聯合循環機組高壓主汽閥閥碟失效分析
2018-06-22 02:09:48姚武
機械工程師 2018年6期
姚武
(哈爾濱汽輪機廠有限責任公司,哈爾濱150046)
0 引 言
高壓主汽閥是主蒸汽進入汽輪機的第一道閥門,是保證機組安全啟停和運行的關鍵部件,其主要功能是在危急情況下能迅速自動關閉,切斷進入汽輪機的主蒸汽通路,使機組停止運行以防止產生過大的超速或避免某些不良的后果[1-2]。因其作用關鍵,因此各大汽機制造廠對閥內各機械零部件的質量要求也越來越高。
高壓蒸汽管道上所用的主汽閥門及調節閥門,是由多種零部件構成的,材料有鑄件和鍛件等[3]。閥門內部件如閥桿、閥碟等在運行時,受到高溫蒸汽介質作用、潤滑劑和填封材料等腐蝕作用及水汽的沖蝕作用,還有閥門頻繁啟閉過程中造成的閥桿和閥碟的磨損等[4],因此,對閥門內部件也提出了諸多要求:1)所用材料在高溫的長期作用下,需要有較好的強度,并要求具有較好的組織穩定性;2)零件表面應進行處理,如氮化、噴涂等。以使其耐磨,避免閥門頻繁的啟閉過程中由于磨損而很快漏氣[5];3)零件表面應經受得住潤滑劑和填封材料的腐蝕作用和水汽的銹蝕及沖蝕作用等。
材料質量和零部件的精密度雖然有較高的要求,但零部件的尺寸、形狀或材料性能會因某種外界因素的作用發生變化,導致發生局部或整體斷裂,使其無法或不能滿足使用要求。只有正確地辨認或評價可能影響設計和產品生產的全部潛在失效形式[6],才能成功地設計并生產出能夠預防過早出現失效問題的產品。同時這也要求設計人員、生產人員至少能夠熟悉可在現場觀察到的各種失效形式,及這些失效形式發生的條件、特點,并掌握失效預測的分析技術和試驗技術、問題分析的綜合技能。只有這樣才能在設計制造中,在失效預防上采取主動而且有效的措施,依據對性能、使用壽命、重量、成本等所有要求的評價準則,作出最佳且合理的設計結構。
通過失效分析[7],找出失效原因,提出有效改進措施以防止類似失效事故的重復發生,從而保證閥門的安全運行。
1 實例分析
1.1 情況介紹
某電廠125 MW聯合循環機組,已投運3 a,檢修時發現高壓主汽閥閥碟出現裂紋,現取閥碟裂紋部分進行原因分析,閥碟宏觀照片見圖1。閥碟裂紋位于圓筒端部區域,裂紋沿軸向分布,裂紋長約76 mm;閥碟表面呈黑灰色,局部氧化皮脫落,外表面裂紋局部斷面存在缺失,內表面裂紋附近一側局部存在凸起。

圖1 閥碟取樣部分宏觀形貌
1.2 斷口宏觀分析
閥碟斷口宏觀形貌見圖2。整個斷面較為平坦,沒有明顯的塑性變形,斷面呈青灰色,氧化嚴重;裂紋自閥碟內表面向內部及外表面擴展,端部斷面較為平坦,可見收斂于閥碟表面的放射狀條紋。

圖2 閥碟裂紋形貌
1.3 斷口微觀分析
在SUPRATM55掃描電子顯微鏡下觀察閥碟斷面微觀形貌,斷口微觀形貌見圖3,由圖3可見:斷面較為平坦,氧化嚴重,斷面大部分區域形貌為氧化物形貌,內表面凸起處斷面連續,無磕碰磨損形貌。
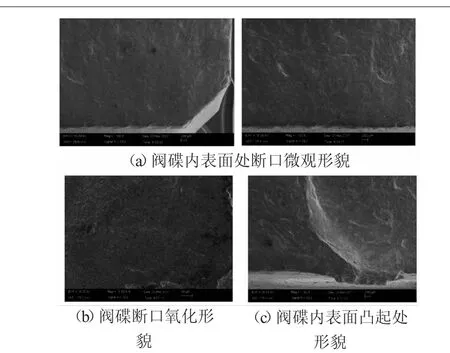
圖3 斷口微觀形貌
1.4 材質分析
在閥碟上取樣,取樣位置如圖4所示,檢驗閥碟材質的化學成分、硬度和金相組織。
1.4.1 化學成分分析
按照GB/T223“鋼鐵及合金化學分析方法”系列標準對閥碟進行化學成分分析,結果見表1,由表1可見,閥碟鋼的化學成分符合標準的技術要求。
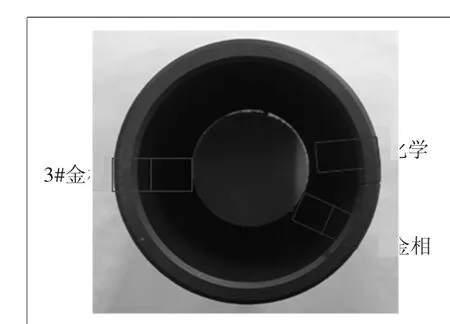
圖4 閥碟材質取樣位置示意圖
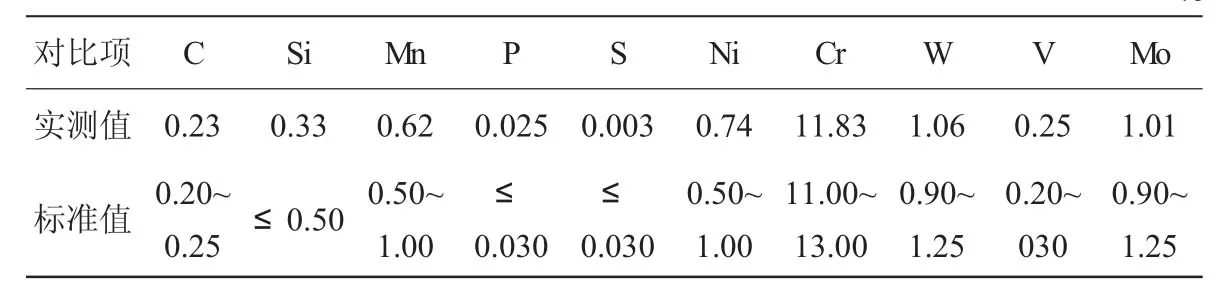
表1 閥碟化學成分質量分數分析結果 %
1.4.2 力學性能
按照GB/T231“金屬布氏硬度試驗方法”在HB3000型硬度試驗機上進行硬度試驗。閥碟的力學性能測試結果見表2,由表2可見,閥碟的硬度滿足標準的技術要求。
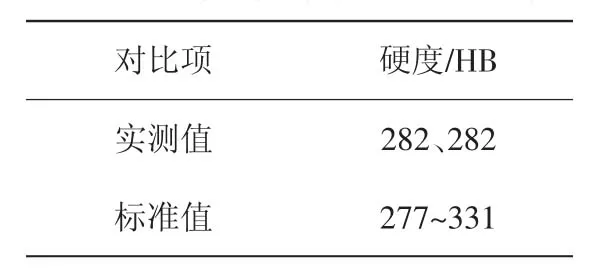
表2 閥碟的力學性能測試結果
1.4.3 金相組織
在閥碟上取樣,按照GB13298“金屬顯微組織檢驗方法”、GB/T10561“鋼中非金屬夾雜物含量的測定標準評級圖顯微檢驗方法、GB13299“鋼的顯微組織評定方法”和GB/T6394“金屬平均晶粒度測定方法”,利用Axioyert 40 mat倒置金相顯微鏡對3#金相試樣進行金相檢驗,并對1#金相和2#金相滲氮層層深進行檢驗,結果見表3。金相照片見圖5。可見閥碟的金相組織符合標準的技術要求,但閥碟內表面未按技術要求進行滲氮保護,內表面存在厚度約為0.37 mm的滲氮層,內表面滲氮層分布多條垂直表面的裂紋。
1.5 斷口金相

表3 金相檢驗結果

圖5 閥碟裂紋形貌及基體金相組織 100×
在閥碟斷口不同區域位置制備斷口試樣,取樣位置見圖6,使用Axioyert 40 mat倒置金相顯微鏡對3個不同位
置的斷口金相試樣進行分析,組織照片見圖7,由圖7可見,一方面,閥碟內外表面存在一定深度的滲氮層,且1#、2#位置斷口附近內外表面滲氮層深度大于其他位置,2#位置內表面凸起處也存在一定深度滲氮層;另一方面,閥碟內外表面存在多條平行于斷口的細小裂紋,裂紋貫穿滲氮層,裂紋尖端較為尖銳。
1.6 設計復核

圖6 斷口金相取樣位置示意圖
閥碟與套筒配合位置如圖8所示。從圖8中可以看到,安裝狀態下,閥碟出現裂紋位置(圖中云線所示)的內表面不與其他零部件接觸,外表面與套筒間隙配合,理論上不存在摩擦受力;運行狀態下,閥碟與套筒受熱膨脹,因兩個零件材料相同,沒有脹差,因此理論上也不存在摩擦受力,而裂紋位置整體處于進汽壓力狀態,不存在壓差,因此,閥碟正常狀態下,閥碟裂紋位置承受較小的工作應力。

圖7 斷口金相滲氮層深及裂紋形貌
1.7 分析與討論
1)閥碟斷口分析表明,閥碟斷口整體平坦,無塑性變形,可見收斂于閥碟內表面的放射狀棱線,說明閥碟裂紋起始于閥碟表面。另一方面,閥碟內表面斷口單側存在凸起,斷面無磕碰磨損形貌,推測凸起是在裂紋形成后的機械加工過程中形成。

圖8 閥碟裝配示意圖
根據資料介紹,圓套或空心管類零件淬火時由于內孔冷卻較慢,熱應力較小,內孔表面在組織應力作用下處于拉應力狀態,而且切向拉應力較大,在淬火過程中圓套或空心管類零件內壁上容易產生縱向淬火裂紋。閥碟裂紋形態及走向與上述裂紋形態相符。淬火過程裂紋的產生與組織應力及熱應力有關,如果淬火過程中工藝控制不當引起應力大于材料本身抗力時,便會在缺陷或應力集中等薄弱位置產生開裂,淬火裂紋并不一定存在明顯的裂紋源。即使存在裂紋起始部位,閥碟經過上述加工過程,裂紋起始位置也可能被加工掉。
2)閥碟斷口金相分析表明,閥碟上內外表面均存在一定深度的滲氮層,滲氮層存在多條垂直表面的細小裂紋,且斷口附近內外表面滲氮層深大于其他位置,說明閥碟表面在進行滲氮處理前已經存在原始裂紋,在滲氮過程中裂紋兩側滲入一定深度滲氮層;另一方面閥碟內表面凸起處存在滲氮層,進一步證明在滲氮處理前閥碟表面原始裂紋的存在。
淬火過程中產生裂紋,斷面在后續氮化過程中會存在氮化層,根據實驗斷口金相結果表明,只有靠近內外圓表面位置裂紋存在氮化層深度,這是由于氮化過程實際也是氮原子的擴散過程,靠近外表面氮原子濃度高,氮原子擴散驅動力大,更有利于氮原子擴散,越向裂紋內部氮原子濃度越低,越不利于氮原子擴散。另一方面,裂紋越往內部裂紋張口越小,氮原子擴散通道越窄(實際滲氮過程中出現過由于工件擺放過近而影響滲氮層深的例子),故受氮原子擴散能力限制,只在靠近內外圓表面位置裂紋斷面存在一定的氮化層深。
3)從閥碟材質檢驗結果來看,閥碟化學、硬度和金相檢驗結果均滿足標準的技術要求,即閥碟產生裂紋應與閥碟材質無關。
4)從設計復查結果來看,閥碟與套筒使用同種材質,結構上屬于間隙配合,理論上不承受摩擦力,閥碟運行過程中裂紋位置承受較小的工作應力,即閥碟的工作應力不是導致閥碟產生裂紋的原因。
2 結語
閥碟出現裂紋的主要原因是閥碟表面在滲氮處理前存在原始裂紋。建議嚴把檢驗關,增加無損探傷檢查,保證閥碟表面無原始裂紋。建議加強對閥碟內表面的防滲氮保護,避免閥碟內表面被滲氮。
1)嚴格控制熱處理過程,預防淬火裂紋的發生。預防工作應從產品設計源頭開始抓起,設計人員應正確地選擇適用材料,合理地進行結構設計、提出科學的熱處理技術要求。零部件設計完成后,熱處理技術人員應對圖樣及相關技術要求進行工藝性審查,最后工藝人員進行全面分析,妥善合理地安排工藝路線。熱處理技術人員應正確制定熱處理工藝,選擇合適的加熱溫度、保溫時間、加熱介質、冷卻介質和冷卻方式,明確在熱處理過程中的操作要點,現場實施前應進行必要的工藝驗證,并要求操作者嚴格正確地執行工藝規定,規范操作。
2)加強原材料檢驗,控制鍛件質量。鍛件設計完成后,為了保證將來交付的鍛件具有圖樣及相關標準規定的尺寸精度和力學性能要求,確保鍛件在后續使用過程中不發生失效斷裂等問題。應對鍛件的質量進行控制,對從原材料的選擇、入場前的質量檢驗、鍛造過程都應嚴格進行控制,以保證鍛件生產質量的穩定和產品的一致。對鍛件用鍛坯及輔料進行入廠前質量檢驗,對制造廠提供的質量證明文件進行審查,確保相關檢驗符合標準要求;對鍛造生產過程中的可變參數和鍛件的內外部質量進行定期的測定和檢驗,對重要鍛件質量的控制可采取增加無損探傷等手段,避免鍛后裂紋等缺陷的產生,保證零件后續使用過程中的安全性和穩定性。
[1]何勝,趙仕志,張曉東.東方660MW超超臨界二次再熱汽輪機超高壓主汽閥閥桿動應力分析[J].東方汽輪機,2016(1):20-24.
[2]彭以超,樓玉民,李望,等.亞臨界300MW機組高壓主汽閥閥桿斷裂原因分析[J].理化檢驗-物理分冊,2016,52(10):738-742.
[3]鄭云海,于國良.鋼制閥門常用主體材料[J].閥門,2004(3):15-34.
[4]盛根林.節能環保、安全運行類閥門在電力行業擔大梁[J].通用機械,2009(5):68-71.
[5]賈瑋,郭貞,馬駿馳.兩種工況下手動閥門閥座密封面形式的選擇[J].石油和化工設備,2016,19(7):55-58.
[6]崔約賢,王長利.金屬斷口分析[M].哈爾濱:哈爾濱工業大學出版社,1998:1-2.
[7]徐蓓,衛志剛,李紅,等.汽輪發電機中壓調速汽門法蘭螺栓斷裂失效分析[J].華北電力技術,2006(2):23-26.
猜你喜歡
艦船科學技術(2022年13期)2022-08-11 09:29:16
流程工業(2022年3期)2022-06-23 09:41:08
煤氣與熱力(2021年3期)2021-06-09 06:16:18
民用飛機設計與研究(2020年4期)2021-01-21 09:15:02
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
電子制作(2018年18期)2018-11-14 01:48:24
山東工業技術(2016年15期)2016-12-01 05:31:22
中學科技(2014年11期)2014-12-25 07:38:53
太空探索(2014年3期)2014-07-10 14:59:39
建筑材料學報(2014年3期)2014-03-11 17:08:02
