齒科用鈦合金粉末粒度對激光選區熔化工藝適用性研究
2018-07-02 08:40:02劉睿誠鄒善方吳利蘋曾益偉
鈦工業進展 2018年2期
劉睿誠,鄒善方,吳利蘋,曾益偉,王 強
(成都優材科技有限公司,四川 成都 610093)
0 引 言
激光選區熔化(Selective laser melting,SLM)是一種基于激光熔化金屬粉末的增材制造技術,能直接制造冶金結合、組織致密、力學性能良好、精度高的金屬零部件,廣泛應用于航空航天、醫療、汽車等領域[1-3]。隨著現代計算機水平的不斷提高,SLM成形技術在模型建立、三維重構、掃描規劃等方面越來越成熟,在醫學領域的應用優勢逐漸體現,特別是在口腔醫療領域中取得了較大程度的臨床應用[4]。中山大學李小宇等[5]研究對比了SLM加工和鑄造鈷鉻合金的耐蝕性及力學穩定性,發現SLM加工的鈷鉻合金較鑄造合金耐蝕性更優且兩者穩定性相當。相關醫院和重點實驗室[6-8]對SLM工藝和鑄造工藝加工的鈷鉻合金的金瓷結合強度進行分析對比,發現SLM技術制備的鈷鉻合金金瓷結合強度優于傳統鑄造工藝。西安軍事口腔醫學國家重點實驗室的研究人員[9]研究了SLM技術制作可摘局部義齒支架的可行性,結果表明該技術可行。
鈦合金具有良好的生物力學性能、生物相容性和耐蝕性,是當前最具吸引力的醫用金屬材料之一[10-11]。同時,鈦合金還具有對磁共振成像(MRI)無磁場干擾、在口腔內無異味、導熱率低、不易刺激牙神經等優點,在口腔領域展現了良好的臨床應用效果。傳統的鈦合金加工工藝流程較為復雜且個性化加工困難,SLM技術為口腔用鈦合金的加工提供了新的思路,可制作更復雜的結構,同時也為個性化醫療提供了契機。
影響SLM技術發展的關鍵因素主要是成形設備、控制軟件和成形材料,其中成形材料對成形質量的影響尤為重要,可導致成形件的致密度、表面質量和尺寸精度等無法滿足要求,甚至無法順利成形[12]。具體而言,SLM技術對粉末材料有組分、粒徑分布和流動性等幾個方面的要求。其中,粉末粒度范圍(PSD)對SLM工藝成形質量的影響尤其關鍵。開展適用于SLM成形工藝的粉末粒度范圍的研究可以有效地解決加工工藝中材料的問題。為此本研究通過對粉末進行篩分,開展粒度范圍對SLM成形性能的影響研究,為SLM工藝穩定化加工提供有力的支持。
1 實 驗
1.1 實驗材料
實驗采用等離子霧化技術生產的Ti-6Al-4V合金粉末,其純度高,氧含量低,化學成分如表1所示。
表1 Ti-6Al-4V合金粉末化學成分(w/%)

Table 1 Chemical composition of Ti-6Al-4V alloy powders
圖1為原材料Ti-6Al-4V合金粉末的SEM照片。從圖中可以看出,原材料粉末的球形度極高,顆粒表面光滑,無明顯缺陷,粉末沒有團聚且衛星球數量較少,從而從原材料端規避了衛星球、球形度等因素對SLM成形效果的影響。采用100目(150 μm)、140目(106 μm)、270目(53 μm)、800目(15 μm)的篩網對Ti-6Al-4V合金粉末進行分級篩選,得到106~150 μm(A組)、53~106 μm(B組)、15~53 μm(C組)、0~15 μm(D組)4組不同粒度范圍的鈦合金粉末。
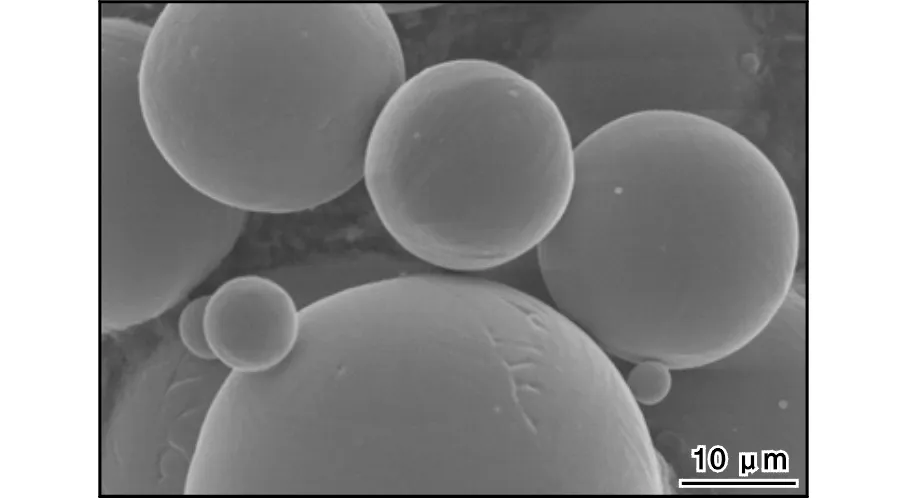
圖1 原材料粉末的SEM照片Fig.1 SEM morphology of the raw material powders
1.2 粉末粒度及霍爾流速測試
篩網目數只能大致表征粉末的粒度范圍,因此對粉末進行粒度分析,采用BT-9300S激光粒度分析儀對分級后的粉末進行粒度測試,通過D10和D90的值來準確說明粉末的粒度分布。
采用BT-200霍爾流速計測量不同粒度范圍粉末的流速,并對流速進行分析對比,以此來評價粉末的流動性。
1.3 激光成形
采用成都優材科技有限公司激光3D打印中心的EOS M280設備對不同粒度范圍的鈦合金粉末進行加工。為了控制成形過程中的工藝變量,采用了優化后的鈦合金加工參數:激光功率 320 W,掃描速度 1 400 mm/s,掃描間距 0.14 mm,層厚 0.03 mm,光斑補償值 0.11 mm。
1.4 力學性能測試及形貌觀察
采用萬能材料試驗機分別對SLM工藝成形的拉伸件和鑄造Ti-6Al-4V合金拉伸件進行力學性能測試。采用萊卡體視顯微鏡對SLM成形件的表面及截面形貌進行觀察。
2 結果與分析
2.1 粉末粒度
通過對A、B、C、D組鈦合金粉末樣品進行粒度測試,得到每個粒度范圍粉末的D10和D90值,結果見表2。
表2不同粒度范圍的粉末D10和D90值(μm)
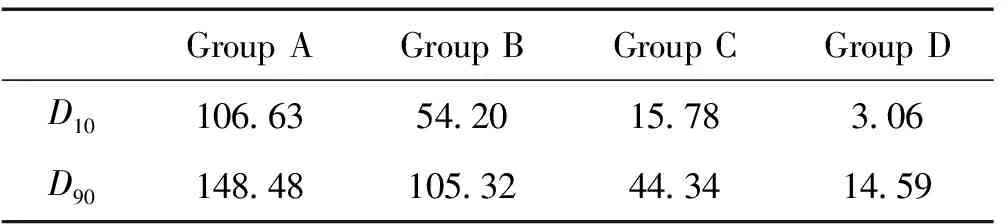
Table 2 D10 and D90 of powders with different PSD
從表中可以看出,通過粉末分級,所得到的粒度范圍端值D10、D90都在該粒度范圍內,說明通過不同目數的篩網進行篩分,實現了粉末的精確分級。
2.2 粉末流動性
采用霍爾流速計測試A、B、C、D組粉末的流動速度,結果見表3。
表3不同粒度范圍粉末的流速(s/50 g)

Table 3 Flow rate of powders with different PSD
從表3可以看出,A、B、C組粉末均有較好的流動性,且相差不是很大,都可以滿足SLM成形對鋪粉的要求。而D組粉末無法從霍爾流速計中的漏斗中流出,無法測出流速,說明D組粉末的流動性很差,不適合用SLM工藝成形。
2.3 成形質量分析
將A、B、C、D組粉末分別放入EOS M280金屬粉末成形設備中進行SLM成形,其中D組粉末流動性較差,鋪粉時粘粉現象嚴重,粉層不均勻,無法順利成形。圖2為A、B、C 3組粉末成形件的表面形貌照片。
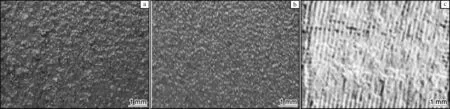
圖2 不同粒度范圍的粉末成形件表面形貌照片Fig.2 Surface morphologies of powders with different PSD: (a)group A;(b)group B;(c)group C
從圖2可以看出,A組和B組粉末成形件的表面呈現散沙狀,分布有很多細沙狀的顆粒,粗糙不平;C組粉末成形件表面由連續熔道搭接而成,有金屬光澤。
圖3為不同粒度范圍粉末的成形熔道圖片。從圖3a、3b中可以看出,A組和B組粉末成形時,均沒有被完全熔化,表面出現凹凸不平的燒結態,沒有連續的熔道,部分被熔化的粉末由于對固態基體的潤濕性不好,因此球化現象比較嚴重。說明粒度范圍為53~150 μm的粉末成形性較差。這是因為SLM工藝成形過程中,激光掃描時會造成比較大的溫度梯度,熔池中心溫度高達3 000 K,以熔池為中心半徑40 μm之外,溫度又迅速降到500~1 000 K。如果粉末直徑較大,距離熔池較遠的區域粉末無法完全熔化,部分被熔化的粉末對固態基體的潤濕性不好,由于表面能的影響,會發生球化,未與基體粘結在一起,造成熔道的不連續;未熔化的粉末會粘結在熔道上,形成一個個小突起,引起該層的粗糙度增加,在下一層鋪粉時,這些小突起會造成彈粉現象,小突起的相鄰區域無法鋪上粉末,這些凸起層層累積,造成表面粗糙度急劇增加,最終導致鋪粉無法進行,成形失敗。
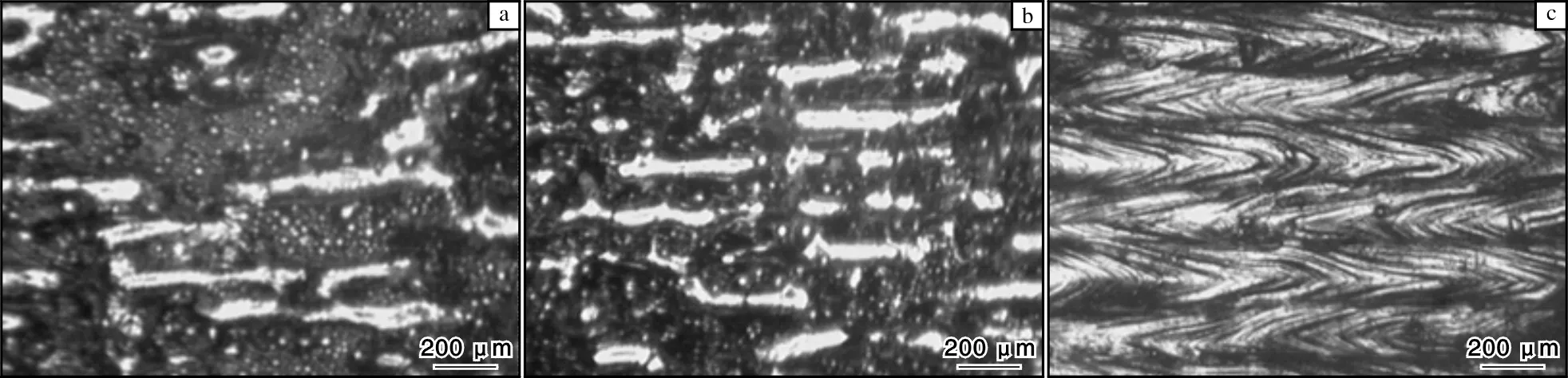
圖3 不同粒度范圍粉末的成形熔道圖片Fig.3 Cladding of powders with different PSD: (a)group A;(b)group B;(c)group C
從圖3c可以看出,C組粉末的成形熔道連續平滑,搭接良好,熔道邊緣沒有粉末粘附,也無其他任何缺陷,因此該組粉末熔化效果良好,成形質量較高。說明粒度范圍為15~53 μm粉末具有良好的成形性。
圖4為C組粉末成形件橫截面磨光后的光學照片。從圖4可以看出,成形件內部沒有明顯缺陷,孔洞非常少,且孔洞尺寸<50 μm。

圖4 C組粉末成形件橫截面光學照片Fig.4 Optical photograph of cross section for component processed by group C powders
2.4 成形件力學性能
采用C組粉末成形標準拉伸件,進行力學性能測試,并與傳統鑄造TC4鈦合金的力學性能進行對比。圖5為不同成形件的拉伸曲線,表4為力學性能測試結果。
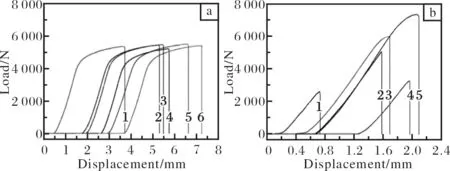
圖5 不同試樣的拉伸曲線Fig.5 The load-extension curves of different specimens: (a)SLM samples;(b)casting samples

Table 4 Comparison of mechanical properties between SLM formation and castings
從圖5可以看出,SLM成形件的拉伸曲線有明顯的塑性變形區,而鑄造件的拉伸曲線幾乎沒有塑性變形區,應力達到最高點時直接斷裂。從表4可以看出,SLM成形件力學性能的各個參數均高于鑄造件,也從側面說明C組的粉末適用于SLM工藝成形。
2.5 應用實例
圖6是采用C組鈦合金粉末成形的齒科修復體。可以看出,修復體的結構致密,表面光滑,精度完全符合口腔修復的臨床要求。也進一步驗證了這個粉末粒度范圍的鈦合金粉末適用于激光選區熔化工藝加工齒科修復體。

圖6 采用C組鈦合金粉末加工的齒科修復體Fig.6 Dental prosthesis manufactured by group C titanium powders
3 結 論
(1)鈦合金粉末粒度范圍為53~150 μm時,粉末粒度較大,激光能量無法完全熔化,SLM成形件的表面分布很多細沙狀的顆粒,粗糙不平。
(2)粉末粒度范圍為0~15 μm時,粉末粒度太小,無法有效鋪粉,不能順利激光成形。
(3)粉末粒度范圍為15~53 μm時,粉末粒度適合SLM工藝,熔道連續無缺陷,成形件表面光滑平整,有金屬光澤。
(4)粒度范圍為15~53 μm的粉末成形的樣件內部沒有明顯缺陷,力學性能優于傳統鑄造樣件的性能。該粒度范圍的齒科用鈦合金粉末適用于激光選區熔化工藝。
[1] 江靜,祁文軍,阿地力·莫明,等.快速成型技術在醫學上的應用[J].機械設計與制造,2011(5):254-256.
[2] Wohlers T T, Caffrey T. Wohlers report 2013: additive manufacturing and 3D printing state of the industry : annual worldwide progress report[R].Fort Collins Colorado: Wohlers Associates,2013.
[3] 鞏水利,鎖紅波,李懷學.金屬增材制造技術在航空領域的發展與應用[J].航空制造技術,2013(13):66-71.
[4] 孫成,于金華.3D打印技術在口腔臨床的應用[J].口腔生物醫學, 2014,5(1):49-52.
[5] 李小宇,鄭美華,王潔琪,等.3D打印和鑄造鈷鉻合金耐蝕性及力學穩定性比較[J].中華口腔醫學研究雜志(電子版),2016,10(5): 327-332.
[6] 李國強,華佳捷,戴文安,等.激光熔覆技術(SLM) 與傳統鑄造法鈷鉻金屬基底冠的金瓷結合力比較研究[J]. 口腔醫學,2012,32(5):280-283.
[7] 李國強,沈晴昳,高建華,等.選擇性激光熔覆鈷鉻合金與瓷的結合性能研究[J].實用口腔醫學雜志,2012,28(3):302-305.
[8] 駱權,夏靜,李潔銀.鑄造和激光熔融鈷鉻合金與瓷結合強度的比較[J].中華口腔醫學研究雜志(電子版),2017,11(4):211-217.
[9] 劉一帆,王偉娜,于海,等.選擇性激光熔覆(SLM) 鈦合金可摘局部義齒支架的適合性研究[J].實用口腔醫學雜志,2017,33(3):302-305.
[10] 韓建業,羅錦華,袁思波,等.口腔用鈦及鈦合金材料的研究現狀[J].鈦工業進展,2016,33(3):1-7.
[11] 羅麗娟,余森,于振濤.3D打印鈦合金人體植入物的應用與研究[J].鈦工業進展,2015,32(5):1-6.
[12] Spierings A B,Herres N,Levy G. Influence of the particle size distribution on surface quality and mechanical properties in AM steel parts[J]. Rapid Prototyping Journal,2011,17(3):195-202.
[13] Verhaeghe F, Craeghs T, Heulens J, et al. A pragmatic model for selective laser melting with evaporation[J]. Acta Materialia,2009,57(20):6006-6012.
2017年中國鈦、鋯產品進出口統計
猜你喜歡
材料與冶金學報(2022年2期)2022-08-10 09:15:46
云南化工(2021年11期)2022-01-12 06:06:14
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
山東冶金(2019年3期)2019-07-10 00:54:00
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
中國塑料(2015年12期)2015-10-16 00:57:14
焊接(2015年9期)2015-07-18 11:03:53
石油化工應用(2014年8期)2014-03-11 17:40:03