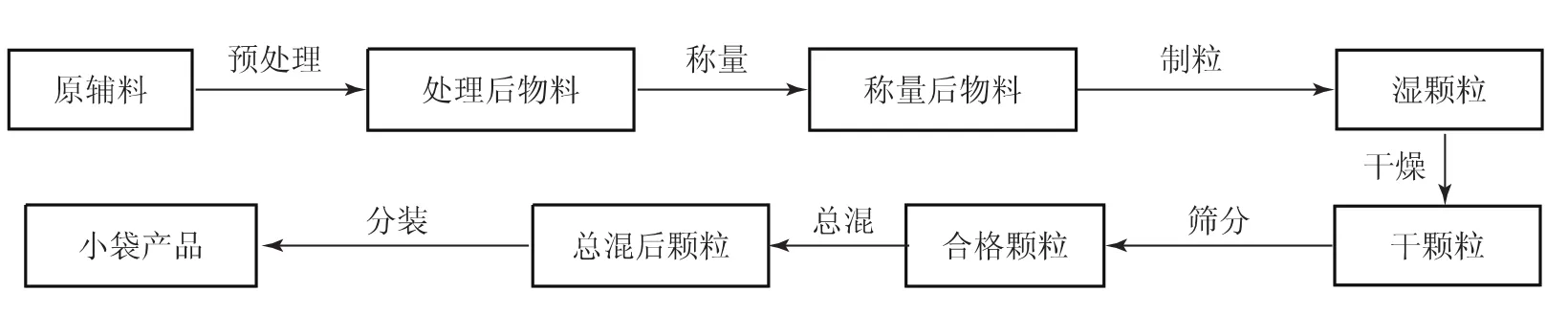
圖1 顆粒劑生產流程簡圖
2 顆粒劑產品外觀不合格
2.1 原因分析
2.1.1 產品外觀白邊寬度超限
當生產過程中使用的復合膜薄厚不一、表面不平整、卷軸兩側松緊度不一致時,會導致分裝過程中的復合膜跑偏,設備無法自動糾偏,使得自動分切復合膜時發生偏離,造成壓制的小袋產品外觀白邊寬度超出質量控制范圍,復合膜跑偏嚴重時可能還會出現漏袋產品。
2.1.2 產品漏氣
顆粒包裝機的小袋密封模具為平板平壓形式,可通過調節密封加熱板的壓力和溫度,使其互相匹配,以獲得復合膜的最佳密封參數組合。
在實際運行中,如果密封加熱板上粘有顆粒未及時清理,而顆粒中含有蔗糖,受熱后會粘在加熱板上,導致加熱板表面不平整,在小袋壓合時會出現溫度或壓力不均勻,造成小袋產品密封不嚴,漏氣。
2.2 解決辦法
2.2.1 產品外觀白邊寬度超限的解決辦法
當復合膜跑偏時,及時手動調節糾偏旋鈕,使設備能在復合膜的中心線位置進行分切,保證產品外觀質量。
若還不能解決上述問題,可更換復合膜。在生產過程中發現復合膜有質量問題,要及時和生產廠家溝通,協助廠家進行工藝改進,提高復合膜的質量。
2.2.2 產品漏氣的解決辦法
在生產過程中,定期對密封加熱板進行檢查,發現加熱板表面有污跡時,及時清理,確保密封加熱板的清潔,保證小袋壓合過程中加熱板的溫度和壓力均勻,避免漏氣現象發生。
3 顆粒劑裝量及裝量差異不合格
3.1 原因分析
顆粒包裝機的藥品計量方式為體積法計量,采用獨特的可調式活塞量杯結構,通過調整機構的螺旋桿的旋轉圈數來改變活塞在計量腔內的行程,從而調節計量體積,快速實現一定范圍內不同計量規格的變化,以適應藥品密度發生變化時的裝量隨機調節,或調節后用于其他裝量規格產品的生產。
3.1.1 設備磨損
顆粒包裝機在運行時,計量活塞和計量杯相互摩擦造成磨損,活塞和計量杯之間產生縫隙。在連續生產多批次產品后縫隙中會留有細粉,導致計量活塞行程受阻,計量杯內的物料不能全部入袋,造成產品裝量及裝量差異不合格。
3.1.2 中間產品細粉多
中間產品中的細粉較多,顆粒大小不均勻,導致顆粒密度不均一,直接影響到每個計量杯中顆粒的重量,造成產品裝量差異較大,超出控制范圍,成為不合格品。
3.2 解決辦法
3.2.1 設備磨損的解決辦法
為減少計量活塞和計量杯之間的縫隙中的殘留物料,在連續生產過程中,每生產三批后拆下計量機構和下料機構進行徹底清潔,將殘留物料清理干凈。清潔結束后,將計量機構和下料機構安裝到顆粒分裝機上,重新生產。
3.2.2 產品細粉多的解決辦法
為減少中間產品中的細粉,保證顆粒大小均勻、密度均一,在顆粒配料工序中應提高對顆粒的粒度要求。在分裝過程中發現細粉較多、顆粒不均勻時,可用不銹鋼料鏟均勻攪拌中轉桶中的中間產品,再上料至顆粒包裝機中,并增加在線檢查頻率。當產品裝量發生快速變化時,應及時調整裝量,控制裝量及裝量差異在合格范圍內。
4 效果分析
通過采取以上措施,小兒氨酚烷胺顆粒在分裝過程中的剪袋率明顯降低,我們分別抽取了問題解決前后生產的連續3批產品,對其生產過程中的剪袋率進行了統計、對比,結果如表1所示。
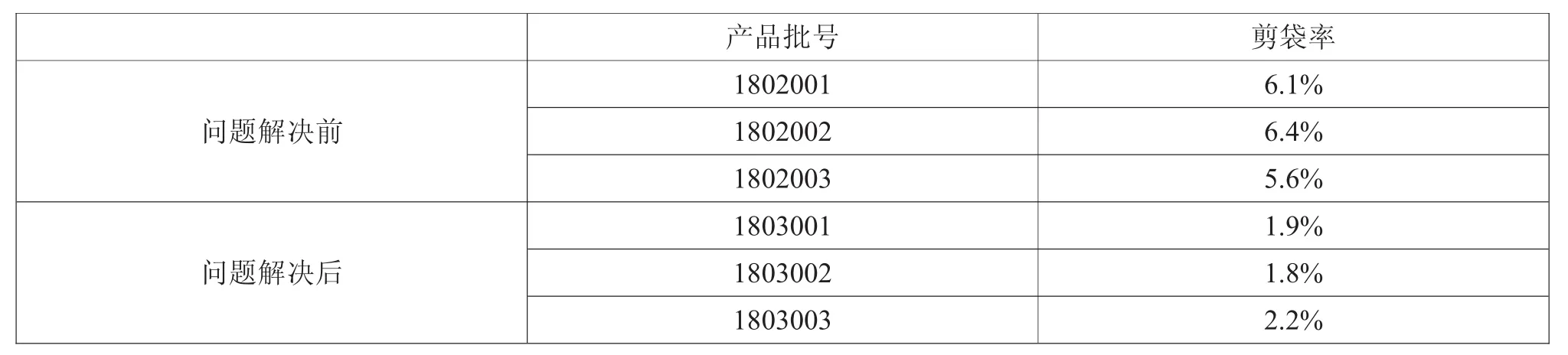
表1 問題解決前后連續3批產品分裝過程中的剪袋率統計
通過表1可以看出:采取控制措施后的產品剪袋率由6%左右降低至2%左右,有效地提高了產品質量和一次封裝合格率,減少了返工,降低了產品生產成本。
5 結語
對于顆粒劑生產企業而言,降低產品剪袋率,提高產品質量,減少生產成本,是一個長期且艱巨的任務。
針對以上解決辦法,我們修訂了相應的工藝文件,在文件中明確規定了設備各部件的清潔周期、清潔方法和清潔標準,重新制定了中間產品的粒度要求,并對相關崗位人員進行了培訓,力爭生產出更優質的產品,同時更有效地控制生產成本,提高企業的經濟效益和市場競爭力。
猜你喜歡
小學科學(學生版)(2020年10期)2020-10-28 07:52:12
今日農業(2020年17期)2020-10-27 03:10:52
中國化肥信息(2020年7期)2020-03-19 01:54:02
經濟技術協作信息(2018年30期)2018-11-22 06:20:26
海峽姐妹(2018年5期)2018-05-14 07:37:07
中國軍轉民(2017年6期)2018-01-31 02:22:28
Coco薇(2015年1期)2015-08-13 02:23:50
機械制造文摘(焊接分冊)(2014年5期)2014-03-20 13:57:44
玩具(2009年10期)2009-11-04 02:33:14
個人電腦(2009年9期)2009-09-14 03:18:46
