采用滑溜牽伸的低比例山羊絨混紡紡紗實踐
2018-06-25 00:56:32王瑞潔秦彩霞
紡織學報 2018年6期
王瑞潔, 李 龍, 秦彩霞
(西安工程大學 紡織與材料學院, 陜西 西安 710048)
山羊絨混紡紡織品具有羊絨的手感,且成本低,在市場上受到客戶歡迎。目前,羊毛、桑蠶絲與山羊絨混紡產品種類較多。關于山羊絨混紡的研究報道也很多,如:利用FA507型緊密紡紗機紡制天絲/山羊絨混紡紗[1];利用棉紡細紗機紡制山羊絨/大豆蛋白復合纖維混紡針織紗[2];在FA506型細紗機上紡制棕色棉/山羊絨混紡紗[3]和山羊絨/長絨棉混紡緊密針織紗[4];用F2505型細紗機紡制竹纖維/牽切絲光羊毛/絹絲/天絲/山羊絨混紡紗[5];利用FA507型細紗機紡制山羊絨/納米絨/品德爾/納卡混紡紗[6]和莫代爾/細絨棉/山羊絨混紡紗[7];在FA502型細紗機上紡制苧麻/山羊絨混紡針織紗[8-9]等。以上有關報道在細紗工序主要是通過改變細紗機工藝參數的方法解決紡制細紗中的問題,對混紡紗的紡紗線密度極限也沒有進行紡紗實踐。在紡紗過程中,牽伸隔距影響在牽伸區中纖維變速點的分布[10],以至于影響細紗條干與紡紗的順利進行。
由于成本因素,低比例山羊絨混紡紗精紡面料在市場受到歡迎,但是羊毛纖維的長度與山羊絨纖維長度有較大差異,在棉紡細紗機上紡制羊毛/山羊絨混紡紗時,牽伸區隔距難以兼顧二者的長度。為紡制受市場歡迎的高支低比例山羊絨混紡紗,并使其具有較好的紗線條干均勻度,本文在棉紡細紗機上采用滑溜牽伸方式紡制低比例山羊絨混紡紗,以期為該類產品開發提供參考。
1 低比例山羊絨混紡紗設計
1.1 原料選擇
根據企業產品設計的要求,設計3種混紡紗:羊毛/山羊絨(84/16)混紡紗(試樣編號為A)、羊毛/山羊絨(65/35)混紡紗(試樣編號為B)、羊毛/山羊絨/桑蠶絲(80/10/10)混紡紗(試樣編號為C)。不同成分山羊絨混紡紗所用羊毛、山羊絨與桑蠶絲的規格如表1、2所示。可以看到山羊絨與羊毛的平均長度、桑蠶絲與山羊絨的平均長度差異均較大。羊毛、山羊絨、桑蠶絲由寧夏德泓國際絨業有限公司提供。

表1 羊毛/山羊絨混紡紗原料參數Tab.1 Parameter of material for wool/cashmere blend yarn

表2 羊毛/山羊絨/桑蠶絲混紡紗原料參數Tab.2 Parameter of material for wool/cashmere/silk blend yarn
1.2 紡紗工藝路線
制條工藝路線: 散纖維—和毛加油(悶倉12 h、倒倉、再悶倉12 h)—梳毛—頭道針梳—二道針梳—三道針梳—毛型精梳—四道針梳—五道針梳。
紡紗工藝路線: 前紡頭道針梳—前紡二道針梳—前紡三道針梳—毛型粗紗—棉型細紗—絡筒—并線—倍捻。
原料的混合通過4道工序來實現。一是和毛, 各組分紡紗原料按照一定比例喂入和毛機, 利用錫林、工作輥與剝毛輥的作用實現原料的初步混合; 二是梳毛, 將和毛機初步混合的原料喂入梳毛機, 利用梳毛機上的大錫林、工作輥和剝毛輥組成的梳理環, 在梳理原料的同時實現原料的混合, 同時大錫林上返回負荷的存在也有助于原料的混合; 三是針梳, 將梳毛機形成的條子在針梳機上經過多道并合針梳, 改善條子結構的同時實現原料之間的良好混合; 四是精梳, 精梳機不僅梳理去除纖維條中短纖維, 同時實現原料之間的充分混合。經過上述 4道工序, 可以實現不同原料之間的充分混合, 確保各種原料成分在紗線中均勻分布。
1.3 理論紡紗線密度
精梳毛紗的細紗紡紗極限以截面纖維根數確定,一般正常紡紗時紗線截面纖維根數不少于38~40根。單紗截面內纖維根數與紡紗線密度的關系為:
Nt=πd2ρn4 000
式中:Nt為單紗線密度,tex;d為纖維平均直徑,μm;ρ為纖維密度,g/cm3;n為單紗中的纖維根數,根。
根據公式以及文獻[10]的混料成分指標計算方法,羊毛與山羊絨密度ρ取1.32 g/cm3,桑蠶絲密度[11]取1.25 g/cm3,得到單紗截面纖維根數達到38根時,A、B、C的理論紡紗線密度極限分別為10.86、10.66、8.68 tex。
1.4 滑溜牽伸探討
由于山羊絨與羊毛纖維、桑蠶絲纖維長度差異大,在細紗機上羅拉隔距難以確定。為保證在細紗牽伸過程中對所有紡紗原料進行有效控制,減少浮游纖維的無規運動,從而提高細紗條干均勻度,在牽伸區采用滑溜牽伸。滑溜牽伸的實質是對牽伸區中的中(上)膠輥進行開槽處理(見圖1)。對于膠輥開槽的深度,要確保后區牽伸時中羅拉鉗口對纖維的握持力,同時也要保證前區牽伸時中羅拉鉗口對纖維的控制力,以實現對長度差異較大纖維的良好控制與牽伸,保證紡紗的順利實施以及改善細紗的條干指標。本文實驗中,中皮輥的開槽深度為(0.75±0.05)mm。
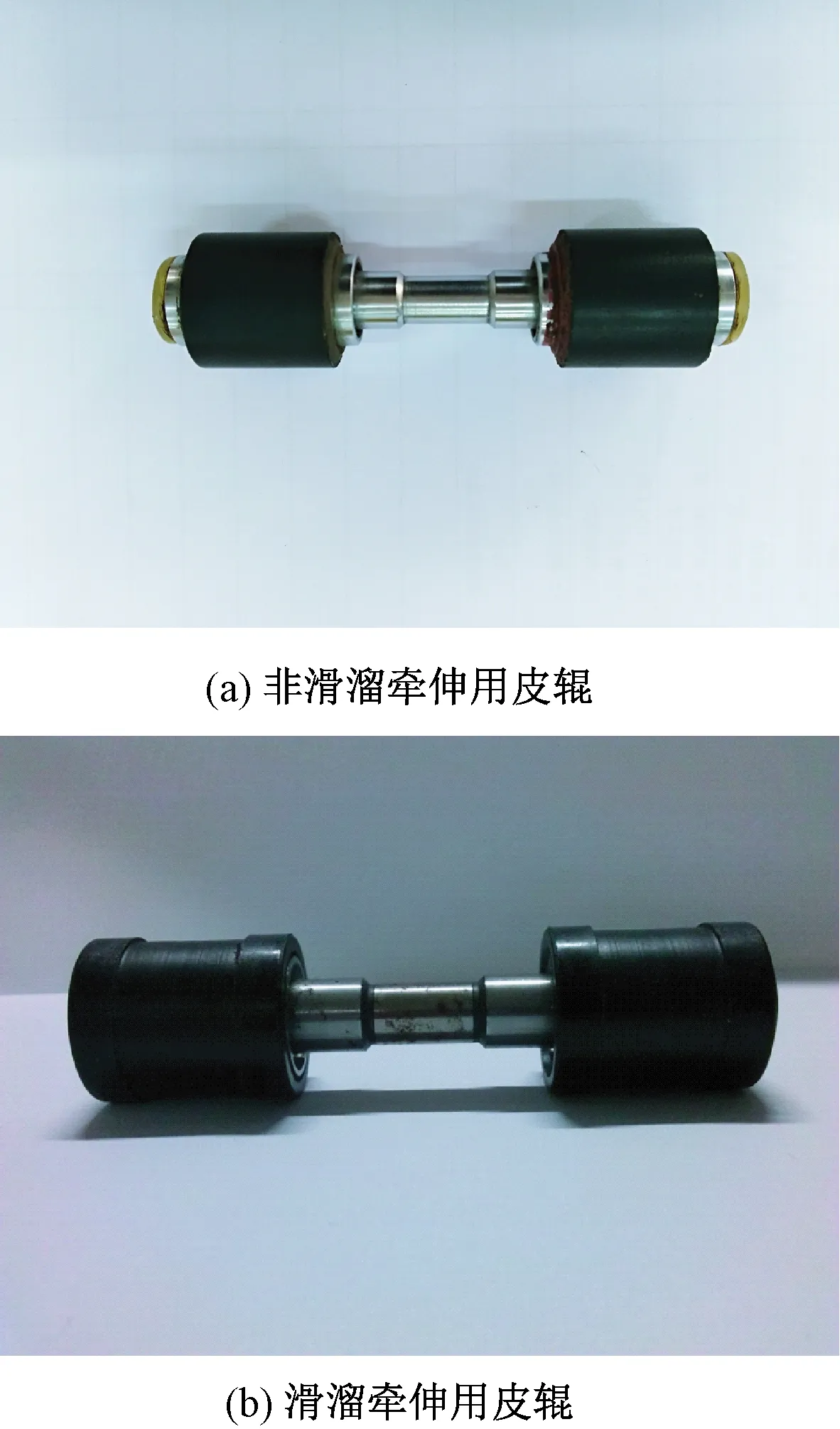
圖1 細紗機用皮輥外觀形態Fig.1 Appearance of ring frame leather roller for non-slipping draft(a)and slipping draft(b)
2 低比例山羊絨混紡紗紡紗實踐
在JWF-1516型棉紡環錠細紗機上,分別采用滑溜牽伸與非滑溜牽伸方式紡制低比例山羊絨混紡紗,分析各種成分混紡紗的紡紗極限線密度與紗線質量與性能。
2.1 羊毛/山羊絨混紡紗紡制
分別采用滑溜牽伸與非滑溜牽伸方式紡制羊毛/山羊絨混紡紗。設計混紡紗A的單紗線密度分別為11.1 tex(90 Nm)和10 tex(100 Nm),捻度為 950 捻/m,捻向Z。設計混紡紗B的單紗線密度分別為11.1 tex,捻度為980 捻/m,捻向Z。細紗機牽伸隔距均為總隔距135 mm,前隔距68 mm,后隔距67 mm。因企業產品設計不需要,沒有進行單紗線密度為10 tex混紡紗B的紡紗實踐。
2.2 羊毛/山羊絨/桑蠶絲混紡紗紡制
采取非滑溜牽伸方式紡制混紡紗C,設計單紗線密度為8.3 tex(120 Nm),細紗設計捻度為 1 160 捻/m。細紗斷頭嚴重,不能正常紡紗。采取滑溜牽伸方式紡制單紗線密度8.3 tex的混紡紗C,紡紗可以順利進行。
3 混紡紗性能測試與結果分析
3.1 紗線性能測試
參照GB/T 3292.1—2008《紡織品 紗條條干不勻試驗方法 第1部分 電容法》,利用CT200型條干均勻度測試分析儀測試紗線條干均勻度指標。
參照GB/T 3916—2013《紡織品 卷裝紗 單根紗線斷裂強力和斷裂伸長率的測定》,在YG(B)021 DX型單紗強力儀上測試紗斷裂強力、斷裂伸長率。隔距采用500 mm,拉伸速度為 500 mm/min。
參照GB/T 4743—2009《紡織品 卷裝紗 絞紗法線密度的測定》,使用YG(B)086型縷紗測長機測試并計算紗線的線密度、線密度偏差率及線密度變異系數。
3.2 羊毛/山羊絨混紡紗
3.2.1單紗線密度為11.1tex的混紡紗
單紗線密度為11.1 tex的混紡紗A的單紗質量指標見表3,拉伸性能指標見表4。 對比2種牽伸方式可知:采用滑溜牽伸后,細紗條干CVm值從非滑溜牽伸的19.88%降低到19.23%,細節(-50%)減少了123個/km,粗節(+50%)減少了63個/km,棉結(+200%)減少了26個/km;同時,采用滑溜牽伸后,由于細紗條干指標改善,細紗斷裂強力比非滑溜牽伸提高了 5.1 cN,斷裂伸長率提高了5.7%。
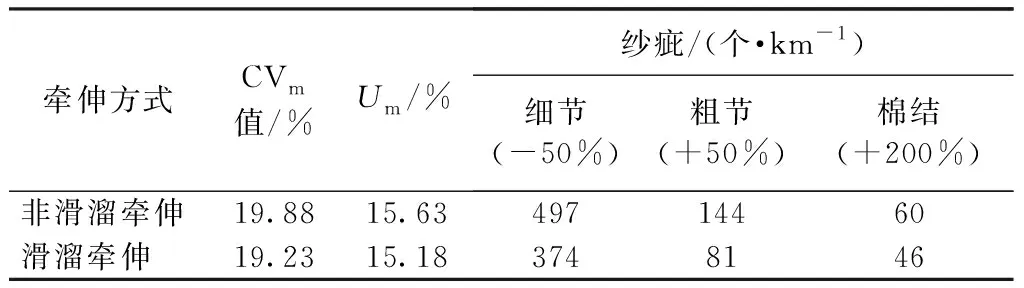
表3 羊毛/山羊絨(84/16)混紡紗條干均勻度Tab.3 Single yarn evenness of wool/cashmere(84/16)blends
注:Um為線性不均率,%。
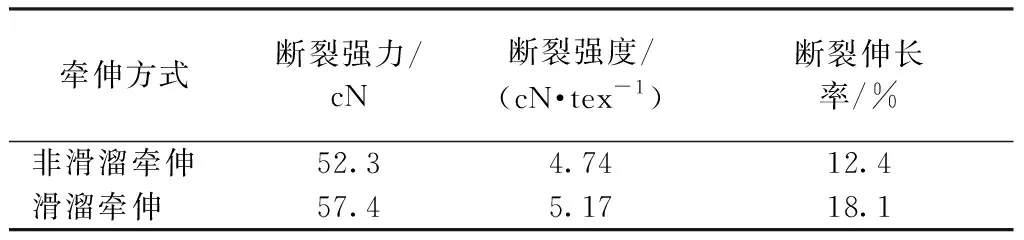
表4 羊毛/山羊絨(84/16)混紡紗拉伸性能Tab.4 Single yarn tensile property of wool/cashmere(84/16)blends
單紗線密度為11.1 tex的混紡紗B的單紗條干指標見表5,拉伸性能見表6。可以看出:采用滑溜牽伸后,單紗條干CVm值比非滑溜牽伸的單紗條干CVm值略有降低,細節(-50%)降低了60個/km;粗節(+50%)降低了33個/km;棉結(+200%)減少了29個/km;采用滑溜牽伸后,單紗斷裂強力比非滑溜牽伸的單紗斷裂強力下降了15cN;斷裂伸長率提高了2.7%。
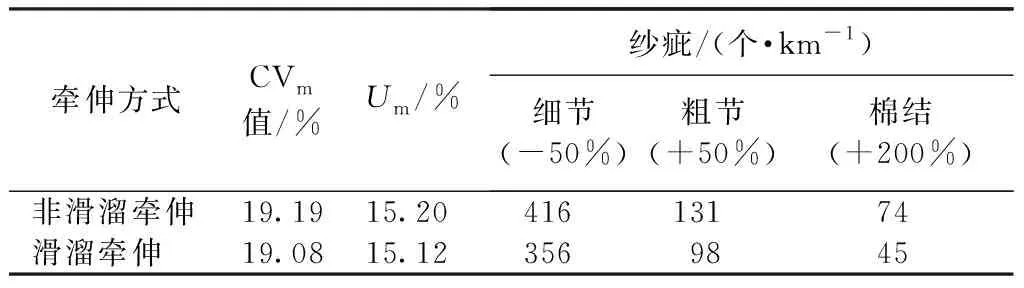
表5 羊毛/山羊絨(65/35)混紡單紗條干Tab.5 Single yarn evenness of wool/cashmere(65/35)blends
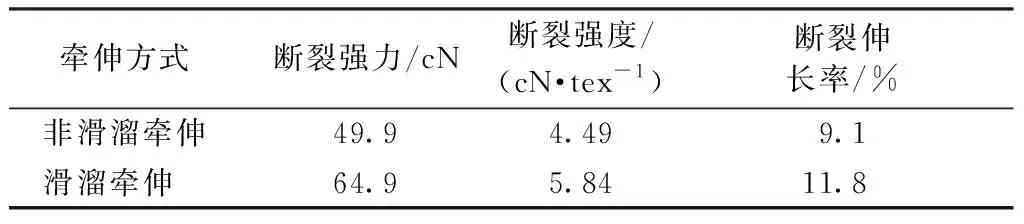
表6 羊毛/山羊絨(65/35)混紡紗拉伸性能Tab.6 Single yarn tensile property of wool/cashmere(65/35)blends
3.2.2單紗線密度為10tex的混紡紗
采用非滑溜牽伸方式紡制單紗線密度為10 tex的混紡紗A時,細紗斷頭嚴重,不能正常紡紗。采用滑溜牽伸方式紡紗可以順利進行,紡制的混紡紗條干不勻率CVm值為19.0%,細節(-50%)為 363個/km, 粗節(+50%)為72個/km,棉結(+200%)為54個/km。混紡紗的單紗拉伸斷裂強力為 58.3 cN,拉伸斷裂伸長率為11.1%。單紗實測捻度為980 捻/m,捻度偏差率3.1%,捻度變異系數7%。
羊毛/山羊絨(84/16)混紡合股紗(10 tex×2)的實測單紗線密度為10.25 tex,公定單紗線密度為10.2 tex,單紗線密度偏差為2%,線密度變異系數為1%,實測捻度為1 041 捻/m,捻度偏差為4.1%,捻度變異系數為7.2%,平均斷裂強力為129.8 cN,斷裂強力變異系數為10.3%,條干不勻率CVm值為12.6%。
3.2.3測試結果分析
采用滑溜牽伸方式, 細紗的粗節和細節明顯降低, 因為在滑溜牽伸方式中, 中羅拉鉗口對纖維形成彈性握持與控制, 既可以使大于羅拉中心距離的長纖維能順利通過中羅拉鉗口, 同時通過雙皮圈形成的附加摩擦力界對短纖維運動進行良好控制, 減少細節與粗節的產生。 由于細紗中細節的降低, 細紗在拉伸時的弱環減少, 拉伸強力增加。在滑溜牽伸條件下,混紡紗A的實際紡紗線密度可以達到其理論紡紗線密度極限值。
3.3 羊毛/山羊絨/桑蠶絲混紡紗
采取滑溜牽伸方式紡制單紗線密度為8.3 tex的混紡紗C,紡紗可以順利進行。紡制的8.3 tex混紡單紗條干不勻率CVm值為18.8%,細節(-50%)為370個/km, 粗節(+50%)為48個/km,棉結(+200%)為56個/km。測試得到紡制的單紗拉伸斷裂強力為45.7 cN,拉伸斷裂伸長率為4.6%,實測細紗捻度為1164 捻/m,捻度偏差率0.3%,捻度變異系數5.8%。
混紡紗C的合股紗(8.3 tex×2)的實測單紗線密度為8.49 tex,單紗線密度偏差為0.8%,單紗線密度變異系數為1.2%。實測捻度為1 172.8 捻/m,捻度偏差為 -0.6%,捻度變異系數為8.3%。平均斷裂強力124.6 cN,斷裂強力變異系數為11%,條干均勻度CVm為13%。
采用滑溜牽伸,混紡紗C的單紗實際紡紗線密度可以達到其理論紡紗線密度的極限值。
4 結 論
在JWF-1516型棉紡環錠細紗機上,分別采用滑溜牽伸與非滑溜牽伸方式紡制了3種比例山羊絨混紡紗,通過對比其可紡性、紗線條干及其疵點、拉伸性能,得出以下結論:
1)滑溜牽伸在紡紗過程中可較好地控制長度差異較大的纖維在牽伸區中的運動。
2)與非滑溜牽伸相比,在棉環錠紡紗機上采取滑溜牽伸可順利紡制低線密度山羊絨混紡紗,且可達到或接近理論紡紗線密度的極限值。
3)滑溜牽伸可以改善單紗的條干指標,對于紡制相同線密度的羊毛/山羊絨混紡紗,采取滑溜牽伸紡制細紗的粗節、細節、棉結測試值明顯低于非滑溜牽伸紡制細紗的。
參考文獻:
[1] 薛子平,李來成. 70天絲/30山羊絨紡制緊密紡生產實踐與研究[J]. 上海毛麻科技,2016(1):11-13.
XUE Ziping, LI Laicheng. Study on compact spinning of 70 tencel/30 cashmere[J]. Shanghai Wool & Jute Journal, 2016(1):11-13.
[2] 蔡永東. 山羊絨大豆蛋白復合纖維半精紡針織紗線的生產技術[J]. 毛紡科技,2008,36(10):28-31.
CAI Yongdong. Processing technology of semi-worsted knitted yarn spun with cashmere/soybean fiber[J]. Wool Textile Journal, 2008,36(10):28-31.
[3] 趙慶福. 棕棉/遠紅外粘膠纖維/山羊絨混紡紗的開發[J]. 上海紡織科技,2008(12):23-24.
ZHAO Qingfu. Development of brown cotton/far-infrared viscose fiber/cashmere blended yarn[J]. Shanghai Textile Science & Technology, 2008(12):23-24.
[4] 雒書華,劉琳. 4.9tex長絨棉羊絨混紡緊密針織紗的紡制[J].棉紡織技術,2010(12):40-43.
LUO Shuhua, LIU Lin. Spinning of 4.9 tex long-staple cotton cashmere blended compact knitting yarn[J]. Cotton Textile Technology, 2010(12):40-43.
[5] 張巍然,韓偉,封紅武. 竹纖維混紡針織紗的開發[J]. 毛紡科技,2008,36(1):24-26.
ZHANG Weiran, HAN Wei, FENG Hongwu. Development of bamboo fiber blended yarn[J]. Wool Textile Journal, 2008,36(1):24-26.
[6] 秦記珍,狄友波,曲嫻,等. 山羊絨/納米絨/品德爾/納卡半精紡針織紗的開發[J]. 毛紡科技,2009, 37(10):31-34.
QIN Jizhen, DI Youbo, QU Xian, et al. Exploitation of cashmere/nano-pindarl/pindarl/nanosilk semi-worsted knitting yarn[J]. Wool Textile Journal, 2009,37(10):31-34.
[7] 杜俊萍,楊慶斌,湯龍世.莫代爾/細絨棉/山羊絨半精紡針織紗線的開發[J]. 青島大學學報(工程技術版),2009(1):62-65.
DU Junping, YANG Qingbin, TANG Longshi. Development of modal/upland cotton/cashmere semi-worsted spinning knitted yarn[J]. Journal of Qingdao University(Engineering Technology Edition), 2009(1):62-65.
[8] 魏國,謝春萍, 蘇旭中, 等. 苧麻/山羊絨纖維混紡針織紗的開發[J].毛紡科技,2009,37(1):34-36.
WEI Guo, XIE Chunping, SU Xuzhong, et al. Development of ramie/cashmere blended knitting yarn[J]. Wool Textile Journal, 2009,37(1):34-36.
[9] 吳登鵬,杜龍軍,吳學平,等. 苧麻/山羊絨纖維混紡針織紗的開發[J].輕紡工業與技術,2011(6):16-17.
WU Dengpeng, DU Longjun, WU Xueping, et al. Jute/cashmere fiber blended knitting yarn[J]. Light and Textile Industry and Technology, 2011(6):16-17.
[10] 郁崇文. 紡紗學[M]. 北京:中國紡織出版社,2009:132-138.
YU Chongwen. Spinning[M]: Beijing: China Textile & Apparel Press, 2009:132-138.
[11] 姚穆. 紡織材料學[M]. 北京:中國紡織出版社,2015:107.
YAO Mu. Textile Materials[M]. Beijing: China Textile & Apparel Press,2015:107.
