直縫埋弧焊管焊縫偏轉測量及控制方法研究
2018-06-27 10:38:32李建偉
現代工業經濟和信息化 2018年6期
關鍵詞:焊縫
李建偉
(中石化石油機械股份有限公司沙市鋼管分公司,湖北 荊州 434001)
引言
穿越工業交通密集地區、河流地段、大落差地段或經過地震區用管以及海底管線等都要求采用直縫埋弧焊鋼管[1]。隨著“新氣外輸”“鄂-安-滄”等一大批油氣管線逐步開建,現場對于鋼管標準日漸抬高。由于原料和設備精度的原因,JCO卷管成型后焊縫位置沿一端向另一端(通常沿管頭向管尾)發生順時針或者逆時針偏轉的現象,稱為直縫埋弧焊管的焊縫偏轉,如圖1。焊縫偏轉量較大時帶來的直接后果是在“預焊接”和“埋弧焊”工序出現管體旋轉帶來“錯邊”“焊偏”等缺陷,在“擴徑”工序出現擴管時頭尾不在一條線上造成擴后“直邊”,影響產品入庫交付和后續管線沿線巡查及保養、檢測成本[2]增加的后果。因此,找到焊縫偏轉發生的原因及解決方法是非常必要的。
1 焊縫偏轉的原因
1.1 原料

圖1 焊縫偏轉示意圖[3]
直縫埋弧焊管的卷管原料為單張矩形鋼板,鋼板訂貨技術協議只能保證名義尺寸的最小矩形,到貨鋼板成品存在對角線超差的現象,如圖2。熱軋鋼板經過控軋控冷的鋼板存在成分起伏[4]和強度起伏[5],特別是在對鋼管進行JCO多步成型過程中,鋼板不同部位強度不同,造成卷制過程中出現軸向錯動(如圖3所示)和焊縫徑向偏轉。

圖2 鋼板對角線差示意圖

圖3 管端軸向錯動
1.2 設備
實際生產中,直縫埋弧焊管焊縫是否偏轉在卷管成型(如下頁圖4)工序后就被固定下來。成型機相關部件進行測繪后發現,成型機上、下模中心線不同心。這樣的偏差帶來鋼板在成型機內卷制時不是均勻卷制,即成型機模具中心線與矩形鋼板的板邊并不是平行關系,如圖5,從而造成卷制后的管坯在合縫后出現焊縫偏轉[6]。
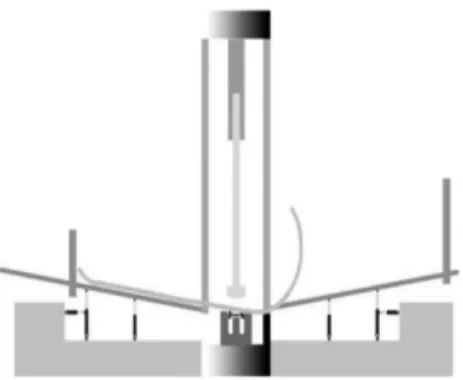
圖4 JCO成型過程示意圖
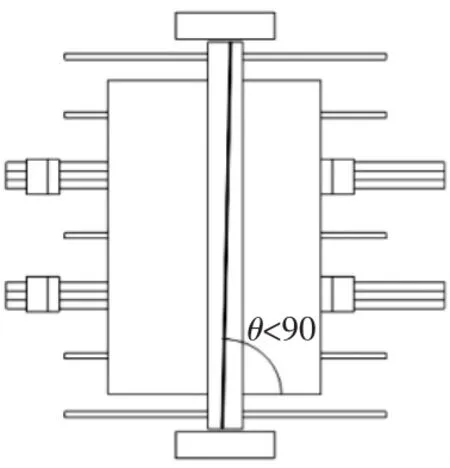
圖5 成型機模具與鋼板角度示意圖
2 測量方法
找到一種適用于直縫埋弧焊管現場焊縫偏轉的科學測量方法,是解決焊縫偏轉問題的前提,以下是幾種測量方法介紹。
2.1 激光跟蹤法
借助固定在一點的激光跟蹤,以管頭焊縫中心點為起始點,運管小車托舉鋼管自管頭向管尾軸向經過激光點,管尾經過激光點發生偏轉的周向距離即為焊縫偏轉量,如圖6所示。激光跟蹤法的優點是可以直觀的對焊縫偏轉進行測量,激光跟蹤法的缺點是受運管小車與軌道的間隙影響,可能誤判,此法不可取。

圖6 激光跟蹤法
2.2 半周長法
將鋼管碼放在臺架上,焊縫大致向上,分別以管頭、管尾的預焊縫中心為基準,懸掛鉛垂線,在管端下方做標記,測量管頭、管尾鉛垂線同一側的焊縫中心到標記處的半周長后進行比較,如圖7所示,根據半周長值測定焊縫偏轉為左偏轉還是右偏轉。此種方法為靜置測量,消除設備對測量結果的影響,并且也不受焊縫是否在正上方的影響,不僅可以定性測定,而且可以對后續的定量調整進行指導,在后續的調整和生產過程中驗證此方法有效。
3 控制焊縫偏轉的方法
受到成型機模具與矩形鋼板間存在成型角度誤差的啟發,借助設備進行反向糾偏。成型機上有進口推板小車和出口推板小車各一個,每個小車包含兩個行走機構。可以借助調整成型機進口、出口不同位置推板小車尾部(如圖8所示)張緊鏈輪,調整推板小車的偏移方向,進而對卷管成型過程中鋼板與模具間的角度進行反向調整,經過多次現場試驗和合縫后測量,證明此方法有效,并且可以根據首檢管生產過程中焊縫偏轉的測定情況(如表1所示),有針對性地調整出適應本批次原料的推板小車位置,最大限度地降低焊縫偏轉。

圖7 半周長法

圖8 推板小車尾部
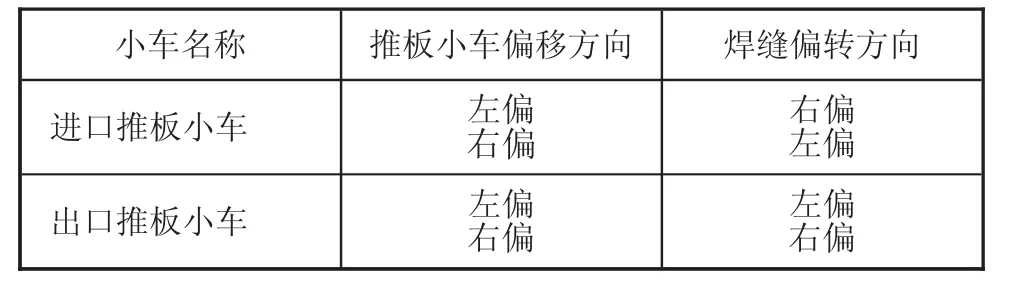
表1 推板小車調整與焊縫偏中方向對照表
4 結語
石油行業的逐漸回暖和國家能源行業的發展帶動了管線建設的長足發展,解決直縫埋弧焊管連續生產過程中的卷管成型工藝問題對于提高效率、縮短工期均具有重要意義。一方面,無法要求原材料達到理想化的強度均一、分布穩定;另一方面,對現場設備的安裝精度和使用過程中的磨損變形要找到與之相應的糾偏方法。本文通過現場試驗和理論分析找到了焊縫偏轉測量和控制的一種方法,希望可以對現場生產起到參考作用。
[1]李宏.直縫埋弧焊鋼管生產線預彎工藝[J].焊管,2006,29(1):13-15.
[2]孫永泰.海底油氣管線超聲波檢測系統設計與應用[J].石油機械,2011,39(4):28-31.
[3]曹國富.電阻焊管焊縫位置的偏轉及調控方法[J].焊管,2016,39(3):61-64.
[4]劉小寧.鋼材屈服與抗拉強度的分布規律和參數研究[J].制造業自動化,2015(17):56-59.
[5]趙培林,孫新軍,湯化勝,等.熱軋高強帶鋼同卷強度波動原因探討及分析[J].鋼鐵,2011,46(8):56-62.
[6]呂立華.金屬塑性變形與軋制原理[M].北京:化學工業出版社,2006.
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
石家莊鐵路職業技術學院學報(2017年4期)2017-05-25 13:26:35
制造業自動化(2017年2期)2017-03-20 14:26:13
設備管理與維修(2015年12期)2015-04-09 06:57:24
機電信息(2015年3期)2015-02-27 15:54:47
機械工程師(2015年9期)2015-02-26 08:38:15
水電站機電技術(2014年4期)2014-10-13 08:30:07