顆粒增強鎳基復合材料的研究進展
2018-06-26 00:39:12000市先進高溫材料及其精密成形重點實驗室000交通大學金屬基復合材料國家重點實驗室000蘇隆超合金航材股份有限公司05
材料科學與工程學報 2018年3期
關鍵詞:復合材料
, , ,, , ,,,, ,(., 000; .市先進高溫材料及其精密成形重點實驗室, 000; .交通大學金屬基復合材料國家重點實驗室, 000; .蘇隆超合金航材股份有限公司,蘇 05)
1 鎳基復合材料發展概況
長期以來,科學工作者一直試圖研制一些更強、更硬、更輕并且更耐高溫的材料[1]。過去幾十年中,人們對于金屬基復合材料當中增強體/基體的結合有了更深入的認識,特別是在顆粒增強金屬基復合材料方面[2]。顆粒增強金屬基復合材料的基體金屬主要包括鋁、鎂、銅、鈦、鐵和鎳,陶瓷增強體主要有硼化物、碳化物、氮化物、氧化物和它們的混合物[3]。近幾年,陶瓷基復合材料和金屬間化合物基復合材料也得到長足發展。顆粒增強金屬基復合材料可以將金屬的性能,例如良好的塑性、韌性、成型性以及優秀的傳熱與導電能力,與陶瓷的特性,諸如高硬度、高強度、高模量、耐高溫性能和低熱膨脹系數,結合起來[4]。因此,顆粒增強金屬基復合材料有望擁有比基體合金更高的比強度、比剛度、熱穩定性以及耐熱性。從工程應用視角來看,顆粒增強金屬基復合材料擁有纖維增強金屬基復合材料不具備的特征,如各向同性。此外,相對于纖維增強金屬基復合材料,顆粒增強金屬基復合材料制備成本更低,更易于利用諸如擠壓或鍛造之類的二次成型工藝進行加工。基于以上優點,使得顆粒增強金屬基復合材料成為航空航天業和汽車工業極具潛力的備選材料[5]。
基于航空發動機和燃氣輪機領域的重大需求,尺寸大、結構復雜的耐高溫部件的制造引起廣泛關注。鎳基復合材料由于其在高溫力學和蠕變抗力等方面的優異表現,有望成為此類大尺寸復雜結構部件的備選材料。為了實現顆粒增強鎳基高溫合金復合材料件的成型,研究者開發出多種各具特色的制備方法,如放電等離子燒結法、自蔓延高溫合成法、電鑄法、真空滲鑄法、電沉積法和熔鑄法等[6]。上述制備方法各具特點,如熔鑄法成本比較低,易于實現大規模生產;燒結法可以制備高體積分數(30%以上)的鎳基復合材料等。但各種方法都面臨著一些尚未完全解決的關鍵瓶頸問題。本文分析了現有鎳基復合材料制備方法的優缺點,并對其發展趨勢做出了展望。
2 制備方法分類
復合材料有多種分類方式,按照增強體的形態可以將復合材料分為顆粒增強、纖維增強和層狀增強;按照復合材料基體可以分為金屬基復合材料、高分子基復合材料和陶瓷基復合材料;按照制備方法進行分類可分為固相法、液相法和固液相法等。其中金屬基復合材料又可根據所采用的基體的金屬類型分為鋁基復合材料、鈦基復合材料、銅基復合材料和鎳基復合材料。本文著重對鎳基復合材料的制備方法進行分類,綜述了前人的研究成果。
2.1 粉末爆炸壓實
爆炸壓實處理是一種制備鎳基復合材料的常規方法,該方法是將金屬間化合物粉末和鎳粉放在一個圓柱形的容器內,壓實,并用鋼插頭封住[7]。復合材料形成過程可以分為兩個階段,在第一個階段,壓實粉末初始的致密主要由AMN3的爆炸來完成。第二階段,粉末致密化主要依靠MWZHx20的爆炸來實現。J. Bystrzyck等[7]以Ni粉和NiAl粉為原料,利用粉末爆炸壓實的方法成功制備了Ni/NiAl復合材料。結果顯示,隨著NiAl體積分數的升高,氣孔及NiAl顆粒的尺寸會有輕微增長。同時,鎳基體晶粒尺寸也有一些增大。NiAl顆粒的尺寸增大可能是單個NiAl顆粒在爆炸壓緊過程中發生焊合引起的,因為這種現象更明顯地發生在NiAl體積分數的增加而更高的復合材料中。另一方面,即便復合材料的氣孔隨著NiAl顆粒的體積分數的增加而明顯上升,復合材料鎳基體與原始鎳粉的尺寸卻并無明顯不同。
J.Bystrzyck等認為高體積分數(如60%)的NiAl/Ni復合材料可以通過粉末爆炸壓實法來制備,并且所制得的材料孔隙率非常低,最大也不超過1%。同時Ni基體晶粒的尺寸和爆炸前原始的Ni粉末相差無幾。NiAl顆粒經歷了焊合,尤其是在NiAl顆粒體積分數高的位置。
爆炸壓實處理可以制備高體積分數的復合材料,并且制得的復合材料的致密度比較高,同時能夠保持制備材料的晶粒尺寸與爆炸前的Ni粉末尺寸大體一致。爆炸壓實處理制備復合材料面對的問題是制備復合材料的程序過于復雜,設備要求高,安全性方面需要特別注意。
2.2 超高溫處理
近年來,一種液態金屬熔融液中原位自生增強相的工藝為鑄造復合材料的近成型零件提供了一種新的制備方法[8]。
Kattamis等[9]利用澆鑄一個過飽和的Fe-Ti-C和Ni-Ti-C鑄錠的方法分別合成了TiC顆粒增強Ni、304不銹鋼和IN-100鎳基高溫合金的復合材料。F.S. Yin等[10]利用高溫熔煉的方法成功通過原位反應制備了TiC顆粒增強鎳基高溫合金為基體的復合材料。研究復合材料經過不同熔煉溫度處理后所生成的晶粒及顯微組織可以發現,高溫合金無論是晶粒尺寸還是微觀組織,在經過超高溫熔煉后,都發生了明顯的變化。在一般條件下,傳統的鑄造高溫合金由固溶相γ,沉淀相γ′,共晶相(γ+γ′)和(Ti,Nb,W)C碳化物組成,晶粒是粗大的長條狀,碳化物的形態則為漢字狀。然而,經過2123K的高溫處理后,得到了非常均勻的等軸晶晶粒和塊狀(Ti,Nb,W)C碳化物。為了進一步驗證這一結果,F.S. Yin重復了這一實驗并得到了相似的結果。
F.S. Yin等認為傳統的熔鑄工藝生產條件下,γ等軸晶形成后,(Ti,Nb,W)C型的碳化物通過析出生成,且碳化物的形態皆為漢字狀。經過2123K高溫處理之后,熔融金屬液里氮含量極大提升。合金里的N元素和Ti元素結合生成了TiN,而TiN可以作為(Ti,Nb,W)C型的碳化物的非均質形核核心。這種情況下,(Ti,Nb,W)C型的碳化物可以在熔融的金屬液里形成并以一種近于均衡的方式生長,最終長成了八面體塊狀。總體而言,熔體的超高溫處理使得Ni基高溫合金里的(Ti,Nb,W)C顆粒分布得更加均勻;同時也提供了一種制備MC顆粒增強復合材料的方法。
超高溫處理法處理過的鎳基高溫合金得到了非常均勻的等軸晶晶粒和塊狀(Ti,Nb,W)C碳化物,這可作為一種制備原位自生型復合材料的方法;然而超高溫處理法的能耗較高,并且僅對原位自生型的復合材料有效果,對于外加法引入的增強相顆粒的效果如何還不得而知,且超高溫處理造成合金中N、O含量增加將會影響合金性能,因此超高溫處理的效果需要進一步驗證。
2.3 熔鑄法
原位反應生成的增強相顆粒具有與基體結合更緊密的界面從而獲得更好的力學性能,因此這種制備復合材料的方法逐漸被人們重視[11-14]。劉宗德等[15]以電解鎳塊(8mm厚,純度99.98%),鈦粉(300目,純度99.9%)和碳粉(100目,純度99.8%)為原材料,利用原位自生的方法成功制備出了TiC/Ni復合材料。劉宗德截取了鑄錠上中下三處的材料進行了組織觀察,結果如圖1所示,這些復合材料幾乎不存在缺陷,氣孔少、致密度高。TiC顆粒大多為立方體,均勻分布在基體中。由于橫向生長動力學的各向異性,TiC顆粒在熔體中的生長傾向于形成有小面的晶體。除此之外,在基體中還可以看到一些細纖維相,如圖1(a)箭頭所指。盡管TiC和Ni的密度有所不同,但TiC增強體仍然均勻地分散在整個試樣的基體合金中,而不僅是聚集在上部。這要歸功于電磁攪拌帶來的積極作用,阻滯了TiC顆粒的上浮。另一個令人意外的發現是,大的立方碳化物從頂部到底部逐漸增加,而細小一些的碳化物情況則相反。這可能與TiC在凝固過程中的生長機制有關。

圖1 典型的TiC增強Ni基復合材料的鑄態組織照片 (a) 上部; (b) 中部; (c)底部[15]Fig.1 Typical morphology of the as-cast TiC reinforced Ni matrix composite after etched: (a) the top portion; (b) the middle portion; (c) the bottom portion[15]
作者還對TiC/Ni復合材料的力學性能進行了測試,實驗結果顯示,材料的屈服強度為385±3MPa,拉伸強度是591±5MPa。同時,作者測試得到的材料三點彎曲強度為1362±12MPa。
劉宗德認為,復合材料是由TiC相和Ni相組成的,而不是Ni-Ti或者Ni-Ti-C。在制備過程中,Ni扮演了稀釋劑的角色,而Ti和C則作為反應物生成了TiC。生成的TiC均勻地分布在鎳基體中,且TiC和Ni的界面無明顯雜相。生成的TiC顆粒有兩種形態,一種是大的立方體形狀,另一種是細的纖維狀。可以確定的是大的立方體狀的TiC顆粒是初生相而細纖維狀的TiC是TiC-Ni的共晶相。所制備的TiC/Ni復合材料的屈服強度中等,但是抗拉強度較好。
原位反應生成的增強相顆粒具有和基體結合更緊密的界面以及更好的力學性能,同時這些復合材料幾乎不存在缺陷,氣孔少,致密度高。難以實現對增強體的形狀、尺寸的調控是熔鑄法所面臨的主要問題,這直接決定了材料是否具有良好的抗蠕變與抗疲勞性能,影響材料在實際生產中的應用。
2.4 自蔓延高溫燃燒合成
燃燒合成,或者說自蔓延高溫合成相對于傳統方法制備先進材料更有吸引力且經濟上可行。通常情況下,燃燒合成過程必須和熱壓、擠壓或熱等靜壓等二次加工工藝相結合,以獲取致密組織和良好性能。
利用這一方法,Zhang等人[16]成功制備出了TiC/Ni基復合材料并研究了其組織與性能。結果顯示,TiC-Ni材料由球狀的TiC相(黑色)和將它包裹粘接起來的Ni相(白色)組成,這種均勻Ni網的組合方式相對于純的TiC極大地提高了材料的韌性。結果還顯示TiC顆粒的尺寸隨著Ni含量的增加而逐漸降低。作者給出的解釋是,隨著Ni含量的增加,燃燒溫度變得更低,晶粒尺寸也變得更小,這是由于TiC晶粒生長是燃燒溫度的指數函數。同時,液態的金屬Ni圍繞在TiC晶粒周圍,使得擴散路徑增加,減小了TiC晶粒生長的驅動力并阻止了TiC顆粒之間燒結形成更大的晶粒。
Azadmehr等人[17]利用自蔓延高溫合成技術成功制備出了(W,Ti)C-Ni復合材料。不同于前人的研究,在Ti-C陶瓷合成已被許多學者研究的情況下[18-21],作者試圖引入W元素,制備一種(W,Ti)C-Ni復合材料。實驗結果表明,復合材料的組織由氣孔、亞微米級的顆粒和直徑超過10μm的比較大的顆粒組成。作者結合XRD的結果進行了分析,發現合成的材料中有TiC相、Ni相和C相。作者援引前人關于燃燒合成TiC-Ni復合材料的研究結果并結合自己的實驗結果認為原位自生的TiC相是固溶和時效的結果[22]。按照這種機制并結合Ti-Ni二元相圖,在942℃生成融化的TiNi相,隨后,C開始固溶到這一相里,固溶之后Ti和C之間的反應開始,原位自生的TiC開始產生并在熔融的金屬液里沉淀。
Azadmehr等認為使用SHS方法可以成功制備(W,Ti)C-Ni復合材料,并且當W/Ti原子比為2時得到的復合材料有更好的硬度與韌性。Azadmehr等制備的復合材料的相組成皆是由顆粒狀的(Ti,W)C顆粒與長條狀WC組成。同時,在復合材料中還發現了Ni2W4C和η相等其他相。
高溫自蔓延以自蔓延方式實現粉末間的反應,與制備材料的傳統工藝比較,工序減少,流程縮短,工藝簡單,一經引燃啟動過程后就不需要對其進一步提供任何能量。由于燃燒波通過試樣時產生的高溫,可將易揮發雜質排除,使產品純度高。同時燃燒過程中有較大的熱梯度和較快的冷凝速度,有可能形成復雜相。這種方法的不足之處在于對設備要求高,成本較高,不能制備形狀復雜的部件。
2.5 增材制造
2.5.1分層實體制造 梯度功能材料是一種新的材料設計概念。由于梯度功能材料的組成與結構是連續變化的,因此它的性能也是連續變化的。作為一種非均勻材料,梯度功能材料有許多優勢,如將梯度功能材料用作界面層來連接不相容的兩種材料,可以大幅度提高粘結強度。梯度功能材料的制備分為兩步:成型與合成。分層實體制造作為一種新的梯度功能材料快速成型方式,近幾年得到了迅猛的發展。分層實體制造源于傳統的3D CAD文件,最終轉變為一種標準的制造成型工藝。張宇民[23]等人利用SHS合成技術和分層實體制造工藝成功制備了TiC-Ni復合材料。研究發現[23],當Ni的含量小于15wt.%時,材料中存在許多大尺寸的TiC晶粒和氣孔。當Ni的含量在20~30wt.%之間時,有許多小的球狀的TiC晶粒存在,隨著Ni含量的提高,TiC晶粒的尺寸逐漸減小。
2.5.2激光金屬沉積 激光金屬沉積技術是一項典型的增材制造技術,它以激光為能量源,利用計算機控制執行機械的維度,因此在制備以粉末或絲狀為原料的復合材料時具備特殊的能力[24-30]。Chen等人[31]運用激光金屬沉積法成功制備了TiC/In718復合涂層。圖2是用激光金屬沉積法在不同單位面積激光能量條件下制造的TiC/Inconel 718復合涂層的低倍光學顯微照片。一般情況下,涂層和基體金屬都有一個和基體連貫的結合界面,界面上很少有明顯的微觀裂紋。對于不同的單位面積激光能量(80~120kJ/m)輸入,增強相為顆粒形態并且均勻地分布在基體中,如圖2(a)~(c)所示。然而在低能量密度(80kJ/m)的激光金屬沉積法制備的復合材料中,也會有少量微型孔洞。當激光的能量密度大于100kJ/m時,使用激光金屬沉積法制備的復合材料中未發現明顯的微觀氣孔,如圖2(b)~(d)所示。除此之外,當激光的能量密度大于120kJ/m時,復合材料的微觀組織開始發生變化,增強體的組織開始出現輕微的細化現象,如圖2(c)。當激光的能量提高至160kJ/m時,激光金屬沉積技術制備的復合材料的組織開始發生顯著變化,增強體相被顯著細化并且分布得更加均勻。
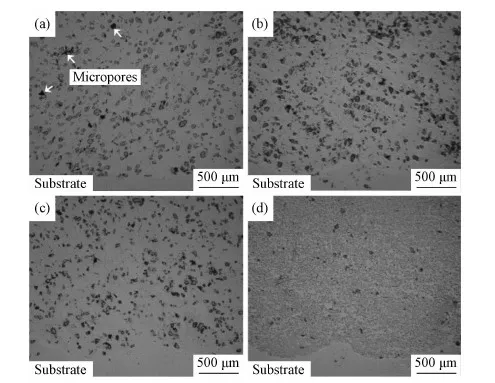
圖2 不同激光密度下激光金屬沉積制備的TiC/In718復合涂層的橫截面組織照片 (a) E1/480kJ/m; (b) E1/4100kJ/m; (c) E1/4120kJ/m; (d) E1/4160kJ/m [31]Fig.2 OM images showing low-magnification cross-sectional microstructures of LMD-processed TiC/Inconel 718 composite coatings using various laser energy per unit length (E): (a) E1/480kJ/m; (b) E1/4100kJ/m; (c) E1/4120kJ/m; (d) E1/4160kJ/m [31]
2.5.3選區激光熔覆 選區激光熔覆技術是增材制造的常用方法[32],Wang等人[33]運用此技術成功制備了納米TiC增強Inconel 718基體的復合材料。圖3(a)是所制備材料的平行于熔覆方向的截面的光學顯微照片。從圖中可見,激光掃描軌跡橫穿觀察面并且產生了弧線狀的熔池,熔池的平均深度約為40μm。由于激光掃描方向每一層都有變化,所以在橫截面觀察到的熔池其尺寸是變化的,變化范圍約在50~100μm之間。圖3(b)是平行于掃描方向的橫截面。不同方向的多軸向激光掃描線可以被明顯地觀察到,多方向掃描是一種被用來避免可能的各向異性的策略。材料組織影響著性能并同時提供著由于加入納米TiC顆粒而引起的強化機制的信息。
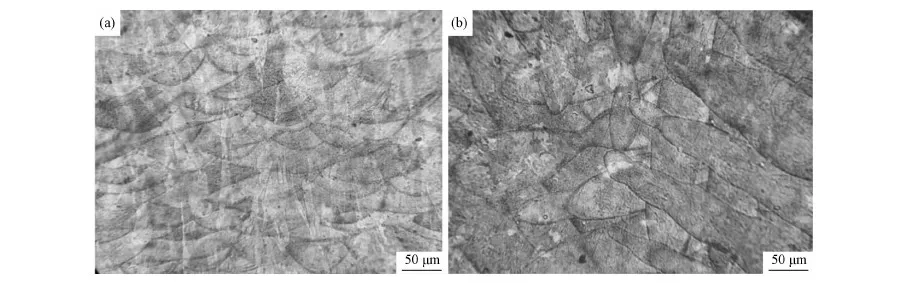
圖3 選區激光熔覆In718合金不同方向橫截面的組織 (a) 制備方向和(b) 掃描方向[33]Fig.3 Optical micrographs of SLMed Inconel 718 cross sections parallel to (a) build direction, and (b) scanning direction[33]
圖4是添加不同質量分數納米TiC顆粒的復合材料的掃描電鏡照片。從圖中可以清楚地看到納米TiC顆粒的添加量顯著地影響著選區激光熔覆后Inconel 718材料的顯微組織。圖4(a)是純Inconel 718合金的掃描照片,圖中可清晰地看到細長的等軸晶晶粒,這些晶粒長度大約為2~3μm,寬度為1μm。EDS分析表明,晶體結構為γ相。隨著納米TiC顆粒含量增加,材料的組織明顯地從細長狀向等軸狀轉變。例如,圖4(b)是添加了質量分數為0.25wt.%納米TiC的復合材料組織,在圖中可以看成是等軸晶與細長狀晶粒的混合。細長晶粒的長度大約為1.5μm×0.5μm,等軸晶的尺寸則大約分布在0.3~0.6μm之間。隨著納米TiC顆粒質量分數的進一步增加,如圖4(c)和(d),更細的等軸晶開始出現。
2.5.4激光工程近凈成形沉積 激光工程近凈成形沉積過程合并了立體平版印刷和激光熔覆的特征,是一種激光輔助制造工藝,已在制備復合材料方面得到應用[34-35]。Zheng等人[36]利用這一工藝成功制備了TiC/In625復合材料。圖5是激光工程近凈成型沉積制備的Ni包覆TiC顆粒增強In625基體合金的復合材料,顆粒質量分數為20%。如圖5(b)所示,一部分TiC顆粒的周圍仍然存在Ni涂層,同時TiC顆粒與基體之間的界面是連續并且無缺陷的。此外,在激光工程近凈成型沉積過程中,TiC顆粒表面的Ni涂層局部也發生了向基體In625合金當中溶化與溶解。圖5(c)與圖5(d)是激光工程近凈成型沉積法制備的未用Ni包裹TiC顆粒的In625基復合材料掃描照片。圖5(c)中的TiC顆粒含量明顯低于圖5(a)中的,僅為14wt.%,因為在制備過程中未用Ni包裹的TiC顆粒有一定的損失。圖5(c)中觀察到了氣孔的存在,因為與金屬相比,陶瓷相因其較差的熱沖擊性質和高的熔點,一般更難以利用激光輻照加工,而陶瓷顆粒表面的金屬涂層可以幫助消除熱沖擊,因此減少氣孔的形成。
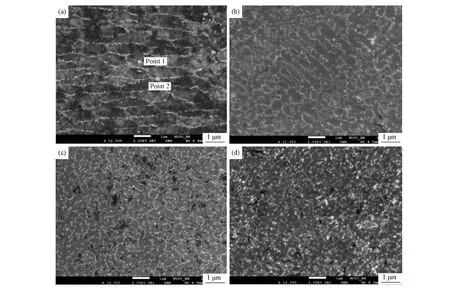
圖4 不同TiC含量的TiC/In718復合材料的組織: (a) In718; (b) 添加0.25wt.% TiC; (c)添加 0.5wt.% TiC; (d) 添加1wt.% TiC[33]Fig.4 SEM images showing microstructures of as-deposited TiC/Inconel 718 composites with different TiC additions: (a) pure Inconel 718, (b) 0.25wt.%TiC addition, (c) 0.5wt.% TiC addition, and (d) 1wt.% TiC addition[33]

圖5 激光工程近凈成型沉積材料的掃描照片 (a) 和 (b)為IN625+20% TiC; (c) 和 (d)為IN625+14% TiC的復合材料 [36]Fig.5 SEM micrographs of LENS-deposited (a) and (b) IN625+20 wtpct TiC/Ni; (c) and (d) IN625+14 wtpct TiC MMCs[36]
從圖5(d)中可以看到在激光工程近凈成型沉積過程中一些未被Ni包裹的TiC顆粒部分融化和凝固的現象。TiC顆粒在激光輻照的過程中熔化的現象先前就有過報道,這可以解釋為TiC顆粒吸收激光的能力要比金屬高得多。事實上,陶瓷僅在吸收波長為0.1~10μm的光波時吸收能力好于金屬,在其他波段的激光,陶瓷并不具有更好的吸波能力。TiC顆粒在基體中均勻的分布可以歸因于高能量密度激光的攪拌作用以及熔煉金屬區域劇烈的對流作用。液態金屬在熔池處的運動是非常劇烈的,這時對流成為主要的傳輸機制。對流產生了熔池里的攪拌作用,并因此增加了TiC顆粒在激光工程近凈成型沉積過程中分布的隨機性。
總體而言,增材制造技術制備復合材料具有高效、可調控增強相尺寸的優勢,同時制備的復合材料致密度高,可得到細晶組織。但增材制造法制備大型復合材料部件時變形控制困難,同時表面質量欠缺且復雜結構件不能通過后續加工消除這種欠缺,尤其對航空發動機用部件的氣動性能不利;此外,受限于現有設備原因,零件的尺寸受到限制,尚不能制備大尺寸復合材料部件。
2.6 放電等離子燒結
放電等離子燒結是一種新的加工工藝,它可以做到快速燒結陶瓷粉末并完全致密化[37]。這種技術類似于熱壓工藝,因為它們都應用了石墨模具,然而,不同的是放電等離子燒結由顆粒間的空位火花放電產生。這些火花放電由通過電極的頂部和底部的石墨模的瞬時脈沖電流產生。由于這些電火花,顆粒表面變得活躍且純凈,同時在顆粒間產生了自加熱的現象。結果是,傳熱與傳質同時進行,陶瓷顆粒間非常快的致密化通過放電等離子燒結得以實現[38-40]。利用這一技術,Wang等人[41]成功制備了c-BN/Ni-Cr-Ti復合材料。結果顯示,c-BN含量為20%、30%和40%為原料制備的c-BN/Ni-Cr-Ti復合材料中,c-BN顆粒均勻地分布在Ni-Cr-Ti合金基體中。除此之外,c-BN顆粒與Ni-Cr-Ti合金之間的界面是連續且致密的。
放電等離子燒結工藝加熱均勻,升溫速度快,燒結時間短,生產效率高,產品組織細小均勻,能保持原材料的自然狀態,可以得到高致密度的材料,可以燒結梯度材料以及復雜工件。與熱壓和熱等靜壓相比,放電等離子燒結裝置操作簡單,不需要專門的熟練技術。然而,現在的模具材料重復使用率不高,新的模具材料未能開發出來限制了放電等離子燒結的應用范圍;不能制備復雜形狀部件也是其缺陷之一。
2.7 電鑄法
電鑄的基本原理是把預先按所需形狀制成的原模作為陰極,用電鑄材料作為陽極,一同放入與陽極材料相同的金屬鹽溶液中,并通以直流電。在電解作用下,原模表面逐漸沉積出金屬電鑄層,達到所需的厚度后從溶液中取出,將電鑄層與原模分離,即可獲得與原模形狀相對應的金屬復制件[42-45]。Qian等人[46]用改進的電鑄方法成功制備了硼纖維增強納米晶Ni的復合材料。Qian等人發現當復合材料的晶粒從90nm減少到70nm時純納米晶Ni的屈服強度上升但是以硼纖維增強納米晶Ni的復合材料的屈服強度反而下降。
電鑄法是一種極巧妙的制備鎳基復合材料的方法,可制備晶粒極細的鎳基復合材料,適合鎳基復合鍍層的制備。然而電鑄法僅能得到厚度有限的復合鍍層,難以制備工程結構件。
2.8 真空滲鑄
與直接激光合成(DLF)、高溫自蔓延反應(SHS)、激光技術沉積(LMD)以及等離子轉弧焊等方法相比,真空滲鑄法具有簡單、經濟和制備高體積分數復合材料時幾近成型的優點[47-49]。Qi等人[50]采用真空滲鑄法制備了TiC/Ni-Cr復合材料。圖6是理論致密度為98.7%,增強體體積分數為60%的TiC/Ni-Cr復合材料的組織照片。圖中可見TiC顆粒較為均勻地分布在Ni-Cr合金基體中且材料中未發現明顯的氣孔。除此之外,在TiC基的陶瓷周圍發現了一種典型的核殼結構。

圖6 (a)核殼結構C,Ti,Mo,Ni和Cr元素的線掃描結果;(b)核心-邊緣結構的透射照片和不同層之間的組成;(c)核心與邊緣界面的高分辨透射照片;(d)核心與基體金屬的高分辨透射照片[50]Fig.6 (a) The elemental line scanning results of the C, Ti, Mo, Ni and Cr elements of the core-rim structure; (b) TEM image and the composition of the core-rim structure in different layers; (c) HREM image of the interface between core and rim. The inset in the higher left corner shows the corresponding FFT image; (d) HREM image of the interface between rim and metal matrix. The inset in the higher right corner shows the corresponding FFT image[50]
從圖6(a)對核殼結構的EDS分析可知,黑色的核心主要由Ti和C元素組成灰色的邊緣則由Ti、Mo和C元素組成。為了確定復合材料的相組成,作者進一步進行了XRD測試,結果顯示復合材料由TiC、C2MoTi和Cr2Ni3組成。基于XRD和EDS的結果,確信核-殼-基體分別是TiC、C2MoTi和Cr2Ni3。除此之外,相對于純TiC粉,復合材料中TiC顆粒尺寸分布明顯降低。
圖6(b)是典型的多層核心-邊緣結構的TEM照片,這種結構中金屬被包圍在一個小孔中,如圖6(a)中的虛線圓圈所示。從不同層結構的化學組成可以確定層1和層5是金屬基體,層3是核心,層2和層4是邊緣結構。圖6(c)和圖6(d)分別是核殼結構(層3~層4)和核心-金屬的(層4~層5)的高分辨TEM照片和相應的FFT照片。圖6(c)顯示核心和邊緣結構是耦合的并且兩相的取向關系為(111)TiC//(111)C2MoTi,這一點在衍射圖譜中也得到了驗證,同樣,可以證明核心和金屬基體之間為半耦合。
真空滲鑄法有簡單、經濟和制備高體積分數復合材料時幾近成型的優點。Qi等人[50]采用真空滲鑄法制備的TiC/Ni-Cr復合材料已經能夠用作固體氧化物燃料電池連接器使用。但是真空滲鑄法制備的復合材料不可避免地帶有一些孔洞與縮松使得材料的質量不夠穩定。
3 結論與展望
顆粒增強鎳基復合材料的性能取決于基體的成分及組織形貌、增強體的尺寸及含量、增強體與基體的界面結合。陶瓷顆粒增強鎳基復合材料研究過程中遇到的問題是如何獲得與基體有良好物理、化學和力學相容性的顆粒增強相,并選擇合適的基體與之匹配,如何通過調控增強相形貌、尺寸和含量以及增強相與基體的界面特性來獲得優異材料性能。此外,還需通過研究材料的強化機制和斷裂失效機理來指導材料設計和優化制備工藝參數以使得該材料更好地進入實用化階段。目前涌現了很多新的顆粒增強鎳基復合材料制備方法,如熔鑄法、激光增材制造技術等新的制備手段,有望改善復合材料的性能,推動鎳基復合材料的進一步發展。
[1] H.R. Akramifard, M. Shamanian, M. Sabbaghian, M. Esmailzadeh. Microstructure and Mechanical properties of Cu/SiC Metal Matrix Composite Fabricated via Friction Stir Processing[J]. Materials and Design, 2013, 54: 838~844.
[2] S.C. Tjong, S. Chin. Recent Progress in The Development and Properties of Novel Metal Matrix Nanocomposites Reinforced with Carbon Nanotubes And Graphene Nanosheets[J]. Materials Science and Engineering: R, 2013, 74(10): 281~350.
[3] D.J. Lloyd. Particle Reinforced Aluminium and Magnesium Matrix Composite[J]. International Materials Reviews, 1994, 39(1): 1~23.
[4] S. C. Tjong, Z. Y. Ma. Microstructural and Mechanical Characteristics of In-Situ Metal Matrix Composite[J]. Materials Science and Engineering: R, 2000, 29: 49~113.
[5] L. J.Huang, L. Geng,H.X. Peng. Microstructurally Inhomogeneous Composites: Is A Homogeneous Reinforcement Distribution Optimal[J]. Progress in Material Science, 2015, 71: 93~168.
[6] I. Sinclair, P.J. Gregson. Structural Performance of Discontinuous Metal Matrix Composites[J]. Materials Science and Technology, 1997, 13: 26~709.
[7] J. Bystrzyck, J. Pasuzula, R. Trebinski. The Microstructure and Interface Behaviour of Ni/NiAI Composites Produced by the Explosive Compaction of Powders[J]. Journal of Materials Science, 1994, 29: 6221~6226.
[8] S. Skolianos, T.Z. Kattamis, et al. Cast Microstructure and Tribological Properties of Particulate TiC-reinforced Ni-base or Stainless Steel Matrix Composites[J]. Materials Science and Engineering: A, 1994, 183(1~2): 195~204.
[9] T. Z. Kattamis, T. Suganuma. Solidification Processing and Tribological Behavior of Particulate TiC-Ferrous Matrix Composites[J]. Materials Science and Engineering: A, 1990, 128(2): 241~252.
[10] F. S. Yin, X.F. Sun, J.G. Li, H.R. Guan, Z.Q. Hu. Preparation of a (Ti,Nb,W)C Particulate Reinforced Nickel-Base Superalloy via Super-high Temperature Treatment of Melt[J]. Materials Letters, 2003, 57(22~23): 3377~3380.
[11] X.H. Zhang, X.D. He, J.C. Han, W. Qu, V.L. Kvalin. Combustion Synthesis and Densification of Large-scale TiC-xNi Cermets[J]. Materials Letters, 2002, 56(3): 183~187.
[12] J.C. Lasalvia, D.K. Kimb, M.A. Meyers. Effect of Mo on Microstructure and Mechanical Properties of TiC-Ni-Based Cermets Produced by Combustion Synthesis-impact Forging Technique[J]. Materials Science and Engineering: A, 1996, 206(1):71~80.
[13] J.C. Han, X.H. Zhang, J.V. Wood. In-situ Combustion Synthesis and Densification of TiC-xNi Cermets[J]. Materials Science and Engineering: A, 2000, 280(2): 328~333.
[14] Y.M. Zhang, J.C. Han, et al. Rapid Prototyping and Combustion Synthesis of TiC/Ni Functionally Gradient Materials[J]. Materials Science and Engineering: A, 2001, 299(1~2): 218~224.
[15] Z.D. Liu, J. Tian, B. Li, L.P. Zhao. Microstructure and Mechanical Behaviors of In Situ TiC Particulates Reinforced Ni Matrix Composites[J]. Materials Science and Engineering: A, 2010, 527(16~17): 3898~3903.
[16] X.H. Zhang, X.D. He, J.C. Han, W. Qu, V.L. Kvalin. Combustion Synthesis and Densification of Large-Scale TiC-xNi cermets[J]. Materials Letters, 2002, 56(3): 183~187.
[17] A. Azadmehr, E. Taheri-Nassaj. An In Situ (W,Ti)C-Ni Composite Fabricated by SHS Method[J]. Journal of Non-Crystalline Solids, 2008, 354(27): 3225~3234.
[18] S.D. Dunmead, D.W. Ready, C.E. Selmer, Kinetics of Combustion Synthesis in the Ti-C and Ti-C-Ni Systems[J], Journal of the American Ceramic Society, 1998, 72 (12): 2318~2324.
[19] W. C. Lee, S. L. Chung. Ignition Phenomena and Reaction Mechanism of the Self-Propagating High-temperature Synthesis Reaction in the Titanium-carbon-aluminum System[J], Journal of Materials Science, 1997, 80 (1): 53~57.
[20] E. Taheri-Nassaj, S.H. Mirhosseini. An In Situ WC-Ni Composite Fabricated by the SHS Method[J]. Journal of Materials Processing Technology, 2003, 142: 422~426.
[21] G. Jiang, W. Li, H. Zhuang. Synthesis of Tungsten Carbide Nickel Composites by the Field-activated Combustion Method[J]. Materials Science and Engineering: A, 2003, 354(1~2): 351~357.
[22] D.K. Shetty, I.G. Wright, P.N. Mincer, A.H. Calver, Indentation Fracture of WC-Co Cermets[J]. Journal of Materials Science, 1985, 20(5): 1873~1882.
[23] Y.M. Zhang, J.C. Han, et al. Rapid Prototyping and Combustion Synthesis of TiC/Ni Functionally Gradient Materials[J]. Materials Science and Engineering: A, 2001, 299: 218~224.
[24] J. Mazumder, D. Dutta, N. Kikuchi, A. Ghosh. Closed Loop Direct Metal Deposition: Art to Part[J]. Optics and Lasers in Engineering, 2000, 34:397~414.
[25] X. Wu. A Review of Laser Fabrication of Metallic Engineering Components and of Materials[J]. Materials Science and Technology, 2007, 23:631~640.
[26] D.D. Gu, W. Meiners, K. Wissenbach, R. Poprawe. Laser Additive Manufacturing of Metallic Components: Materials, Processes and Mechanisms[J]. International Materials Reviews, 2012, 57:133~164.
[27] C.P. Paul, P. Ganesh, S.K. Mishra, et al. Investigating Laser Rapid Manufacturing for Inconel-625 Components[J]. Optics and Laser Technology, 2007, 39: 800~805.
[28] A Rangesh, W. O’Neill. The Foundations of a New Approach to Additive Manufacturing: Characteristics of Free Space Metal Deposition[J]. Journal of Materials Processing Technology, 2012, 212: 203~210.
[29] W. UI H. Syed, L. Li. Effects of Wire Feeding Direction and Location in Multiple Layer Diode Laser Direct Metal Deposition[J]. Applied Surface Science, 2005, 248:518~524.
[30] N.I.S. Hussein, J. Segal, D.G. Mccartney, I.R. Pashby. Microstructure Formation in Waspaloy Multilayer Builds Following Direct Metal Deposition with Laser and Wire[J]. Materials Science and Engineering: A, 2008, 497: 260~269.
[31] H. Chen, D.D. Gu, D.H. Dai, et al. Laser Metal Deposition of TiC/Inconel 718 Composites with Tailored Interfacial Microstructures[J]. Optics and Laser Technology, 2013, 54: 98~109.
[32] Z.M. Wang, K. Guan, et al. The Microstructure and Mechanical Properties of Deposited-IN718 by Selective Laser Melting[J]. Journal of Alloys and Compounds, 2012, 513: 518~523.
[33] Y.C. Wang, J. Shi, Y. Wang. Reinforcing Inconel 718 Superalloy By Nano TiC In Selctive Laser Melting[C]. Proceedings of the ASME 2015 International Manufacturing Science and Engineering Conference, Charlotte, North Carolina, USA, June 8~12, 2015. ASME, USA: The American Society of Mechanical Engineers, 2015, 1~8.
[34] D. B. Miracle. Metal Matrix Composites-From Science to Technological Significance[J]. Composites Science and Technology, 2005, 65: 2526~2540.
[35] J.M. Torralba, C.E. Da Costa, F. Velasco. P/M Aluminum Matrix Composites: an Overview[J]. Journal of Materials Processing Technology, 2003, 133: 203~206.
[36] B.L. Zheng, T. Topping, et al. The Influence of Ni-Coated TiC on Laser-deposited IN625 Metal Matrix Composites[J]. Metallurgical and Materials Transactions A, 2010, 41(3): 568~573.
[37] J.F. Zhang, R. Tu, T. Goto. Spark Plasma Sintering of Al2O3-cBN Composites Facilitated By Ni Nanoparticle Precipitation on cBN Powder By Rotary Chemical Vapor Deposition[J]. Journal of the European Ceramic Society, 2011, 31: 2083~2087.
[38] J.F. Zhang, R. Tu, T. Goto. Densification, Microstructure and Mechanical Properties of SiO2-cBN Composites By Spark Plasma Sintering[J]. Ceramic International, 2012, 38: 351~356.
[39] Y. Bilge, M. Hasan. Spark Plasma Sintering of Co-WC Cubic Boron Nitride Composites[J]. Materials Letter, 2009, 63: 1041~1043.
[40] F. Ye, Z.P. Hou, H.J. Zhang, L.M. Liu, Y. Zhou. Spark Plasma Sintering of cBN/Β-SiAlON Composites[J]. Materials Science and Engineering: A, 2010, 527: 4723~4726.
[41] Y. Wang, K. Lei, Y. Ruan, W. Dong. Microstructure and Wear Resistance of c-BN/Ni-Cr-Ti Composites Prepared by Spark Plasma Sintering[J]. International Journal of Refractory Metals and Hard Materials, 2016, 54: 98~103.
[42] F. Sansoz, K.D. Stevenson, et al. Making the Surface of Nanocrystalline Ni on an Si Substrate Ultrasmooth By Direct Electrodeposition[J]. Scripta Materialia, 2008, 59 (1): 103~106.
[43] I. Matsui, S. Ono, et al. Fabrication of Bulk Nanocrystalline Al Electrodeposited From a Dimethylsulfone Bath[J]. Materials Science and Engineering: A, 2012, 550: 363~366.
[44] B.M. Praveen, T.V. Venkatesha. Electrodeposition and Properties of Zn-Ni-CNT Composite Coatings[J]. Journal of Alloys and Compounds, 2009, 482 (1): 53~57.
[45] W.H. Qian, N.S. Qu, et al. Filament-Reinforced Nanocrystalline Ni Composites by Pulse Electroforming[J]. Journal of Alloys and Compounds, 2014, 605: 213~216.
[46] S. Gopagoni, J.Y. Hwang, A.R.P. Singh, et al. Microstructural Evolution in Laser Deposited Nickel-titanium-carbon In Situ Metal Matrix Composites[J]. Journal of Alloys and Compounds, 2011, 509: 1255~1260.
[47] H. Rojacz, A. Zikin, et al. High Temperature Corrosion Studies of Cermet Particle Reinforced Nicrbsi Hardfacings[J]. Surface and Coatings Technology, 2013, 222: 90~96.
[48] A. Contreras, V.H. LPez, E. Bedolla. Mg/TiC Composites Manufactured by Pressureless Melt Infiltration[J]. Scripta Materialia, 2004, 51: 249~253.
[49] A. Rajabi, M.J. Ghazali, J. Syarif, A.R. Daud. Development and Application of Tool Wear: A Review of the Characterization of Tic-Based Cermets with Different Binders[J]. Chemical Engineering Journal, 2014, 255: 445~452.
[50] Q. Qi, Y. Liu, Z.R. Huang. Promising Metal Matrix Composites (Tic/Ni-Cr) for Intermediate Temperature Solid Oxide Fuel Cell (SOFC) Interconnect Applications[J]. Scripta Materialia, 2015, 109: 56~60.
猜你喜歡
建材發展導向(2022年2期)2022-03-08 01:44:04
建材發展導向(2021年14期)2021-08-23 00:56:16
中國材料進展(2019年10期)2019-12-07 05:32:14
纖維復合材料(2018年3期)2018-04-25 07:22:58
電子測試(2017年11期)2017-12-15 08:57:13
山東工業技術(2016年15期)2016-12-01 05:31:34
中國塑料(2015年6期)2015-11-13 03:02:54
中國塑料(2015年11期)2015-10-14 01:14:14
中國塑料(2015年8期)2015-10-14 01:10:41
應用化工(2014年10期)2014-08-16 13:11:29
