柴油機低頻嘯叫噪聲識別與控制
2018-07-05 02:36:48
汽車與新動力 2018年3期
(上海汽車集團股份有限公司商用車技術中心,上海 200438)
0 前言
隨著汽車技術的發展,汽車已經完全融入了人們的生活之中,人們對汽車的要求也越來越高,用途駕乘感受逐漸受到大家的重視,其中振動噪聲特性是駕乘感受的重要組成部分。傳統的汽車噪聲控制中,只強調噪聲量級的大小,認為噪聲級越低越好。自20世紀80年代以來,用戶不僅要求在駕駛過程中減少車內噪聲,還關心它的頻率組成成分,與發動機轉速的關系等因素,即考慮聲音的質量[1]。對于常規的整車車內噪聲評估,怠速通常是評估的重要工況。一般來說,車輛的怠速噪聲聲壓級通常都不高,因此在怠速工況下,人們評估噪聲感受的優劣,往往更多的看重怠速噪聲的聲品質。本文總結了某車怠速聲品質問題的解決經驗。
1 問題描述
在某款配置直列4缸柴油機的車型開發過程中,針對最初的工程樣車的怠速車內噪聲進行評估,發現存在擾人的類似“嗚嗚”聲的低頻嘯叫抱怨。通過用聲級計對車內噪聲進行測試,發現和同類型的參考車聲壓級水平基本相當,大約為51 dB(A)。由于是怠速工況,車輛主要的噪聲源來自于發動機,因此該問題初步確認為發動機某零部件造成的聲品質問題。
2 問題識別和定義
對怠速車內噪聲的信號進行了快速傅立葉變換(FFT)變換,并用1/3倍頻程描述車內噪聲的頻域特征,如圖1。從圖中可以看到,具體的噪聲抱怨頻帶以315 Hz為中心頻帶,聲壓級達到了46.9 dB(A)。而20~8 000 Hz的總體聲壓級僅為51.1 dB(A),兩者相差僅4.2 dB(A)。從能量占比的角度分析,該抱怨噪聲的能量占到了總能量的大約40%,因此定義該頻率成分抱怨為主要抱怨。
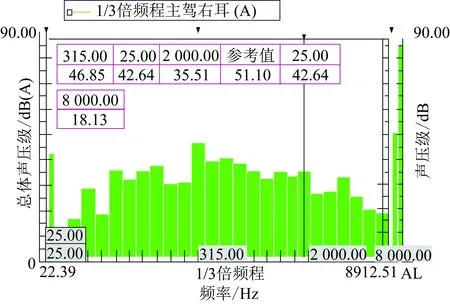
圖1 車內噪聲1/3倍頻程圖
由于該車配置的發動機在做同步開發,因此針對這一抱怨,在動力總成半消聲室,開展了具體的零部件噪聲識別工作。該聲學環境符合《ISO 3744:1994 聲學 生涯發側噪聲聲功率級測定 反射面上方近似自由場的工程法》的要求。具體采用了聲強法進行更為精確的噪聲源識別工作,對發動機各個表面進行了掃描識別。在800 r/min的怠速工況下,最終確認前端輪系區域為噪聲抱怨最為顯著區域,見圖2。
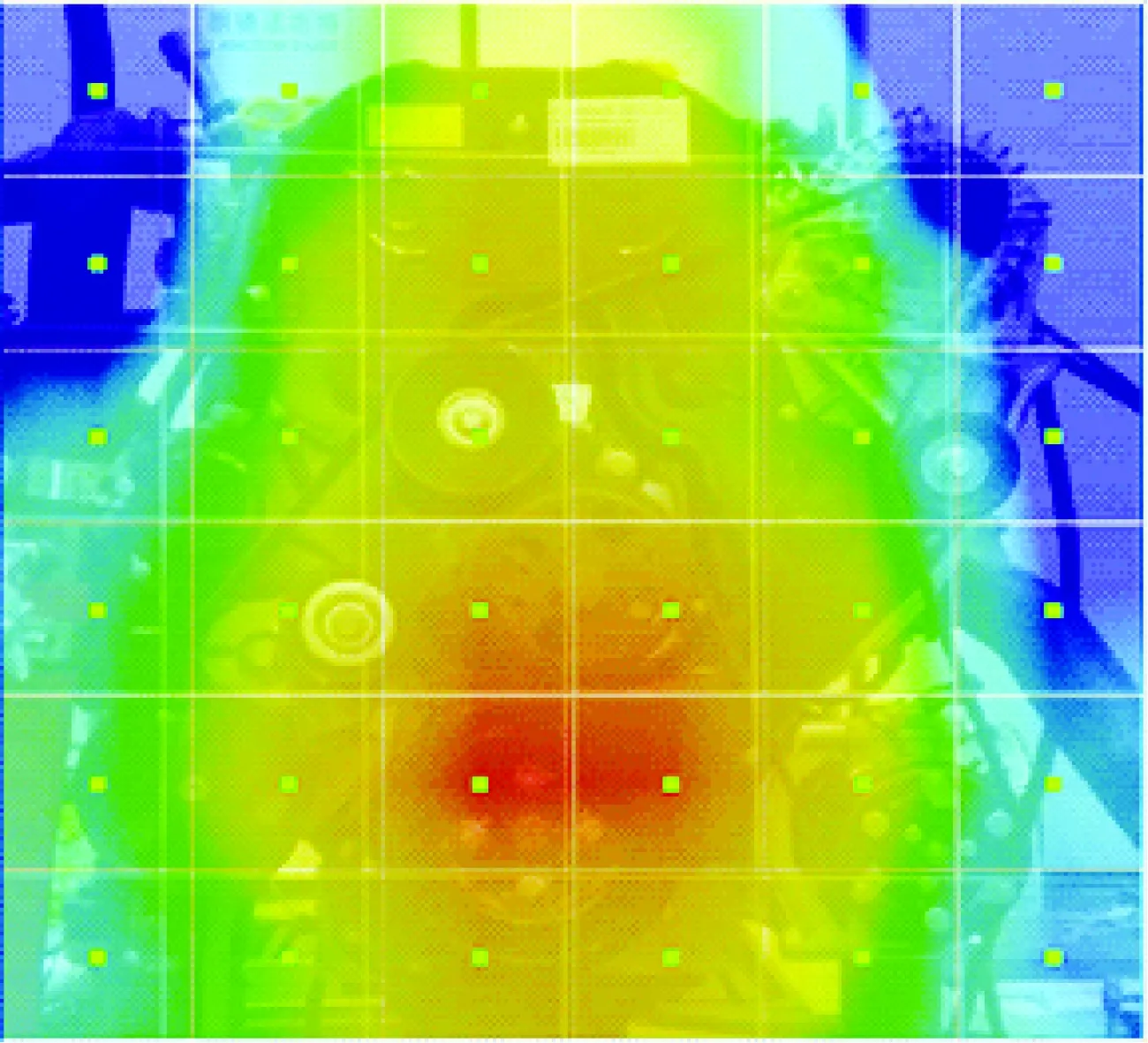
圖2 發動機前端輪系聲強測試
進一步查看前端輪系近場測點的瀑布圖數據,如圖3所示,可以清晰的看到,在該工況下,抱怨的精確頻率為320 Hz。結合前端輪系齒輪齒數的計算,發現正好是24齒的正時齒輪的嚙合階次在此工況下所對應的頻率,即320 Hz。因此該問題的噪聲源已經確認,即正時齒輪系統的嚙合過程,前端輪系產生了的低頻嘯叫噪聲抱怨。
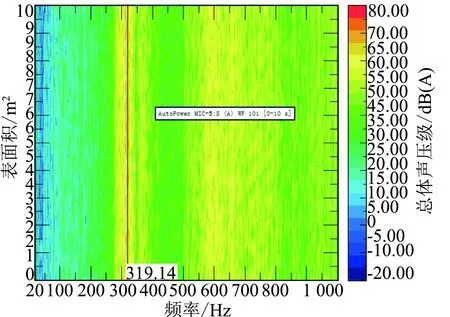
圖3 發動機前端輪系近場測試瀑布圖
按照心理聲學,純音被寬頻噪聲掩蔽的理論,100 Hz到2 000 Hz,純音要被白噪聲掩蔽,一般需要低于白噪聲10 dB(A)[2]。怠速時,整車車內噪聲的能量主要集中在2 000 Hz以下,而抱怨頻率為320 Hz,可以參考掩蔽效應的內容對最終的方案效果進行效果認可,即抱怨噪聲1/3倍頻程聲壓級小于總聲壓級10 dB(A),就可滿足沒有抱怨噪聲的要求。
3 抱怨噪聲的機理分析
首先,控制發動機前端輪系的齒輪嘯叫是發動機開發過程中噪聲控制的重要內容。雖然齒輪傳動相對于鏈傳動機構相比具有噪聲小[3]的特點,但是由于齒輪嘯叫噪聲導致的抱怨現象,也時有發生。柴油機的前端噪聲主要來自正時齒輪噪聲,為特殊頻帶高頻噪聲和寬頻帶沖擊噪聲。由于正時齒輪主要是傳遞運動的,齒輪受力較小而輪齒變形較小。因此,正時齒輪噪聲對齒輪的制造誤差比較敏感,所以有時雖然比其他傳動齒輪誤差小,但也會產生較大的噪聲。改善正時齒輪噪聲的主要原則是提高齒輪的柔性,降低嚙合對制造誤差的敏感度[1]。
其次,除了控制齒輪本身的嚙合特性,還可以通過優化噪聲的傳遞路徑,從而更好的優化車內人員對齒輪嚙合噪聲的感受。可以從增加齒輪室蓋和正時罩蓋的剛度和阻尼入手,從而提升這些噪聲輻射件的模態并有效控制其振動幅值,對傳入車內的空氣聲進行控制。
最后,對該發動機的曲軸彎曲模態進行了核對,其一階彎曲模態為319 Hz,因此在800 r/min時,可能使彎曲模態和此時的扭轉特性發生耦合,從而存在嚙合噪聲放大的可能性。
綜上所述,將導致抱怨的零部件和潛在可改進的措施全部羅列到如下因果圖中(圖4)。
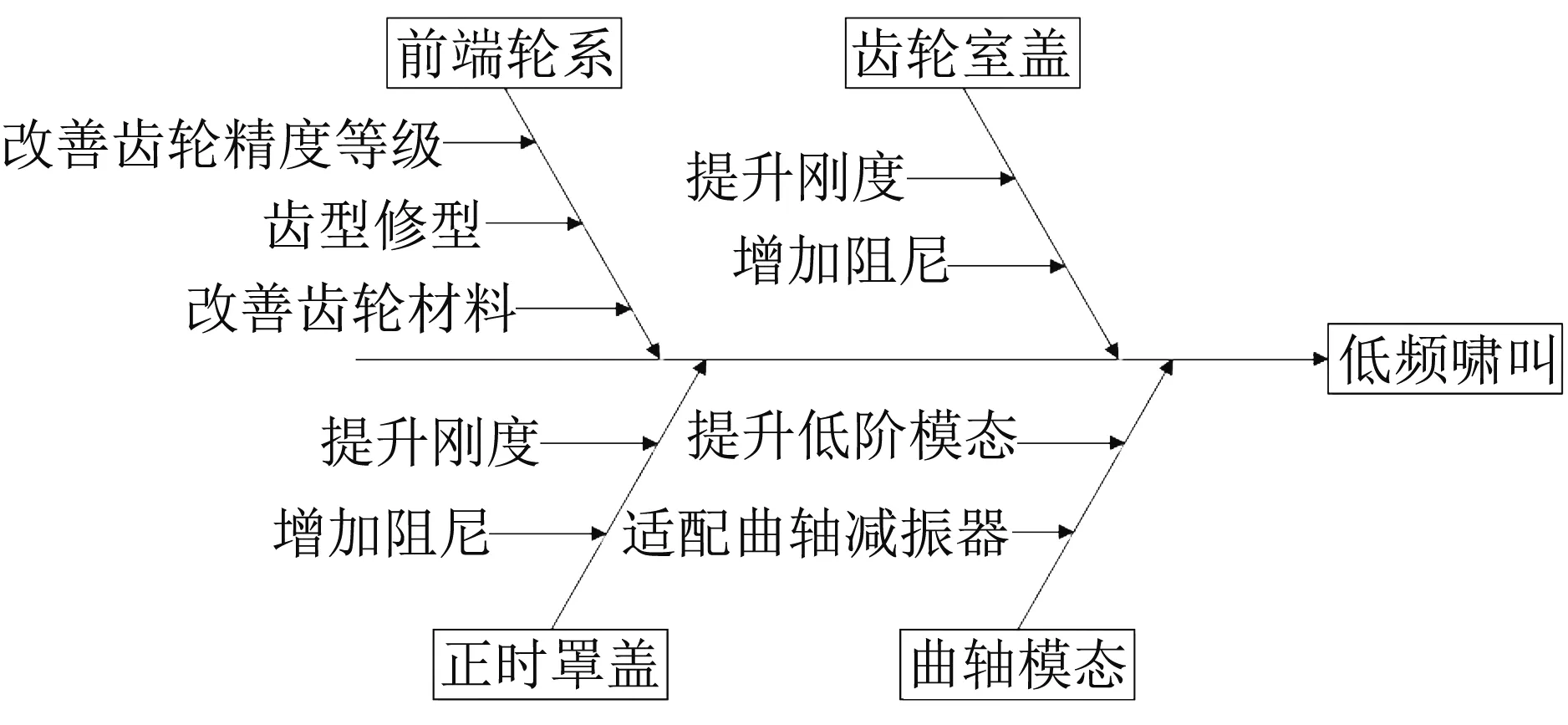
圖4 低頻嘯叫噪聲控制因果圖
4 各零部件方案驗證與數據分析
方案的驗證是按照《GB/T 1859—2000 往復式內燃機 輻射的空氣噪聲測量工程法及簡易法》中規定的測點進行布置的,選用標準規范中的正對前端輪系的測點進行具體的數據分析。測試環境是動力總成半消聲室,具體符合《ISO 3744:1994 聲學 聲壓法噪聲源聲功率級測定 反射面上方近似自由場的工程法》這一規范。具體的工況為發動機怠速800 r/min。選用的測試設備是西門子SCADAS III 采集前端,軟件是西門子Testlab 14A版本振動噪聲采集軟件。針對問題,設定分析頻段為100~2 000 Hz。每次采樣的時長為5 s。由于各個方案是在不同時間驗證的,所以只能采取單個方案的驗證在同一臺發動機上開展,而不同方案可能是在不同的發動機上開展的驗證。
4.1 齒輪優化
針對齒輪本身的優化,實際上是主要從齒輪修形和提高精度等級兩方面開展的。針對原來的齒輪齒形,分別優化了如下參數:倒緣起始直徑、Cαlfα齒形鼓形量、Cα齒頂修緣量、fHα壓力角、Cb齒向鼓形量、fHα螺旋角、E齒向修形起始點等,詳見圖5、圖6。同時還把齒輪的精度等級從原來的IT8提升到了IT7。由于零件需要更換在不同批次的同款發動機上,更換極為不便,因此,對于齒輪本身的優化,并沒有單獨驗證。基于理論定性分析,低頻嘯叫噪聲抱怨應該有所改善。對于其他方案的驗證,都是基于優化后齒輪的狀態進行的試驗驗證,后文不再進行分析。
圖5 齒形修形
圖6 齒向修形
4.2 齒輪室蓋和正時罩蓋優化
圖7 發動機前端示意圖
齒輪室蓋和正時罩蓋的具體布置如圖7,曲軸正時齒輪內側是齒輪室蓋,外側覆蓋著正時皮帶相關輪系的正時罩蓋。由于曲軸正時齒輪是直接傳遞發動機曲軸旋轉運動的,所以其自身的振動特性主要包含了發動機階次特性,加上自身齒數為24,所以在發動機為800 r/min怠速時,主要階次特性為320 Hz。這些周期性的振動會隨著嚙合及軸承滾動傳遞到較為薄弱的薄壁蓋罩零件,通過振動將其轉換為聲能量,并向外輻射。
齒輪室蓋本身是在前端輪系更內側的零件,在齒輪上下兩側分別有兩塊相對較大的薄壁平面,所以在這兩個平面上焊接了相應形狀的厚鐵塊,用以加強該處薄壁的剛性,提高了齒輪室蓋模態頻率的同時可以有效降低振動的幅值,減小輻射的聲能量。按照標準,對發動機前端1 m測距的聲壓級進行分析,如圖8。加強齒輪室蓋后,該抱怨頻帶的聲壓級降低了2.1 dB(A)。
圖8 齒輪室蓋加強與原始齒輪室蓋聲壓級比較
正時罩蓋是發動機前端最大的薄壁件,為了加強剛性,嘗試鑄鋁件替代原來的沖壓件進行優化方案的驗證,把整個前端輪系內外的端蓋全部改為了鑄鋁樣件。如圖9所示,通過同樣的測試分析,可以看到正時罩蓋改為鑄鋁件后,前端測點的聲壓級優化了約2.9 dB(A)。

圖9 鑄鋁前端蓋與原始沖壓板金的聲壓級比較
在嘗試增加正時罩蓋剛性的同時,還嘗試了增加正時罩蓋阻尼的方案。在整個罩蓋表面粘貼了1 mm厚度的約束阻尼,和原始狀態進行對比,結果如圖10所示,盡管高頻部分的能力有效得到降低,但是抱怨頻率聲壓級僅相差0.2 dB(A),可以認為該方案在降低此頻率的聲壓級水平上基本沒有貢獻。
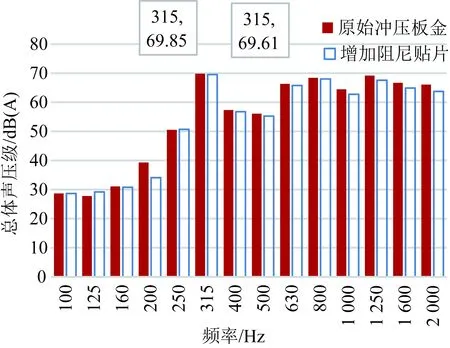
圖10 阻尼貼片與原始沖壓板金的聲壓級比較
4.3 曲軸減振器的優化
該4缸柴油機的曲軸一階彎曲模態為319 Hz,原來使用的曲軸減振器設計扭振設計頻率為310 Hz,把曲軸減振器的頻率提高到320 Hz,嘗試對扭轉特性和彎曲特性進行解耦,并進行試驗驗證,結果見圖11。可以看到,兩種不同減振器方案在相同測點抱怨頻率噪聲聲壓級僅相差0.9 dB(A),達到微小的減振器效果。
5 整車最終方案確認
綜合對比各個方案的效果,同時,考慮工程方案的可行性,以及最終零件實際供樣狀態。最終,選擇了將齒輪精度提升、齒輪修形、齒輪室蓋焊接鐵片加強、正時罩蓋加筋加強、曲軸減振器頻率調整優化這些方案共同實施,在整車上進行最終實施工程方案的驗證。通過測試整車車內的怠速噪聲,確認最終方案的效果。圖12示出了抱怨頻率的聲壓級優化前后為40.5 dB(A)和36.5 dB(A),相差了約4.0 dB(A)。同時優化前后車內總聲壓級為47.0 dB(A)和45.8 dB(A)。
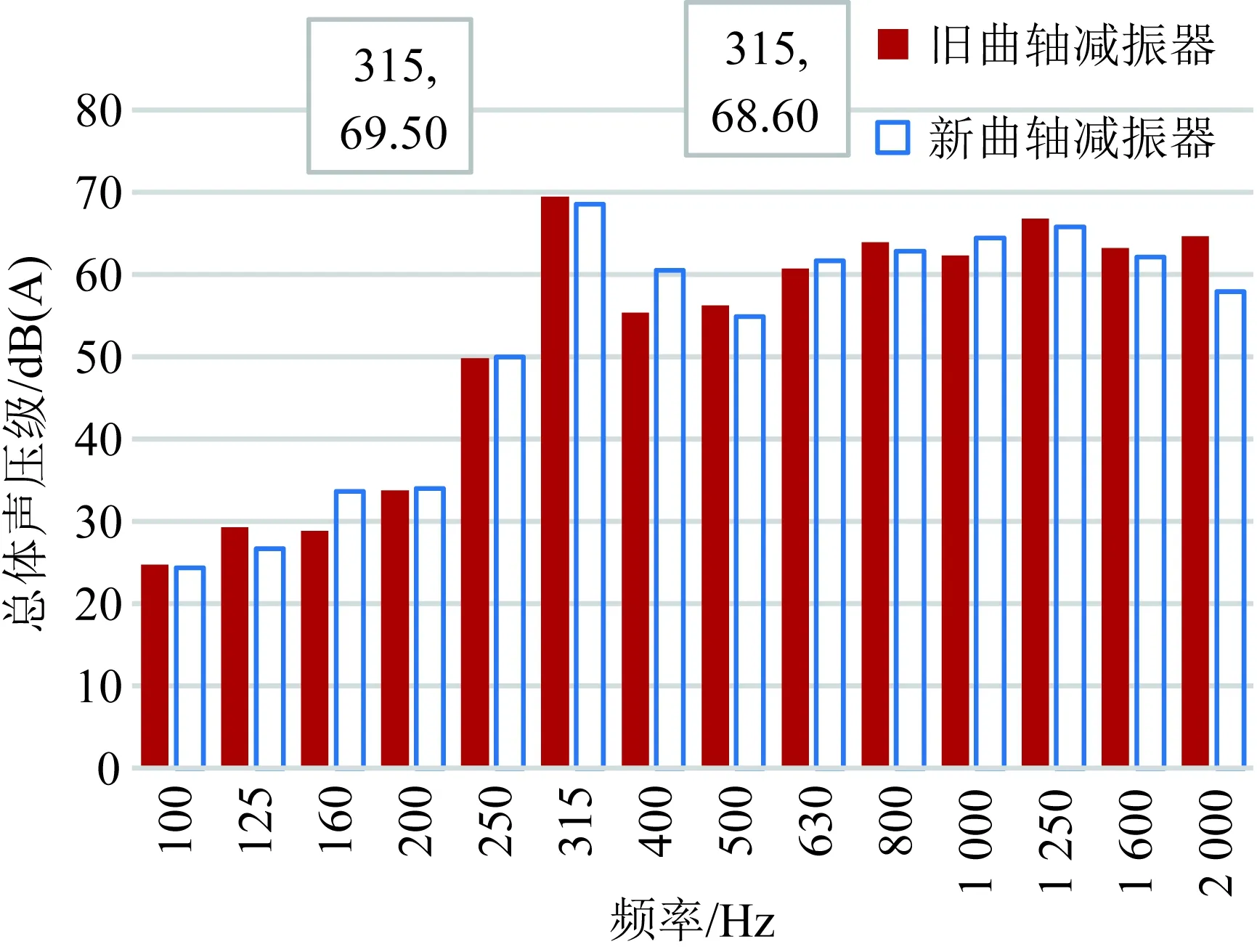
圖11 不同曲軸減振器效果對比
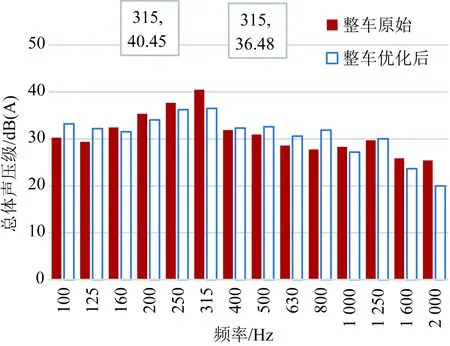
圖12 實車方案效果驗證
6 結論
對于發動機齒輪嘯叫的識別,首先可以通過計算和實測噪聲,如果確認是齒輪嘯叫噪聲,需要根據掩蔽效應,確認需要優化抱怨頻率噪聲的聲能量目標。 優化齒輪室蓋和正時罩蓋的剛度及阻尼,可以有效的減小發動機表面對齒輪噪聲輻射的聲能量,是較為有效的優化措施。
參 考 文 獻
[1]龐劍,諶剛,何華. 汽車噪聲與振動——理論與應用[M]. 北京理工大學出版社,2006.
[2]E Zwicker, H Fastl. Psychoaccoustics-facts and models[M].Spinger,2007.
[3]陳家瑞. 汽車構造[M]. 北京:人民交通出版社,2008.
猜你喜歡
房地產導刊(2022年5期)2022-06-01 06:20:14
建材發展導向(2021年12期)2021-07-22 08:06:48
建材發展導向(2021年7期)2021-07-16 07:07:52
中學生數理化(高中版.高二數學)(2021年12期)2021-04-26 07:43:48
中學生數理化(高中版.高考數學)(2021年12期)2021-03-08 01:28:50
汽車維修與保養(2021年8期)2021-02-16 00:28:30
汽車維修與保養(2021年8期)2021-02-16 00:28:18
現代企業(2015年2期)2015-02-28 18:45:09
汽車與新動力(2015年1期)2015-02-27 12:11:01
汽車與新動力(2014年2期)2014-02-27 12:10:15
