鋁合金儀表板橫梁結構設計與分析
2018-07-09 12:27:40袁鋒高瓊嚴浩江楷濤李年衛
汽車零部件 2018年6期
關鍵詞:支架
袁鋒,高瓊,嚴浩,江楷濤,李年衛
(泛亞汽車技術中心有限公司,上海 201201)
0 引言
針對日益嚴峻的能源和環保挑戰,我國自2005年開始實施乘用車企業平均燃料消耗量 (Corporate Average Fuel Consumption, CAFC) 法規[1]。法規第四階段要求在GB27999-2014《乘用車燃料消耗量評價方法及指標》中規定:2020年生產的乘用車燃料消耗量降至5.0 L/(102km)[2]。減輕汽車自重即實現汽車的輕量化,是應對CAFC法規的必要手段。
儀表板橫梁總成是為儀表板總成及其附件(收音機、CD機、空調控制模塊、組合儀表等)、空調箱、乘員側安全氣囊、轉向管柱、方向盤等零件提供支撐的結構件[3]。現階段儀表板橫梁總成主要采用普通鋼材沖壓焊接而成。鋁合金作為一種輕質合金,具有良好的力學性能,密度只有鋼材的1/3,采用鋁合金材料設計制造儀表板橫梁是實現整車輕量化的一個重要手段。作者采用鋁合金材料對某豪華商務車鋼制儀表板橫梁進行設計,提出采用擠壓和沖壓工藝設計零件、采用鉚接技術實現鋼材緊固件和鋁合金零件聯接、采用熔化極惰性氣體保護焊(Metal Inert-gas Welding,MIG)焊接而成總成的儀表板橫梁設計方案。該方案在滿足模態和碰撞安全性能要求的前提下,可以實現儀表板橫量減重的目的。
1 方案設計
1.1 鋼制儀表板橫梁
某豪華商務車鋼制儀表板橫梁如圖1所示,主要由主梁和支架組成,主梁為彎曲的管狀結構,工藝為鋼板輥壓、焊接、彎曲、液壓漲形;其他支架如端部支架、轉向管柱安裝支架、中央支撐支架、與車身前圍連接支架、安全氣囊支架、空調箱支架等為鋼板沖壓而成,主管和這些支架相互焊接組成儀表板橫梁總成。該儀表板橫梁總成質量為12.174 kg,在開發豪華商務車新一代車型時,提出了對儀表板橫梁減重的要求。

圖1 鋼制儀表板橫梁
1.2 采用鋁合金材料的儀表板橫梁方案設計
1.2.1 鋁合金材料特性
鋁合金和鋼材相比具有密度小(鋁合金約為鋼材的1/3)、彈性模量小、導熱率和線膨脹系數高、延伸率低等特性。鋁合金和鋼材材料特性對比如表1所示。
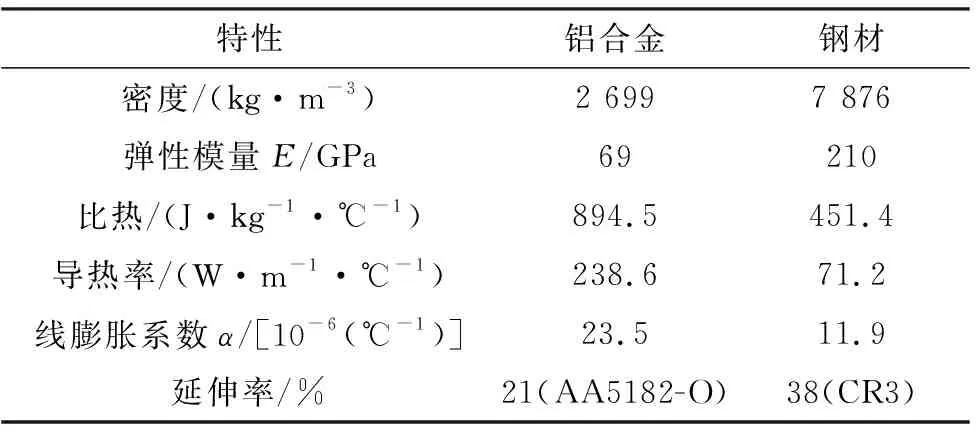
表1 鋁合金和鋼材材料特性對比
鋁合金按照加工方法可以分為變形鋁合金和鑄造鋁合金,如圖2所示。變形鋁合金能承受壓力加工,可加工成各種形狀、規格的鋁合金型材;鑄造鋁合金在鑄態下使用,熔融狀態下充填鑄型獲得一定形狀和尺寸的鑄件。鋁合金沖壓和擠壓所用的材料通常為變形鋁合金。
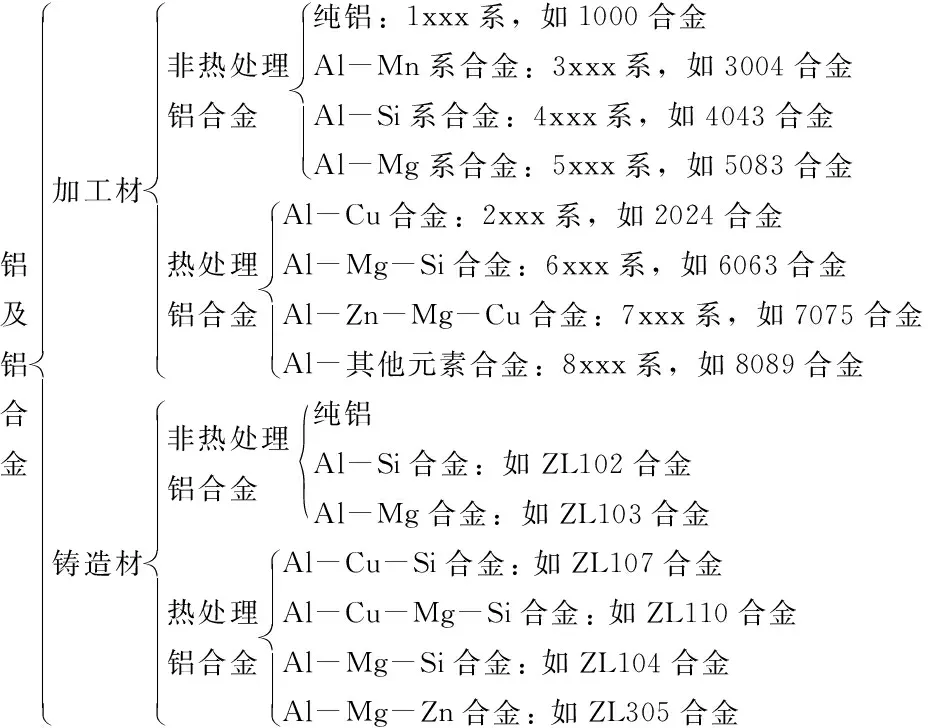
圖2 鋁合金分類
變形鋁合金按照元素組成又分為1系~9系合金。材料硬度按照7系、2系、4系、6系、5系、3系、1系依次降低;材料強度純鋁最低,2系及7系熱處理型合金強度最高;通常強度高的材料和熱處理狀態材料不易成形,如果要對鋁材進行折彎、拉伸、深沖等成形加工,完全退火狀態材料的成形性最佳;耐蝕性1系純鋁最佳,5系表現良好,其次是3系和6系,2系及7系較差。
定性地評價金屬的擠壓能力可以用一綜合指標——可擠壓性指數Z來表示。可擠壓性的含義是指合金以高流出速度、大變形程度和低單位擠壓壓力進行擠壓的相對能力。其影響因素主要包括合金的特性和斷面形狀復雜程度[4]。可擠壓指數Z與擠壓基本參數之間的關系式為:
(1)
式中:C為比例系數;vf為制品流出速率,m/min;σk為合金的變形抗力,MPa;f1為材料斷面復雜程度系數。
擠壓性指數Z是一個相對值,其主要意義在于相對大小的比較,比較不同鋁合金材料擠壓條件,單純考慮某一合金的可擠壓性數值的大小并無多大實用意義。若取6063合金的可擠壓性指數為100,則按公式(1)計算出的鋁合金的可擠壓性指數如表2所示[5]。按可擠壓性指數的大小,鋁合金可分為3組:易擠壓合金,Z>100;中等可擠壓合金,Z=100~50;難擠壓合金,Z<50。
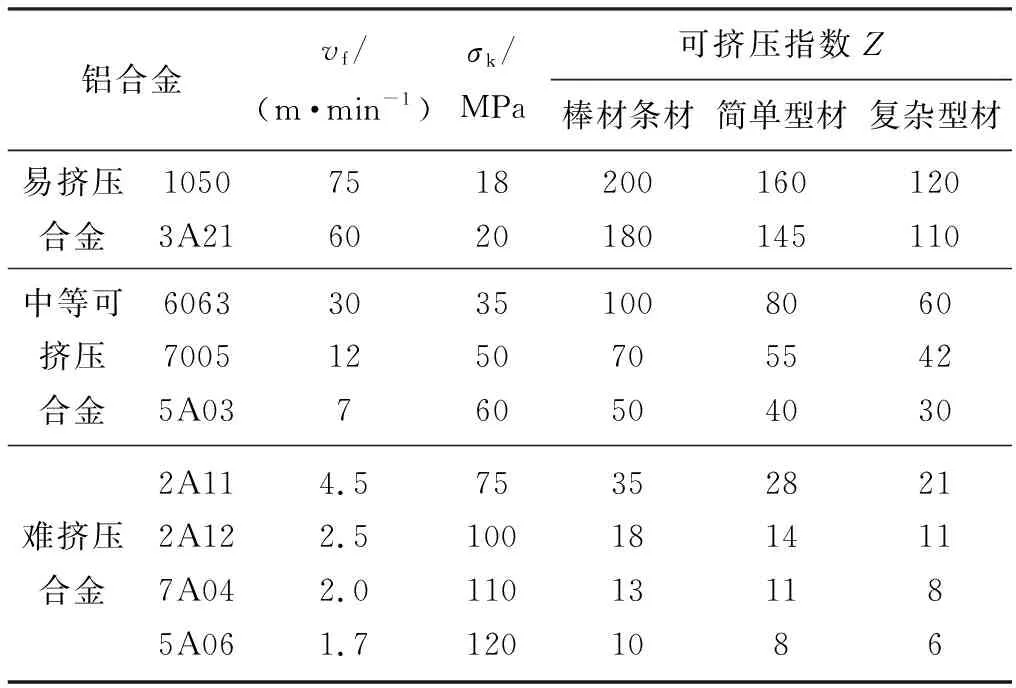
表2 部分工業鋁合金的可擠壓性指數(平均值)
通過對鋁合金材料特性的研究,可以發現:5系合金中Mg是主要的合金元素,Al-Mg合金在相同面積下質量低于其他系列,熱處理不可強化,抗腐蝕性能、焊接性能、成形性能良好,抗拉強度高,延伸率高,可用于形狀復雜的零件,所以選用5系作為儀表板橫梁沖壓件的材料; 6系合金中Mg和Si是主要的合金元素,熱處理可強化,Al-Mg-Si合金具有較高的強度、較好的塑性、優良的耐腐蝕性能、較好的可擠壓性,可用于對強度、剛度要求較高的部位。選用6系作為儀表板橫梁擠壓件的材料。
1.2.2 擠壓件設計
對于零件形狀截面相同的零件,如儀表板橫梁主梁、轉向管柱安裝支架等,適合采用擠壓成型工藝。
主梁為中空筆直的管狀結構,外截面通常為圓形(截面形狀可以根據整車布置要求和性能要求調整),主梁截面壁厚初始設計值為3 mm,沿圓周方向壁厚可以不均勻分布以減輕質量,但相鄰厚度變化值不超過3∶1,避免截面突變造成擠壓工藝不穩定。圖3所示為主梁截面和壁厚分布示例。
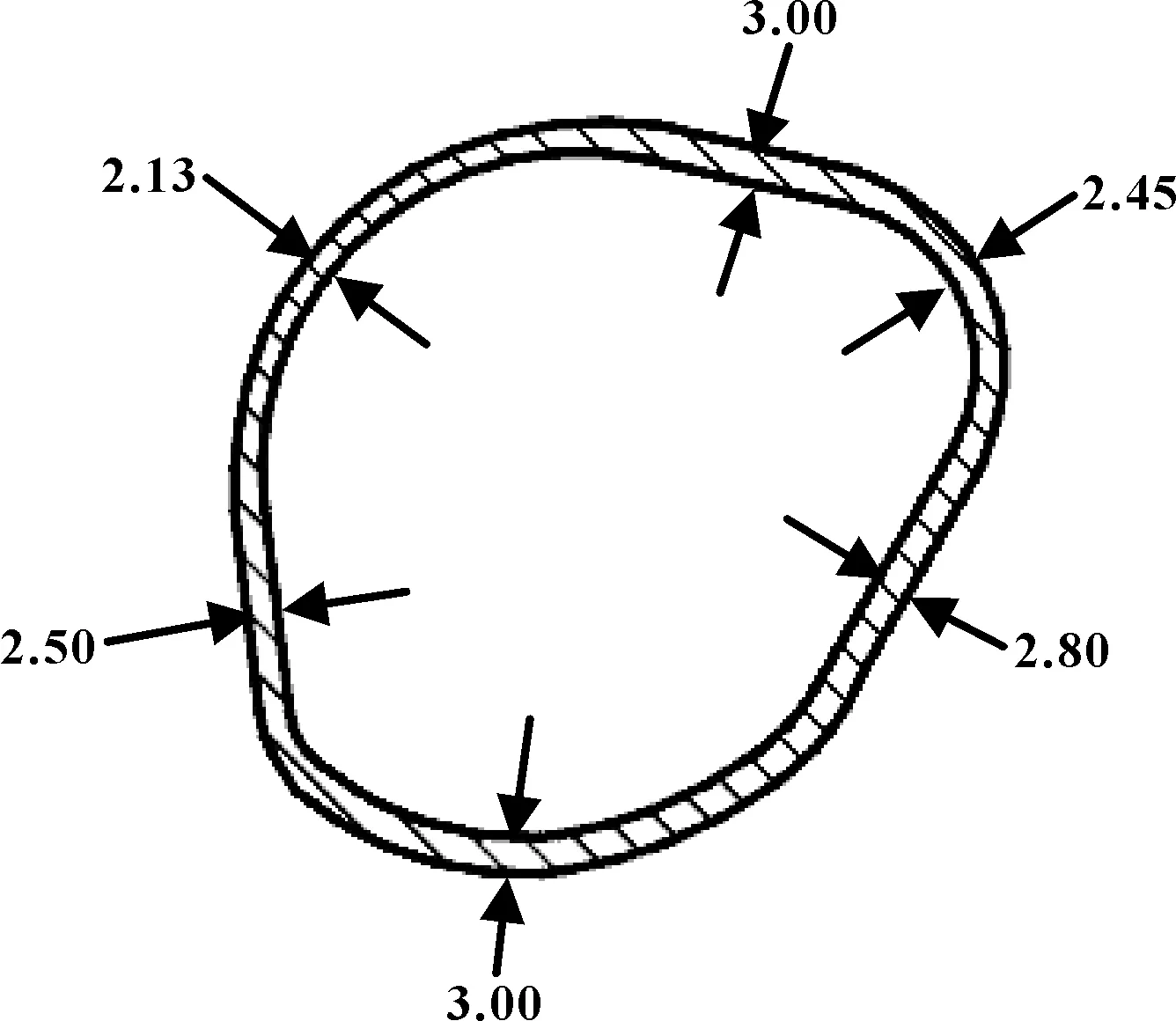
圖3 主梁截面和壁厚分布示例
轉向管柱安裝支架承載轉向管柱,需要滿足轉向管柱扭轉剛度、NVH(Noise Vibration Harshness)、碰撞安全等性能要求。管柱安裝支架通常由4個小支架組成,左右可設計成對稱結構以減少模具投入。
4個支架上分別鉚接用于固定轉向管柱的雙頭螺柱,螺柱鉚接深度為8 mm。為了滿足鉚接的要求,安裝管柱的位置支架厚度最小值為16 mm,其他位置厚度設計初始值為8 mm。管柱支架需要焊接在主管上,支架和主管焊接匹配面保持0.5 mm間隙,焊接位置兩零件厚度建議相同以減少焊接燒穿,相鄰焊縫之間保持最小14 mm間隙以保證焊槍空間。圖4所示為轉向管柱支架設計要求。
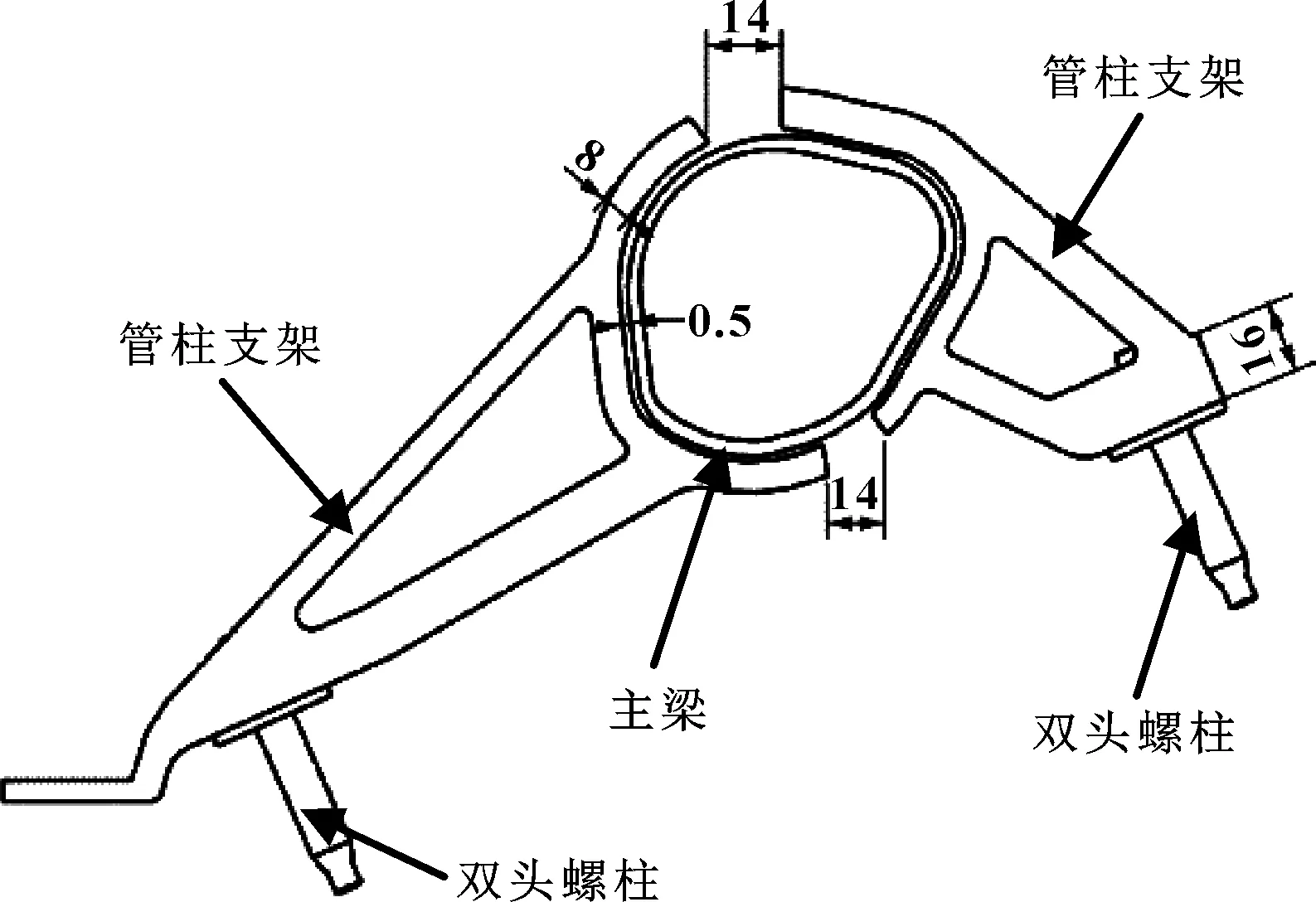
圖4 轉向管柱支架設計要求
1.2.3 沖壓件設計
對于零件形狀截面不規則的零件,如端部支架、安全氣囊支架、與車身前圍連接支架、儀表板固定支架、空調箱安裝支架、電子模塊安裝支架等,通常采用沖壓成形工藝。
破裂、起皺和回彈是板料沖壓成形中的三大主要質量缺陷。鋁合金和鋼板相比,總伸長率更小,在室溫下鋁合金的成形性比鋼板差,更容易出現破裂現象[6-8]。為了避免開裂問題,在設計零件時需要根據料厚合理控制零件封閉孔的翻邊高度,增加翻邊根部圓角。如圖5所示端部支架,材料厚度為4 mm,中間圓形孔翻邊高度初始設計為4 mm,工藝分析后發現此處存在開裂風險,將翻邊高度降低為1 mm后開裂問題解決。

圖5 端部支架沖壓成形問題
1.2.4 零件連接方案
惰性氣體保護焊方法是應用最廣泛的鋁合金焊接方法。儀表板橫梁總成選用比較成熟的福尼斯CMT焊機進行MIG焊接,同時采用TIG(Tungsten Inert Gas,鎢極惰性氣體保護焊)用于總成的手工補焊。
儀表板橫梁總成組成零件數量多,焊縫數量多,零件裝配關系復雜,因此容易造成焊接變形,影響零件尺寸精度。為了有效解決鋁合金儀表板橫梁焊接總成尺寸變形問題,可以按照表3所示的措施進行控制。
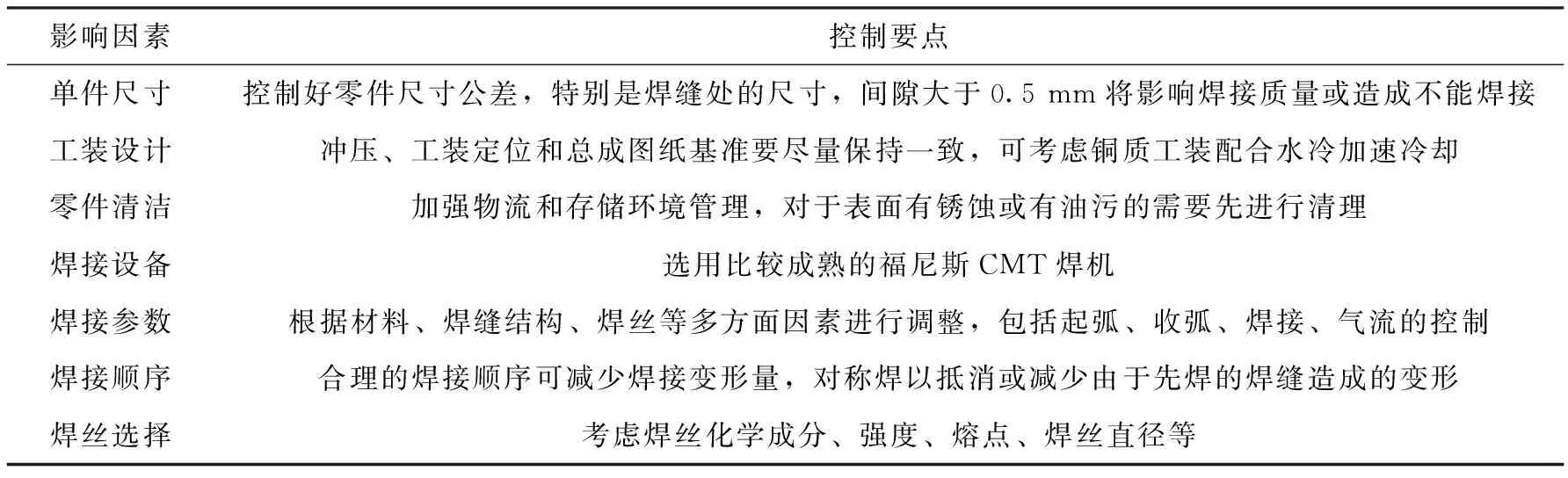
表3 儀表板橫梁總成焊接變形控制措施
儀表板橫梁總成除了需要與安裝在它上面的零件發生連接,同時還要與車身連接。零件之間的連接都需要緊固件。由于目前合金鋼材料的緊固件與鋁合金焊接的技術還不成熟,鋁合金儀表板橫梁上通常采用鉚接工藝實現合金鋼材料緊固件與鋁合金材料的連接。儀表板橫梁上常用的鉚接工藝有壓鉚和旋鉚。RB&W公司的SPAC壓鉚螺母,通過TOX鉚接設備SPAC螺母壓入儀表板橫梁零件,SPAC壓鉚螺母嵌入工件從而實現自攻自鎖功能,保證緊固件的連接強度。圖6所示為壓鉚螺母連接示意圖。

圖6 壓鉚螺母連接
轉向管柱支架上采用了旋鉚螺栓,相對于壓鉚工藝,旋鉚通過鉚頭的偏心旋轉過程,不斷對工件圓周進行碾壓,從而實現將螺栓鉚入工件的過程,旋鉚鉚接力小,時間較長。
按照上述步驟,完成了儀表板橫梁總成的初步設計方案,下面需要對橫梁設計方案進行分析優化,以確保上述方案能滿足系統性能要求。
2 儀表板橫梁總成性能分析
2.1 儀表板橫梁性能要求
儀表板橫梁總成作為駕駛艙模塊總成的骨架,為安裝在其上的各零件提供配合接口,并直接與車身相連接,承受所支撐和連接零件傳遞的載荷,對乘員的安全性和舒適性有較大的影響。
中國新車安全評價(C-NCAP)依據乘員碰撞傷害值評價車輛安全等級,儀表板橫梁在碰撞過程中雖然不對乘員身體造成直接傷害,但是如果碰撞時橫梁受力變形較大,會帶動固定在其上的零件對乘員產生傷害。因此儀表板橫梁必須有一定的耐撞性,能在車輛發生碰撞時有效阻擋駕駛艙零件向乘員的侵入,降低碰撞時乘員受到的傷害。虛擬分析階段考察整車環境下儀表板橫梁主管向車后方的侵入量,通常情況下同級別車型橫梁侵入量越小,表明結構耐撞性越好。文中將鋼制儀表板橫梁主梁侵入量設為目標,以便對兩方案進行對比。
車輛運行過程中方向盤抖動過大會對駕駛者產生困擾,影響駕駛舒適性,降低車輛品質。問題原因在于儀表板橫梁自身剛度不足, 無法有效支撐方向盤,方向盤受到激勵后共振。為了有效解決上述問題,對于駕駛艙模塊,整車環境下方向盤一階模態頻率應不小于35 Hz。表4中列出了儀表板橫梁需要滿足的性能要求。
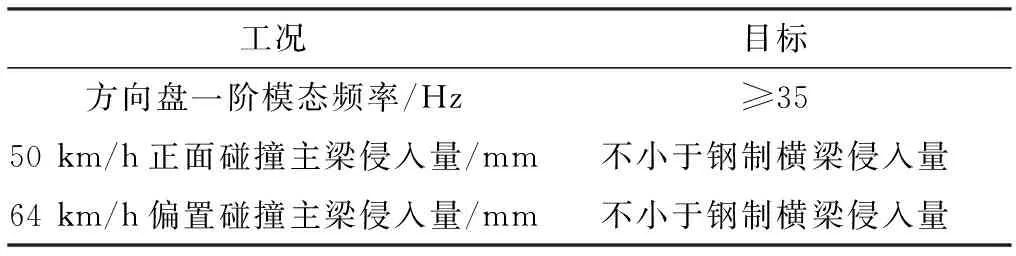
表4 儀表板橫梁性能要求
2.2 儀表板橫梁性能分析優化
2.2.1 優化分析策略
基于上述性能要求,對儀表板橫梁設計方案進行多輪迭代優化:采用拓撲優化獲得零件最優結構形狀;然后應用多目標設計優化方法,以儀表板橫梁減重為優化目標,以方向盤的模態頻率為約束,以儀表板橫梁零件料厚為設計變量,對儀表板橫梁總成進行系統優化,優化結果驗證安全碰撞性能。限于篇幅優化的過程不作為文中討論的重點。
2.2.2 方向盤模態頻率分析
優化后的儀表板橫梁的方向盤一階模態頻率為35.6 Hz,滿足不小于35 Hz要求,CAE分析結果如圖7所示。
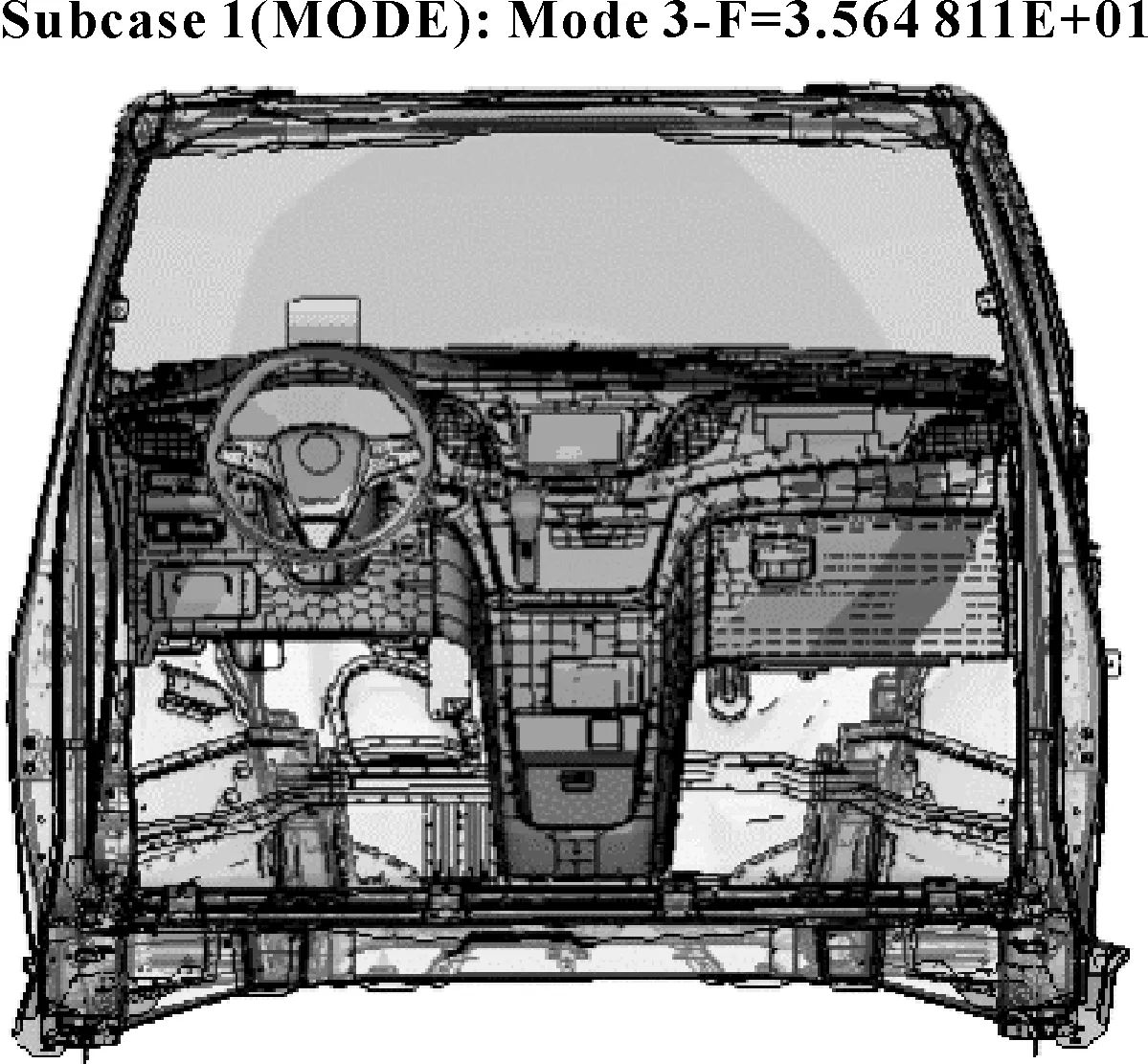
圖7 方向盤一階模態頻率
2.2.3 碰撞安全分析
基于碰撞安全仿真結果:在50 km/h正面碰撞和64 km/h偏置碰撞工況下鋼制儀表板橫梁主梁的侵入量分別為10和34 mm,相同工況下鋁合金儀表板橫梁主梁的侵入量分別為9和27 mm,鋁合金儀表板橫梁碰撞安全性達到了上一代鋼制橫梁設計水平。
基于上述優化分析驗證,在性能滿足要求的情況下,優化完成的方案如圖8所示,總成質量為7.549 kg,相比上一代鋼制結構(質量12.174 kg)減少4.625 kg,減重38%。
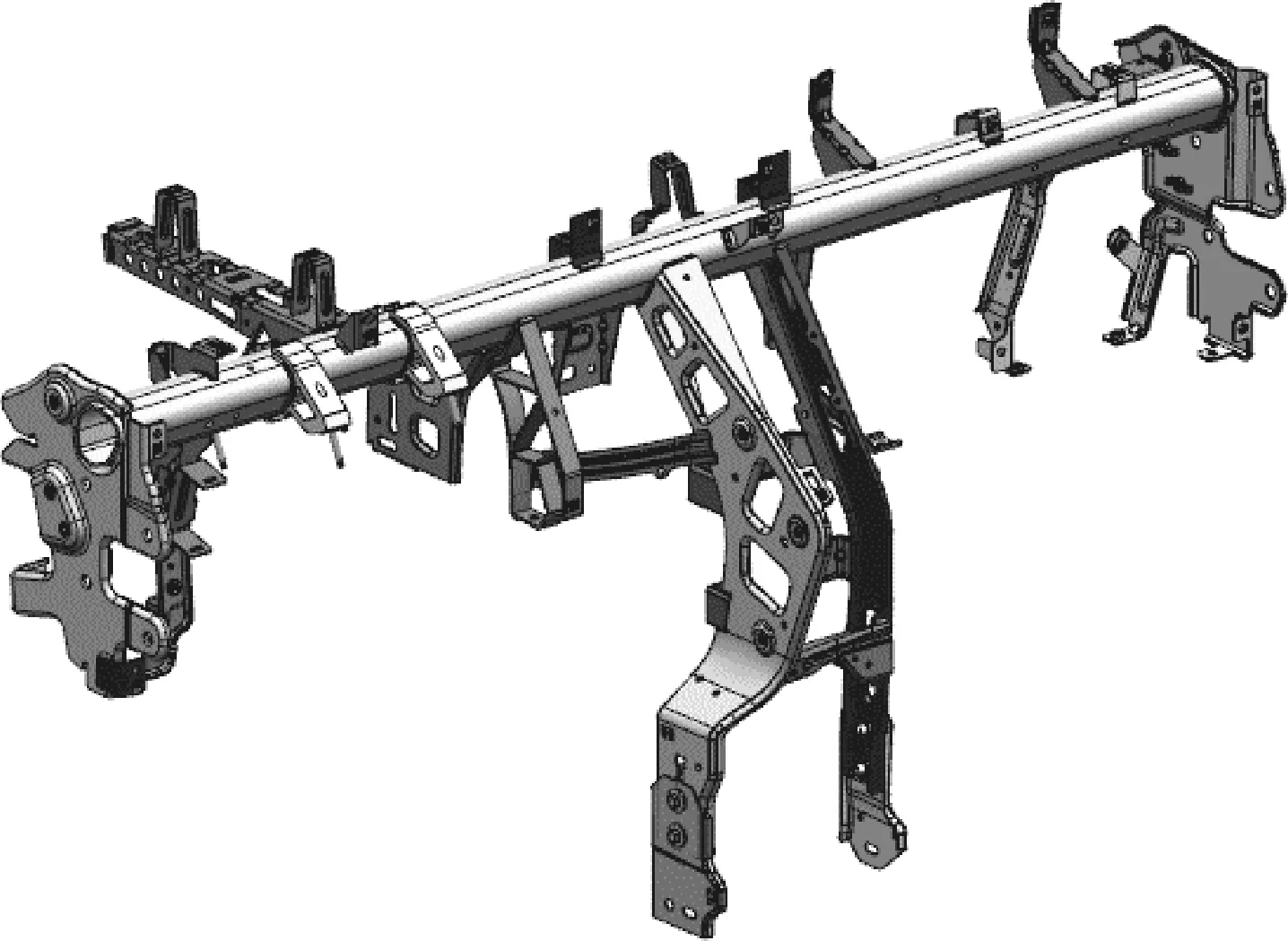
圖8 鋁合金材質儀表板橫梁方案
3 結論
采用鋁合金材料設計完成的儀表板橫梁較上一代鋼制儀表板橫梁減重38%。方向盤一階模態頻率35.6 Hz(目標:≥35 Hz) ,滿足模態性能要求;碰撞安全仿真結果顯示:鋁合金儀表板橫梁設計方案主梁侵入量達到了鋼制橫梁水平,滿足碰撞安全要求。
參考文獻:
[1]郝瀚,王司南,李驍,等.面向CAFC法規的汽車企業輕量化策略研究[J].汽車工程,2017,39(1):1-8.
HAO H,WANG S N,LI X,et al.A Research on CAFC Regulation-Oriented Lightweighting Strategy for Automotive Manufacturers[J].Automotive Engineering,2017,39(1):1-8.
[2]全國汽車標準化技術委員會.乘用車燃料消耗量評價方法及指標:GB 27999-2014[S].北京:中國標準出版社,2016.
[3]泛亞內飾教材編寫組.汽車內飾設計概論[M].2版.北京:人民交通出版社,2012:64.
[4]高軍,趙國群,李麗華.鋁合金型材擠壓技術現狀與發展趨勢[J].汽車工藝與材料,2002(6):21-24.
GAO J,ZHAO G Q,LI L H.Status and Development Trend of Extrusion Technology of Aluminum Alloy Profile[J].Automobile Technology & Material,2002(6):21-24.
[5]劉靜安,謝建新.大型鋁合金型材擠壓技術與工模具優化設計[M].北京:冶金工業出版社,2003.
[6]ZHU H,QI F.Mechanical Properties and Fracture Behaviors on 6061 Aluminum Alloy under Shear Stress State[J].Rare Metals,2011,30(5):550-554.
[7]FAGERHOLT E,D?RUM C,B?RVIK T,et al.Experimental and Numerical Investigation of Fracture in a Cast Aluminum Alloy[J].International Journal of Solids and Structures,2010,47(24):3352-3365.
[8]HIRSCH J.Recent Development in Aluminum for Automotive Applications[J].Transactions of Nonferrous Metals Society of China,2014,24(7):1995-2002.
猜你喜歡
保健醫苑(2022年5期)2022-06-10 07:46:12
小哥白尼(趣味科學)(2021年8期)2021-11-20 06:08:04
海洋信息技術與應用(2020年3期)2020-08-24 07:25:10
中國臨床醫學影像雜志(2019年5期)2019-08-27 02:48:00
中國生物醫學工程學報(2019年4期)2019-07-16 08:04:16
模具制造(2019年3期)2019-06-06 02:10:54
制造業自動化(2017年2期)2017-03-20 14:26:14
中國繼續醫學教育(2015年6期)2016-01-07 07:38:49
沈陽醫學院學報(2014年4期)2014-12-27 13:44:20
航天器工程(2014年5期)2014-03-11 16:35:55
