鋼筋套筒擠壓連接自動送料機的設計
2018-06-28 02:23:40張嘉鈺牛虎利
機電信息 2018年18期
田 磊 張嘉鈺 牛虎利
(河北科技大學機械工程學院,河北石家莊050018)
0 引言
隨著我國建筑業的快速發展,鋼筋混凝土結構在建筑施工中被廣泛應用,鋼筋連接技術已經成為結構設計和建筑施工的關鍵技術之一。鋼筋機械連接的方式有三種:套筒擠壓連接、錐螺紋連接、直螺紋連接。20世紀90年代初期,套筒擠壓連接技術得到推廣并應用在國內大型工程中,如三峽工程、核電站工程、電視塔工程等[1]。套筒擠壓連接是將鋼筋的一端裝進套筒,利用液壓擠壓機擠壓套筒,使套筒產生塑性變形與帶肋鋼筋咬合在一起。企業中采用的鋼筋連接方法是:套筒的一端通過擠壓與鋼筋連接,另一端通過直螺紋與鋼筋連接。
本文是針對鋼筋套筒擠壓連接這部分設計的自動送料機。在鋼筋與套筒擠壓之前,需要先把鋼筋一頭與套筒裝配起來,鋼筋與套筒裝配示意圖如圖1所示,都是人工將鋼筋穿到套筒內,然后再放到擠壓機上擠壓鋼筋套筒。整個過程完全手工操作,費工費時,勞動量大,嚴重影響了生產效率。因此,設計了一款鋼筋套筒擠壓連接自動送料機。

圖1 鋼筋與套筒裝配示意圖
1 機械結構總體設計
結構設計遵循易操作、易維護的原則。該設備由機架、輸送機構、翻轉機構、套筒倉、夾緊套筒機構、卸料機構等組成,如圖2所示。
自動送料機工作過程如下:
(1)系統得電工作,電機通過鏈輪帶動鏈條,由鏈條帶動散開的鋼筋向前端移動,鋼筋到達翻轉機構位置時停止,進行下一個機械動作。
(2)啟動翻轉氣缸,翻轉機構氣缸控制撥料器將鋼筋翻轉到傳送輥上。
(3)夾緊套筒機構中的V型機械手夾緊套筒。
(4)傳送輥上的鋼筋穿到套筒上。
(5)V型機械手松開套筒,鋼筋與套筒一起向前運動到擠壓機完成擠壓。
(6)擠壓好的鋼筋套筒連接頭通過卸料機構完成卸料,進入下一個工作周期。
2 關鍵部件設計
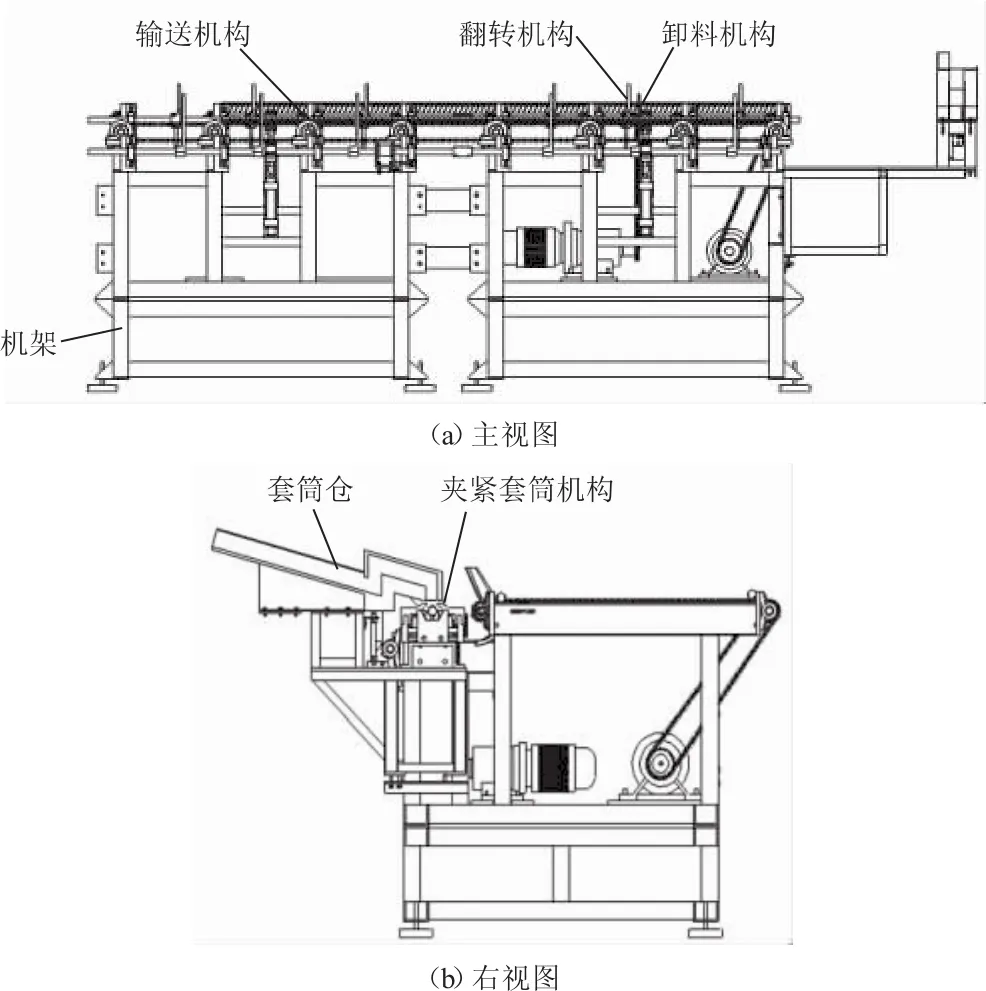
圖2 機械結構圖
(1)翻轉機構由氣缸、翻轉軸,撥料器組成。翻轉機構的主要作用是將鋼筋一根一根地翻轉到輥輪上,然后鋼筋跟隨輥輪進入下一個工序。翻轉機構設計的關鍵是保證每次翻轉一根鋼筋,此翻轉機構中的撥料器的設計保證了每次翻轉一根鋼筋。選用兩組亞德客氣缸,翻轉鋼筋長度為5 m,直徑為40 mm。翻轉機構裝配圖如圖3所示。

圖3 翻轉機構裝配圖
(2)夾緊套筒機構由寬型氣爪、接料槽、V型塊、支撐座組成。夾緊套筒機構工作過程如下:套筒從套筒倉落入接料槽,然后啟動寬型氣爪,寬型氣爪帶動V型塊夾緊套筒。寬型氣爪型號MHL2-16D,夾緊力45 N。夾持部分設計成V型,能更可靠地夾緊套筒。夾緊套筒機構裝配圖如圖4所示。
3 氣動控制系統設計
通過分析送料機的機械結構和工作原理,設計了氣動控制系統。氣動控制回路如圖5所示,由氣源、氣動三聯件、電磁閥、單向節流閥、氣缸組成[2]。氣缸的換向由二位五通電磁換向閥控制,為保證翻轉機構和卸料機構平穩運行,氣缸回路采用單向節流閥來控制翻轉豎直氣缸和卸料豎直氣缸的伸縮速度[3]。
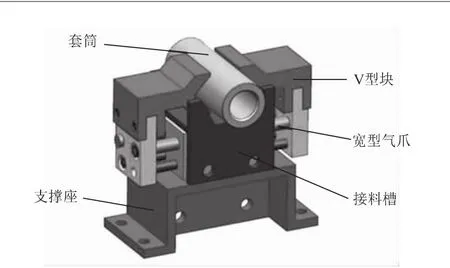
圖4 夾緊套筒機構裝配圖

圖5 氣動控制回路圖1—分水濾水器 2—減壓閥 3—油霧器 4—二位五通換向閥 5—翻轉豎直氣缸6—卸料豎直氣缸 7—夾緊套筒氣缸(寬型氣爪) 8—套筒上料氣缸 9—單向節流閥
4 結語
本設計機械結構布局緊湊,氣動方案合理有效。設計出的自動送料機已經應用于企業的實際生產,解決了鋼筋套筒擠壓生產中鋼筋和套筒的自動送料問題,降低了操作人員的勞動強度,提高了生產效率,具有較高的實際應用價值。
[1]蔡紅波,杜運站.鋼筋機械連接技術現狀及發展趨勢[J].黑龍江科技信息,2009(13):281,276.
[2]路甬祥.液壓氣動技術手冊[M].北京:機械工業出版社,2002:1-3.
[3]羅庚興,寧玉珊.氣動安裝機械手的PLC控制[J].制造業自動化,2011,33(1):82-84.
猜你喜歡
電腦報(2020年35期)2020-09-17 13:25:53
現代裝飾(2020年7期)2020-07-27 01:27:42
當代工人(2020年8期)2020-05-25 09:07:38
流行色(2020年1期)2020-04-28 11:16:38
電腦報(2019年40期)2019-09-10 07:22:44
藝術啟蒙(2018年7期)2018-08-23 09:14:18
小溪流(畫刊)(2017年12期)2018-01-10 16:07:29
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
科技知識動漫(2016年8期)2016-07-29 20:40:09
