淺論我國燃料乙醇的生產發展趨勢
2018-07-02 07:55:44趙龍駿
現代食品 2018年9期
關鍵詞:工藝
◎ 趙龍駿,段 鋼
(杰能科(中國)生物工程有限公司,江蘇 無錫 214028)
我國燃料乙醇生產已有十幾年的歷史,目前已有約270萬噸的規模。但2017年國家幾部委提出大力發展燃料乙醇,預計將在未來的幾年達到1 000萬t的生產能力。中糧、國投、象嶼集團等都有了新建燃料乙醇新工廠的規劃。但筆者認為,新工廠的設計不但要從消化陳化糧的目的出發,還要考慮新技術、環保、節能等多方面因素,積極響應習主席的“綠水青山就是金山銀山”的號召。這就要求在新工廠的設計上要采用更多的新技術,筆者結合蒸煮溫度、濃醪發酵、染菌控制、酵母的最適pH等淺談自己的看法。
1 蒸煮溫度
目前,國際上酒精生產工藝以ICM、Delta T、Poet等工程公司的工藝為主,各工藝特點如下:①ICM的工藝特點是高溫噴射(105 ℃,5 min)、低溫液化(83~86 ℃,2 h)。②Delta T工藝的特點是低溫蒸煮(85~90 ℃,2~3 h)。③Port工程公司目前在美國約有30家工廠,技術自行運轉,不對外承接工程。其工藝特點主要是生料發酵[1]。生料發酵的特點是節能、高轉化率、醪液黏度低。生料因為沒有高溫過程(整個過程就是發酵溫度),所以節能,沒有糊化及液化過程,所以整個過程醪液的黏度很低,又因為液化、糖化、發酵同步進行,酵母壓力小,所以轉化率高。但需注意的是,玉米的粉碎細度需嚴格控制,也要防止發酵過程中玉米顆粒的沉降以及發酵后分離等細節問題。
國內酒精廠的工藝主要參考Delta T的工藝,但又有所區別。特點主要是低溫噴射、蒸煮,噴射溫度90~95 ℃。發酵酒度12%~14%(v/v)。只有中糧集團肇東工廠三期酒度能達到15%,勉強算是高濃發酵,以肇東三期的工藝為例,其工藝流程如圖1所示。
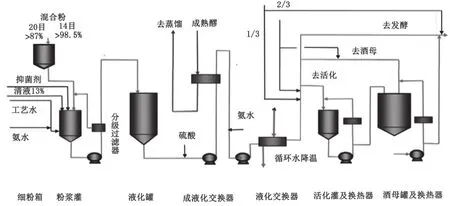
圖1 肇東三期工藝流程簡圖
以上幾個工藝各有特色,但從我國具體情況來說,筆者建議采用低溫噴射,不但節能而且降低液化時糖的損失。隨著酶制劑技術的進步,也證實此工藝可行。但國內有些生產廠家擔心低溫蒸煮會帶來染菌的風險,筆者的一些同事做了一些研究,沒有發現這兩者之間有明顯的聯系,相關實驗結果如圖2、圖3所示。而且蒸煮溫度越高,DDGS飼料的顏色越深。

圖2 不同蒸煮溫度染菌情況圖
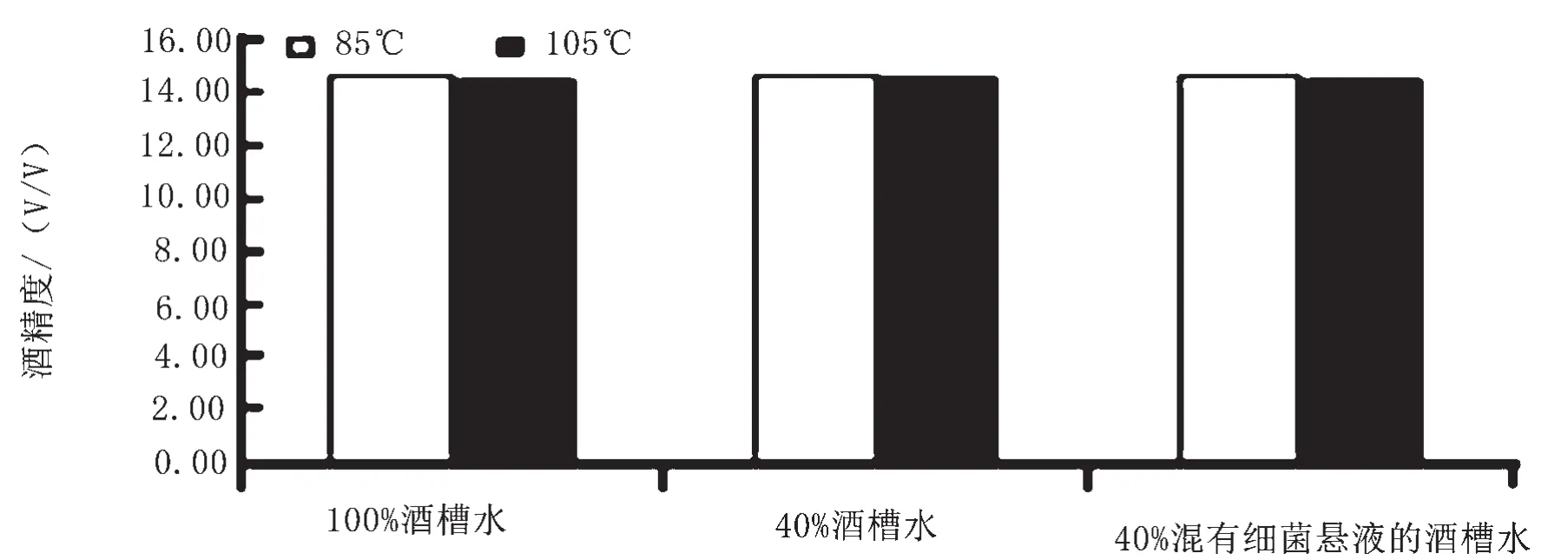
圖3 不同蒸煮溫度下發酵酒度圖
2 濃醪發酵
目前,國內酒精廠的酒度在12%~14%(v/v)(主要指以玉米為原料的酒精廠),只有中糧肇東三期的酒度能達到15%,但美國酒精工廠的酒度平均在18%左右。就連印度酒精工廠的酒度都要比國內高。
所以要積極推廣濃醪發酵。不但要提高配料濃度,還要提高清液回配比例。這樣不但節能,還能節水,更能節約成本。國內酒精廠清液回配比例在15%~25%,而美國一般在30%~50%,而且美國的酒精廠大部分是沒有生物廢水處理裝置,其裝置流程如圖4所示。
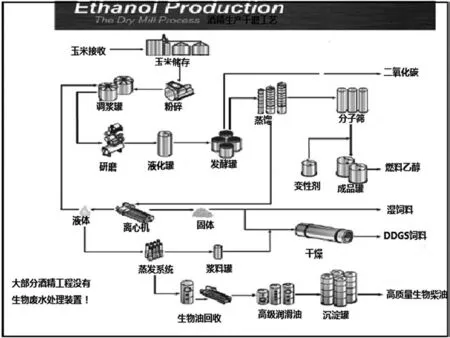
圖4 美國酒精廠裝置流程簡圖
但是國內有部分廠家擔心濃醪發酵會降低效率,轉化率下降,殘淀等指標上升。但根據一些研究數據表明,這種擔心是沒有依據的[2-4]。輔以一些新技術或新酶種的應用,完全可以與以前一樣或更低。表1與表2是2002年與2008年美國酒精工廠酒度上升后DDGS飼料組分的比較。
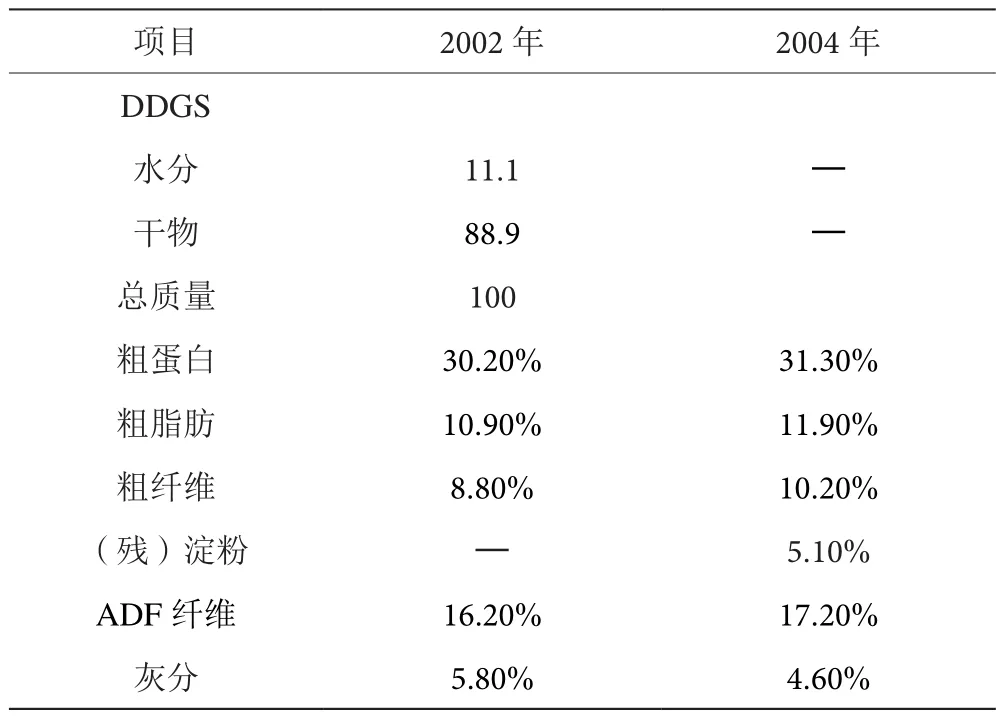
表1 2002年、2004年殘淀粉數據表

表2 DDGS成分表(2008年普度大學和美國能源部數據)
從表1和表2可以看出,美國酒精廠在發酵酒度上升后,其飼料的組分分析表明,殘淀粉沒有明顯變化。特別是近幾年,美國酒精廠和一些酶制劑廠家合作,以提高的出酒率為分成的基礎,進一步提高了原料的利用率,殘淀粉及殘糖水平進一步下降。酒精生產過程中有關濃醪發酵的一些能量計算見表3。
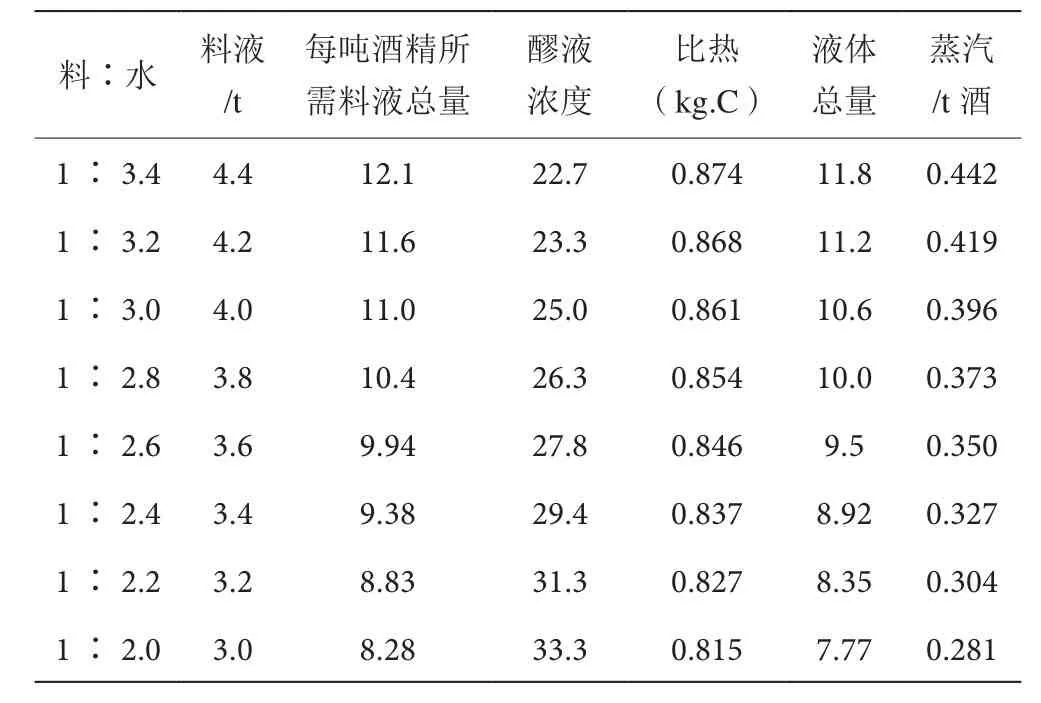
表3 料水比與能耗表
要得到18%(V/V)的酒度,料水比1∶1.5。
美國酒精廠1995年與2015年生產主要參數對比見表4。
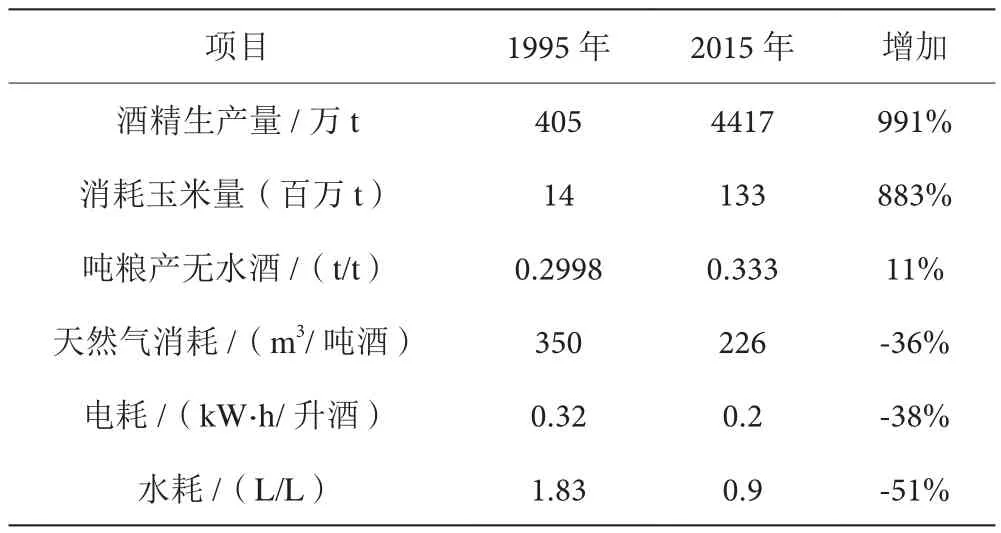
表4 美國酒精生產主要參數對比表
3 水的利用與平衡
隨著環保的日益嚴格,污水的排放成本越來越高,所以水的合理應用就顯得尤為重要。本文以美國酒精廠為例,說明水耗降低的途徑。
①美國的酒精廠通過提高發酵酒度至18%,將料水比降到1∶1.5左右,而國內酒精廠的酒度一般在13%~14%,料水比在1∶(2.3~2.5),這樣美國的酒精廠配料用水就比國內的酒精廠降低了1/3。②美國的酒精廠清液回配比例在30%~50%,而國內酒精廠的清液回配比例僅在15%~25%,這也導致國內酒精廠用水量大大增加。在美國酒精廠,大部分的水是用于冷卻塔與鍋爐運行,而工藝水主要通過蒸餾及干燥器蒸發的蒸汽來帶走回用。美國Delta-T工程公司為美國酒精廠做的水平衡圖如圖5所示。
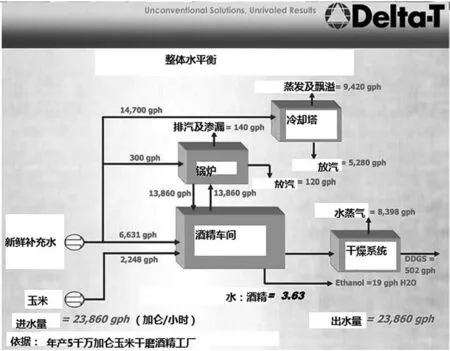
圖5 酒精廠水的平衡圖
從圖5可以看到,目前美國酒精廠每噸酒的水耗在3.6t,而且幾乎零排放。而國內酒精廠每噸酒的水耗還在6~7 t。所以說我國提升的空間還很大,任務還很艱巨。
4 酵母最適pH
從酵母本身的特性來講,其最適pH在5.0左右,但國內酒精廠目前基本上都將發酵pH設置為3.8~4.0,這一方面是從避免染菌考慮,另一方面也是從糖化角度考慮,因為以前黑曲霉菌株生產的糖化酶AnGA,其最適pH在4.2~4.5。但在這么低的pH條件下,酵母的生存是很不舒適的,會代謝一些產物來保護自己(如甘油、海藻糖等),從而降低乙醇的轉化率。
隨著酶制劑技術的不斷進步,目前已有最適pH在5.0~5.5的糖化酶TrGA。目前,在美國或歐洲都有酒精廠在單一pH條件下運行生產,就是指糖化、發酵都在pH5.0左右進行,過程中不去人為地調整pH。從發酵最終結果來看,單一pH對酒精轉化率是有好處的。單一pH與傳統過程的出酒率比較見表5。
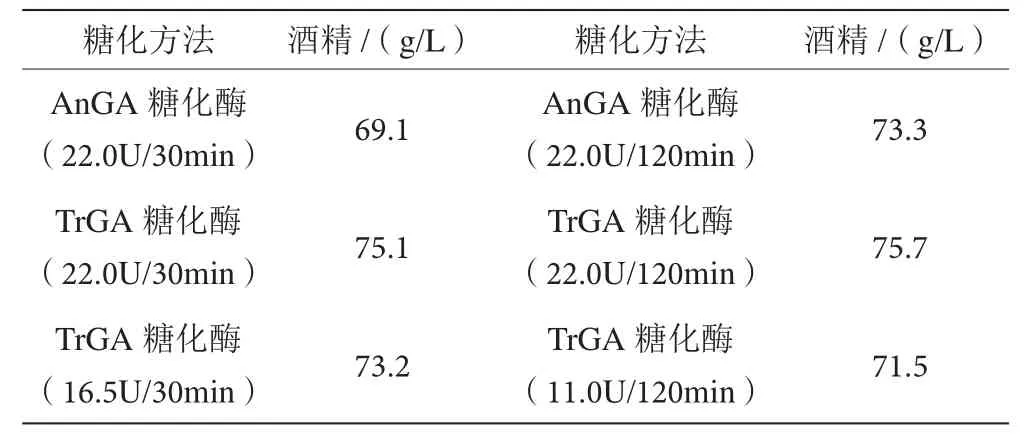
表5 使用TrGA和AnGA糖化酶時酒精發酵結果比較表
5 結語
筆者認為,上述四點是今后幾年燃料乙醇發展的趨勢,特別是在設計新工廠的時候更需考慮的方向。筆者希望在燃料乙醇大發展的同時,能將我國酒精生產水平帶上一個新的臺階。
[1]段 鋼.新型酒精工業用酶制劑技術與應用[M].北京:化學工業出版社,2010.
[2]劉代武,彭 濤,鄔善遠,等.玉米酒精濃醪發酵工藝研究[J].釀酒科技,2005,(2):87-89.
[3]孫長平,段 鋼.酒精工業中的新型酶制劑及其應用技術[J].釀酒,2007,34(1):73-80.
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52