航空發動機公差分析及分配方法研究
2018-06-28 02:23:36李敏
機電信息 2018年18期
李 敏
(中國航發商用航空發動機有限責任公司,上海201108)
0 引言
目前國內航空發動機的公差設計與分析依然基于傳統的方法,以一/二維尺寸鏈為主,分析對象僅限于尺寸和位置公差,且各零件的公差類型與公差值的確定和裝配公差分析仍然采用手工方式,主要取決于設計人員的相關知識和經驗,裝配質量難以得到保證,也難以滿足航空發動機的發展要求。
隨著形位公差的日益推廣和應用,以及產品功能要求的不斷提升和擴展,公差分析技術,尤其是三維偏差分析技術,在過去20年間已得到了極大的發展。公差表達模型的發展,從無到有,從簡單到復雜。矢量化和幾何化的特征變動描述,準確地體現了公差本身的意義。為提高航空發動機產品設計與制造質量、縮短研發周期和降低開發成本,GE、西門子、阿爾斯通、羅羅
等公司高度重視幾何尺寸公差設計和裝配精度控制,相關專業部門均成立尺寸工程師團隊協調負責,投入大量人力財力建設其試驗數據庫[1]。且各大OEM自行編制了大量航空發動機產品型號的幾何形位公差技術規范標準,已成為各公司獨自占有或專利壟斷的商業秘密。
近些年來,各種各樣的計算機輔助偏差分析軟件已經廣泛應用于航空、汽車和電子等各個行業,也推動了各個行業設計和制造技術的快速發展。目前來說,應用較為廣泛的軟件主要包括VSA、CETOL和3DCS,其計算原理均為基于蒙特卡羅方法仿真[2],可以區分和量化以往被忽略的形位公差,如方向和形狀公差,在得到精確結果的同時,也方便了公差優化分配。本文主要介紹使用西門子公司的偏差分析軟件VSA對發動機結構開展公差分析和分配[3]。
1 航空發動機典型連接結構
航空發動機結構特征明顯,剛性大,且多為回轉體結構。轉子/靜子間采用止口定心,螺栓連接,常見結構方案如圖1所示。
航空發動機中典型零件為機匣、盤和鼓,裝配過程就是機匣、盤和鼓的堆疊,如圖2所示。
對于典型零件A,通常情況下,主基準一般設置為前安裝邊上面積最大的平面,即圖中的基準面A,并設置A面的平面度;第二基準通常為前安裝邊上面積較小的圓柱面,即圖中的基準面B,并設置B面相對于A面的垂直度。對于后安裝邊,通常設置平面相對于主基準面和第二基準的跳動或平行度;同時,設置圓柱面相對于主基準和第二基準的跳動,典型零件B則采取相同原則。

圖1 常見的航空發動機轉靜子連接方案

圖2 回轉結構公差設置
2 公差分析及分配
航空發動機公差分析及分配研究,使得在概念設計階段就能綜合考慮后續加工制造及裝配質量問題,為發動機零組件公差設計提供輸入,避免人為憑經驗判斷。
通過尺寸分析軟件VSA開展裝配偏差仿真,分析各部件接口尺寸和形位公差對最終產品幾何精度的敏感度及貢獻率,結合加工、裝配、測量工藝分析,對發動機的設計公差、定位基準等進行優化,建立尺寸和形位公差分析及分配優化方案,最終提煉出航空發動機公差分析及分配流程,如圖3所示。
2.1 關鍵尺寸控制要求及要素確定
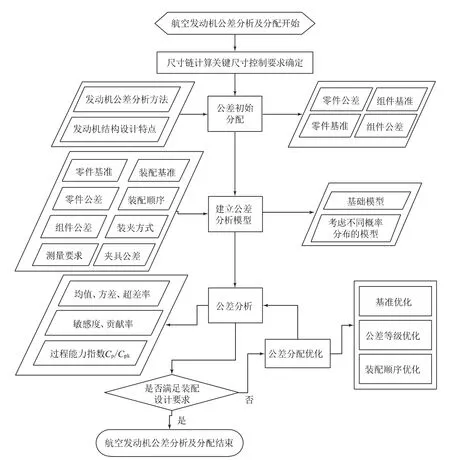
圖3 航空發動機公差分析及分配流程
確定關鍵尺寸控制要素及要求,以明確公差分析對象,為計算設定分析目標。通過翻閱OEM維修手冊及調研目前在研發動機尺寸控制需求,整機級尺寸控制主要包括:
(1)轉靜子間隙測量要求;
(2)封嚴間隙測量要求;
(3)軸向間隙測量要求;
(4)同軸度測量要求;
(5)軸承裝配參數測量要求;
(6)安裝檢測要求。
以安裝檢測要求為例,高壓轉子同軸度檢測,CFM56-3測量篦齒盤盤心跳動量,要求跳動量不大于0.038mm(0.0015inch);GE90跳動值不大于0.05 mm,如果超差,需將高壓渦輪轉子重新裝配到高壓壓氣機上。
2.2 公差初始分配
航空發動機公差初始分配通常可采用極值法、統計法、蒙特卡洛法等。與傳統的極值法和統計法相比,蒙特卡洛法在解決三維尺寸設計方面具有一定的優越性。該法在進行公差分析時,把求解封閉環尺寸及其公差的問題,當作求一個隨機變量的統計量的問題來處理。
由于尺寸鏈中各組成環的尺寸是在產品零件加工過程中得到的,其數值是在其公差范圍內并符合一定分布規律的隨機變量。尺寸鏈方程決定的封閉環尺寸,則是一組組成環尺寸的隨機變量的函數,所以它也是一個隨機變量。
因此,封閉環尺寸及其公差的確定,完全可以采用隨機模擬和統計試驗的方法,在一定條件下,用這種方法得到的結果比較符合實際情況[3]。
2.3 建立公差分析模型
使用VSA軟件建立整機公差分析模型。首先使用CAD軟件進行實體建模,將零件實體模型轉換成*.jt格式文件,其包含了與公差分析有關的全部GD&T信息,然后將*.jt文件導入VSA軟件,在VSA軟件中設置的參數包括圖紙參數輸入及裝配工藝輸入[4]。
前者主要包括零件基準、零件公差、組件公差及測量要求,即可參考圖2的公差設置方法定義初始公差分配結果。后者主要包括裝配基準、裝配順序、裝夾方式及夾具公差,以圖4的高壓渦輪轉子部件為例,輸入要素包括測量基準A1、左邊測量端、裝配順序(從右往左)、虛擬夾具以及引入的夾具公差。
依據航空發動機整機結構特點及裝配性要求,輸入相應參數,建立整機三維公差分析模型,模型示意圖如圖5所示。
2.4 公差分析
VSA軟件可采用多種形式的表格和圖形來輸出公差分析的結果,例如均值、方差、合格率、敏感度和貢獻度等信息,圖6所示分別為軟件計算后得到的統計直方圖和各組成環的貢獻率、敏感度列表。
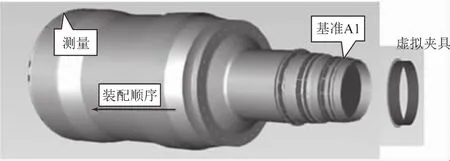
圖4 裝配工藝輸入
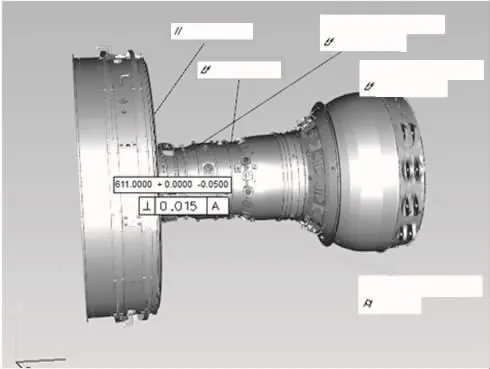
圖5 整機公差分析模型示意圖
直方圖用于判斷合格率是否滿足要求,因VSA軟件采用隨機抽樣的蒙特卡洛原理,存在所有公差都為極值的惡劣情況且軟件中未有考慮形位公差的周向分布和相位信息等,通常航空發動機產品要求合格率≥70%。
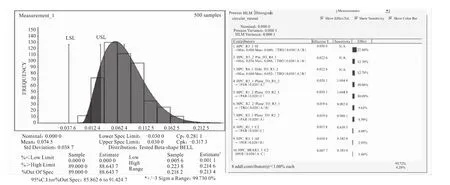
圖6 VSA軟件輸出的公差分析結果
根據敏感度和貢獻率信息可完善公差分配,優化敏感度/貢獻率較高的零件公差。通常重要件的公差等級選取5~6級,其他可選取7~8級;對于盤/軸類的幾何形位公差加工精度要求較高,通常取端面平面度為0.02~0.04 mm,柱面相對于端面垂直度為0.01~0.03 mm,后端面相對于前基準的跳動要求為0.02~0.05 mm。
通過逐步調整各組成環的零組件公差及相應的VSA仿真,反復迭代,在滿足合格率基礎上可實現公差的優化分配[5]。
2.5 公差分配優化
因公差分析及分配結果受裝配基準、測量基準、零組件精度等級、裝配順序等影響,以下對上述因素的優化原則加以細述:
(1)裝配基準優化:整機裝配基準應與設計基準相一致,以利于在裝配過程中保證轉靜子軸向、徑向間隙;整機裝配基準應具有足夠的剛性且為轉、靜子軸向尺寸控制的基準點。針對雙轉子航空發動機,為便于整機裝配,裝配基準通常設置在發動機主承力框架上。同時,整機裝配基準也應遵循零件基準設計原則,選擇端面作為裝配的第一基準,裝配過程中首先保證止口端面間的接觸,保證止口端面的剛度,避免因為定位基準變形而造成定位失效。
(2)測量基準優化:調整測量基準的目標是達到基準一致性,測量基準應當同設計基準、裝配基準盡量保持一致,防止基準變換引入不必要的誤差。
(3)精度等級優化:應綜合考慮零件加工成本與產品合格率,其設計過程可以采用以上步驟作為零件公差等級初始設計與驗證的方法,該方法對零件公差初始設計具有一定的指導意義[6]。
(4)零組件精度等級優化:對于零組件公差精度等級設計,應綜合考慮零件加工成本與產品合格率,以VSA軟件輸出的敏感度和貢獻率為參考來確保某些關鍵位置的公差要求和功能需求。
(5)裝配順序優化:裝配順序也是影響裝配質量的重要因素之一,在航空發動機的實際裝配過程中,一般是零件先組裝成組/部件,部件合格后再組裝成整個單元體直至整機。因此,在進行VSA仿真計算時需要結合實際的裝配過程,將公差分析模型分解成組/部件級來進行分析。
3 結語
通過三維偏差分析技術,建立航空發動機尺寸與形位公差分析模型,可為公差設計及分配提供可量化的輸入,避免人為憑經驗判斷、設計/加工/裝配的反復迭代,可在概念設計階段綜合考慮尺寸/形位公差、設計基準、裝配基準、裝配順序、裝配精度等對最終裝配結果的影響,使得在概念設計階段就能考慮和解決后續的制造質量問題,對設計和工藝進行優化。
[1]LIN E E,ZHANG H C.Theoretical Tolerance Stackup Analysis Based on Tolerance Zone Analysis[J].International Journal of Advanced Manufacturing Technology,2001,17(4):257-262.
[2]王晶,石宏,黃笑飛,等.基于蒙特卡羅模擬法的航空發動機裝配公差分析[J].沈陽航空工業學院學報,2010,27(4):8-11.
[3]張博,霍楓,張清,等.一種基于Vis Mockup的尺寸偏差分析方法[C]//第十五屆中國科學技術協會學會第13分會場:航空發動機設計、制造與應用技術研討會論文集,2013.
[4]單福平.航空發動機轉子結構的裝配偏差建模分析與工藝優化[D].上海:上海交通大學,2015.
[5]朱彬,于乃江,孟祥海,等.航空發動機裝配尺寸鏈公差設計方法研究[J].測試技術學報,2015,29(2):177-184.
[6]楊穎,汪勁松,郁鼎文,等.制造系統中的公差與成本[J].制造技術與機床,1999(5):13-14.
猜你喜歡
房地產導刊(2022年5期)2022-06-01 06:20:14
建材發展導向(2021年12期)2021-07-22 08:06:48
建材發展導向(2021年7期)2021-07-16 07:07:52
中學生數理化(高中版.高二數學)(2021年12期)2021-04-26 07:43:48
鐵道通信信號(2020年9期)2020-02-06 09:15:22
民用飛機設計與研究(2019年2期)2019-08-05 01:33:40
數學大王·趣味邏輯(2019年5期)2019-06-13 20:27:43
小學科學(學生版)(2019年5期)2019-05-21 01:00:18
經濟技術協作信息(2018年30期)2018-11-22 06:20:24
汽車與新動力(2015年1期)2015-02-27 12:11:01
