薄壁類殼體零件車加工形狀精度的影響因素分析和控制
2018-06-28 02:23:34龔安華
機電信息 2018年18期
關(guān)鍵詞:變形
龔安華
(羅托克閥門控制技術(shù)(上海)有限公司,上海201108)
0 引言
某型號執(zhí)行器產(chǎn)品的驅(qū)動電機殼體是典型的薄壁殼體類零件,該零件直徑在200 mm以上、機體長度接近400 mm,但壁厚較小,最薄處只有6 mm左右,如圖1所示。由于該零件的形狀位置精度會直接影響到電機的效率、電流、噪音等參數(shù),屬于執(zhí)行器產(chǎn)品的關(guān)鍵部件,所以相關(guān)尺寸的尺寸精度和位置精度均要求較高,使用常規(guī)的車加工工藝,要滿足該零件的尺寸精度和位置精度難度很大。另一方面,由于該型號產(chǎn)品年用量只有幾十套,屬于小批量零星加工的零件,所以從加工的經(jīng)濟性角度來考慮,直接投資高精端設(shè)備和復(fù)雜夾具的可能性較小。基于以上客觀條件,最終確定使用通用的數(shù)控立車配合設(shè)計專用車夾具來完成該新項目零件的加工任務(wù)。
1 薄壁零件車加工變形的分類及特點
在薄壁類殼體零件車加工過程中,通常會因為夾具的夾緊力、工件的剛性、材料內(nèi)應(yīng)力及毛坯的形狀精度等因素影響(有時是單一因素影響,有時是多個因素綜合影響),導(dǎo)致加工后的零件形狀精度不達要求。通常包含以下幾類加工變形:
(1)夾緊力變形。該類變形是指由于夾具夾緊力作用在加工工件上導(dǎo)致的工件變形,即經(jīng)過加工去除材料后,在消除夾緊力后工件重新恢復(fù)形狀的變形,這個變形通常跟夾緊的方式和夾緊力的方向有關(guān),工件變形量隨夾緊力的變化而變化,有比較強的規(guī)律性,圖2所示為一種典型的三爪車夾具形成的夾緊力變形。
(2)材料應(yīng)力變形。由于工件加工余量分布不均勻或內(nèi)部應(yīng)力分布不均勻,經(jīng)過加工去除部分材料后,材料內(nèi)部應(yīng)力重新尋找平衡后會引起零件的宏觀變形。這種類型的變形通常跟毛坯材料的制備精度、成型工藝過程有關(guān),材料組織的均勻性越差,這種變形越大,如鑄件未經(jīng)過均勻化的熱處理工藝或鍛件未經(jīng)過調(diào)質(zhì)處理等。如圖3所示,加工去除的材料不均勻,一邊厚一邊薄,受到材料內(nèi)部應(yīng)力釋放不均勻的影響,工件易出現(xiàn)橢圓的變形誤差。
(3)工件讓刀變形。在工件整體剛性較差或不均勻時,若夾具設(shè)置的減震輔助支點不足,則會導(dǎo)致加工出的工件有相應(yīng)的讓刀變形,該類變形量大小隨切削力大小變化而變化,會隨著切削余量和走刀速度等切削參數(shù)的變化而變化。圖4所示是薄壁類殼體零件車加工時比較常見的一種工件讓刀變形。
2 薄壁零件車加工三種變形因素的識別方法
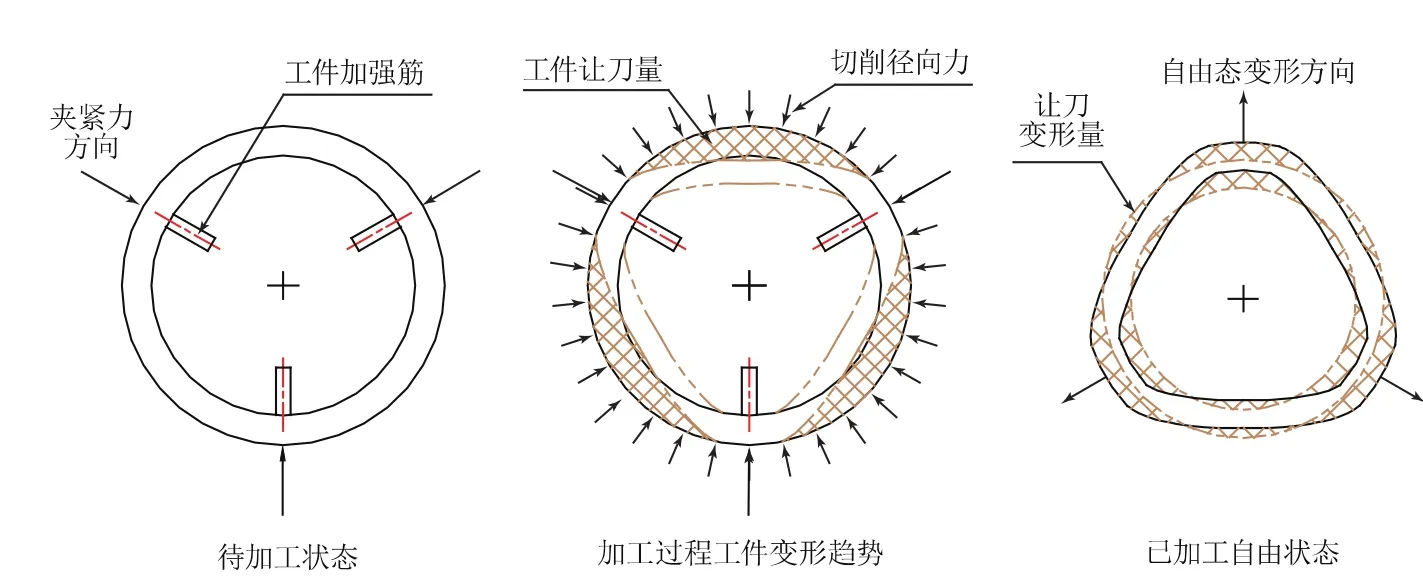
圖4 工件讓刀變形
薄壁零件結(jié)構(gòu)剛性差,加工過程中夾緊力、切削力及工件變形等因素往往是互相作用和影響的,可通過對比打表測量加工后工件所處的不同狀態(tài)來分析和識別這三個因素的影響。首先在工件釋放夾緊力前通過打表測量加工后的形狀精度(圖5),來識別是否存在工件讓刀變形,再打表檢測夾緊力釋放后的形狀精度,兩者對比來識別是否存在夾緊力變形;在將該工件自由狀態(tài)下存放一段時間后再次檢測尺寸形狀精度,對比剛剛卸下時的數(shù)據(jù),來識別材料內(nèi)應(yīng)力釋放導(dǎo)致的變形量影響。
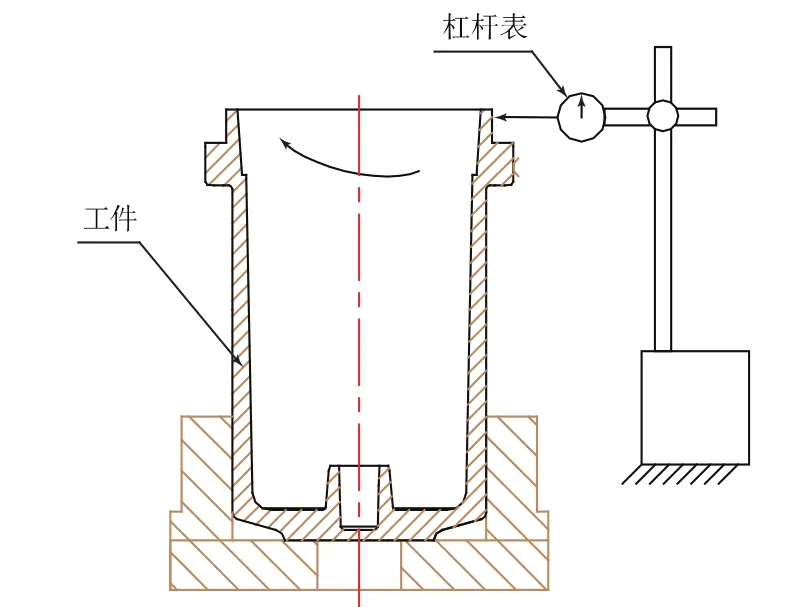
圖5 打表測量工件形狀精度
薄壁零件加工過程中由于夾緊力、切削力的相互作用會形成振動,不僅會影響加工面的尺寸和形狀精度,還會降低加工表面粗糙度。因此,加工該類零件時,針對零件的結(jié)構(gòu)特點設(shè)計專用夾具,編排合理的加工工藝順序,選擇合理的刀具、切削參數(shù)及冷卻液,控制好加工環(huán)境的溫度波動和工件的溫度變化,都成為保證該類工件加工精度必不可少的關(guān)鍵環(huán)節(jié)。
3 研究對象零件
本文研究對象是一種典型的薄壁殼體類零件,該零件的直徑在200 mm以上、機體長度接近400 mm,但壁厚較小,最薄處只有6 mm左右(圖1)。該殼體直徑與壁厚比為30以上,其中口部止口壁厚最薄,直徑壁厚比達到38左右。該零件材料選用的是有色金屬ZL101A鑄造鋁合金,化學(xué)成分如表1所示,熱處理狀態(tài)為T6,性能參數(shù)如表2所示。

表1 鋁合金ZL101A化學(xué)成分(wt%)

表2 ZL101A鋁合金T6處理后的機械性能
4 加工工藝方案討論
4.1 工藝路線分析
該零件鑄件毛坯是使用金屬型重力澆注獲得的,綜合考慮到零件的形狀結(jié)構(gòu)、材料性能、毛坯工藝特性、零件尺寸和位置精度要求等特點,最終確定使用當(dāng)前車間已有的一臺500型國產(chǎn)某品牌數(shù)控立式車床來完成車削加工,具體工藝路線如下:鑄造毛坯→T6熱處理→預(yù)備工序加工→粗車加工→釋放應(yīng)力時效→精車→鉆安裝孔→清理毛刺。
4.2 環(huán)境溫度因素分析
考慮到該零件所使用的鋁合金材料熱膨脹系數(shù)較大,大約是普通鋼材的兩倍,工件溫度每變化2.5℃,工件的大外徑直徑就會變化0.01 mm,所以加工過程中環(huán)境溫度和工件溫度都是需要考慮的關(guān)鍵因數(shù)。鑒于加工車間暫時沒有恒溫加工的條件,加上該零件的產(chǎn)量需求較小,每年生產(chǎn)一個批次就可以滿足當(dāng)年的市場需求,所以經(jīng)過與加工車間協(xié)商確認(rèn),最終確定了每年3—4月份或10—11月份加工一個批次,這段時間基本可以滿足該零件加工的環(huán)境溫度要求,加工車間環(huán)境溫度在20℃上下。
4.3 車加工夾具設(shè)計及裝夾分析
由于該零件的最大旋轉(zhuǎn)直徑達到了270 mm,長度接近400 mm,在設(shè)計夾具時,需考慮裝夾部位夾緊力過大會導(dǎo)致工件變形的問題,或夾緊力過松會導(dǎo)致加工過程中工件松動撞刀造成工件報廢甚至是刀具和設(shè)備損壞。所以,在經(jīng)過兩輪樣品試制改進后,最終確定的夾具方案是:使用三爪軟爪夾持工件底部50 mm左右的部位,輔以頂部三點活動輔助支撐(圖6)。該夾具方案有效平衡了夾緊力過小易松動與夾緊力過大工件易變形的矛盾。

圖6 夾具方案1—車床工作臺 2—軟爪三爪卡盤 3—工件 4—輔助支點(三處)
由于該鑄件是金屬型澆注的,外形輪廓尺寸一致性良好,可使用鑄件外形裝夾定位,分粗精車兩道工序完成,粗車時預(yù)留單邊0.4~0.5 mm精車加工余量,粗車后在常溫環(huán)境中放置24 h,讓材料內(nèi)部的應(yīng)力充分釋放平衡后,再使用相同的夾具二次裝夾做精車加工。精車加工前使用百分表打表,確認(rèn)工件中心重復(fù)定位精度小于0.1 mm偏差值后再做精車加工。
4.4 刀具參數(shù)分析和選擇
刀具選擇時通常需要考慮被加工工件的結(jié)構(gòu)特點、材料性能、加工余量的大小及均勻性、是否是斷續(xù)切削、加工的批次批量大小、加工設(shè)備條件等眾多因素來選擇合適的刀具。
由于本工件材料為T6熱處理鑄造鋁合金材料ZL101A,硬度值在HB80左右,彈性模量較小,材料組織硬度均勻且為連續(xù)切削,所以選擇刀具時更多的是考慮刀具的幾何參數(shù),需要選擇前后角較大的,有利于降低切削力的刀具,以減少工件變形。最終確定粗車加工的刀具參數(shù)是前角15°~20°,后角7°~11°,刀尖圓弧半徑R0.8;精車加工的刀具幾何參數(shù)是前角20°~25°,后角11°~15°,刀尖圓弧半徑R0.2~0.4。鑒于本工件每批次的加工批量較小,刀具材料就選用常規(guī)的YG8硬質(zhì)合金;為了提高對刀的效率,選擇機夾快換刀片。
4.5 切削參數(shù)制定
4.5.1 粗車加工切削參數(shù)
本工件粗加工的單邊加工余量在3 mm左右,分兩次進給完成。第一次進給的切削深度ap=1.8 mm,進給量f=0.25 mm/r,主軸轉(zhuǎn)速200 r/min;第二次進給的切削深度ap=1.2 mm,進給量f=0.3 mm/r,主軸轉(zhuǎn)速250 r/min。
4.5.2 精車加工切削參數(shù)
本工件精車單邊加工余量0.30~0.40 mm,分兩次進給完成。第一次進給的切削深度ap=0.2~0.25 mm,進給量f=0.20 mm/r,主軸轉(zhuǎn)速250 r/min;第二次進給的切削深度ap=0.1 mm,進給量f=0.15 mm/r,主軸轉(zhuǎn)速300 r/min。
5 加工結(jié)果
根據(jù)以上影響因素分析和制定的工藝措施,經(jīng)現(xiàn)場加工實踐確認(rèn)獲得了良好的加工效果,第一批30件電機蓋零件順利完成加工,零件的定位大止口直徑和定子安裝孔徑的圓度誤差均能控制在0.010~0.015 mm之間,并最終在20℃檢驗室恒溫放置24 h后用三坐標(biāo)檢測確認(rèn)尺寸和圓度都達到了圖紙設(shè)計要求。
6 結(jié)語
對于薄壁類殼體零件的車加工容易變形的難點問題,可以通過粗精加工分開的加工工藝順序來減少材料內(nèi)部應(yīng)力的影響,降低應(yīng)力變形;在夾具設(shè)計時既需要充分地避開工件剛性較差的部位和方向來減少夾緊變形問題;還需要盡可能多地增加輔助支撐點來增加工件加工過程中的剛性,以避免工件讓刀變形;選擇相對鋒利的刀具參數(shù)及合適的切削參數(shù)降低精車過程中的切削力,從而獲得良好的加工精度效果。
[1]楊叔子.機械加工工藝師手冊[M].北京:機械工業(yè)出版社,2001.
[2]王文仲,竇鑫紅,王薇,等.超硬鋁高精度大直徑薄壁殼體加工工藝[J].金屬加工(冷加工),2015(4):20-22.
[3]廖劍斌,蘇茜.分析薄壁零件數(shù)控加工工藝質(zhì)量改進方法[J].科技創(chuàng)新與應(yīng)用,2017(6):133-134.
[4]閆吉玲,段瑞永.數(shù)控車床上加工薄壁零件的工藝及參數(shù)選擇[J].機械工程師,2012(1):53-54.
猜你喜歡
智慧少年·故事叮當(dāng)(2020年10期)2020-11-06 06:19:00
中華詩詞(2020年1期)2020-09-21 09:24:52
河北理科教學(xué)研究(2020年1期)2020-07-24 08:14:34
作文成功之路·小學(xué)版(2020年11期)2020-02-01 06:26:58
作文周刊·小學(xué)二年級版(2018年29期)2018-11-26 11:20:28
小學(xué)生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
童話世界(2018年14期)2018-05-29 00:48:08
數(shù)學(xué)小靈通·3-4年級(2017年10期)2017-11-08 08:42:59
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2017年11期)2017-04-23 07:18:00
數(shù)學(xué)大王·中高年級(2016年12期)2016-12-26 21:37:36
