基于尺寸工程的某車型掀背門與后保險杠段差不良問題分析與解決
2018-07-09 12:27:42熊盛勇周俊黃宇靖
汽車零部件 2018年6期
關鍵詞:流水
熊盛勇,周俊,黃宇靖
(廣州汽車集團乘用車有限公司,廣東廣州 511434)
0 引言
隨著國內汽車市場的火爆,消費者對汽車的要求也越來越高,不但需要良好的使用性能,而且要具有精美的外觀。汽車各部件間的間隙及段差是影響整車外觀美學的重要組成部分[1]。掀背門與后保險杠段差不良不但影響商品的美觀性,而且對汽車NVH(Noise Vibration Harshness)、汽車漏水有重要影響。因此,消除掀背門與后保險杠段差不良具有重要意義。
針對汽車各部件的間隙和段差,國內許多專家學者進行了研究。王建等人[2]采用蒙特卡洛公差分析方法,優化了側圍與后風擋玻璃間隙。陳正等人[3]采用1-DCS尺寸分析軟件對轎車前門與后門裝配偏差進行了分析,通過優化公差分配,使裝配滿足實際要求。孫志亮[4]提出了一種新型工裝定位方案,解決了尾門與后保險杠間隙不良問題。現有的大多數研究都是針對公差設計、定位設計進行的,而針對后期制造過程中的間隙、段差則較少。
文中通過實例,闡述了尺寸工程解決實際裝配問題的方法。通過3DCS分析,檢查了公差設計的合理性;運用尺寸鏈分析,得到了掀背門與后保險杠段差不良的偏差來源,并通過改善零件精度、增加工裝,最終解決了該不良問題。
1 問題描述
某SUV車型在試制過程中發現掀背門與后保險杠段差不良。現場測量結果顯示掀背門高于后保險杠,其段差為1.0~1.5 mm,如圖1所示。而DTS(Dimensional Technical Specification)要求掀背門低于后保險杠,其段差要求為(-2.0±1.5)mm。實車測量結果偏離標準中值3.0~3.5 mm,嚴重影響視覺效果。
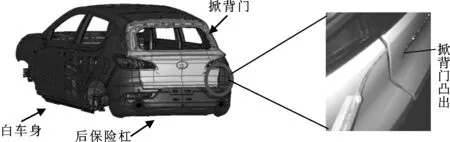
圖1 不良現象
2 相關數據輸入
2.1 DTS要求
DTS文件中掀背門與后保險杠的段差要求如表1所示。

表1 DTS要求
2.2 掀背門與后保險杠的裝配流程
掀背門分總成在焊裝裝配,通過鉸鏈安裝在白車身上。經過涂裝后,在總裝車間安裝后保險杠總成。其工藝流程如圖2所示,具體過程如下:(1)將掀背門內板與外板通過焊接、滾邊形成掀背門分總成;(2)在鉸鏈安裝夾具上,將鉸鏈通過螺栓固定在掀背門分總成上形成掀背門總成;(3)采用掀背門工裝,將掀背門安裝在車身總成上形成白車身;(4)白車身經過涂裝電泳、噴漆、烘烤后,在總裝裝上后保險杠總成,最終形成整車。
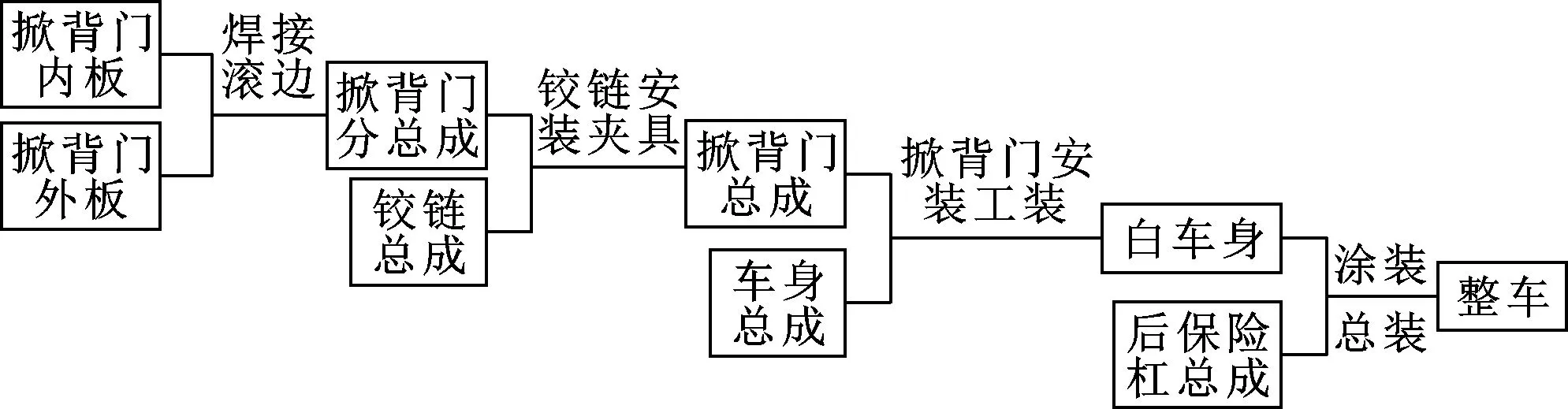
圖2 工藝流程
2.3 零件定位及公差分配
掀背門與后保險杠都是裝在車身總成上,最后形成配合。掀背門通過工裝安裝在車身總成上,掀背門的定位信息如圖3所示。其中,A1~A5為第一基準,控制X向移動、Y軸轉動、Z軸轉動;B為第二基準,控制Y、Z向的移動;C為第三基準,控制X軸轉動。
后保險杠的定位及公差信息如圖4所示。其中,A1~A12為第一基準,控制Z向移動、X軸轉動、Y軸轉動,其面輪廓度公差為±0.3 mm;B1~B10為第二基準,控制X向移動、Z軸轉動,B1~B8的面輪廓度公差為±0.3 mm;C為第三基準,控制Y向移動,其面輪廓度公差為±0.3 mm。

圖3 掀背門的定位信息
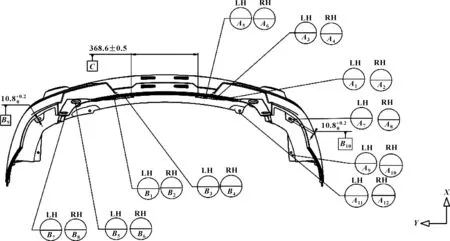
圖4 后保險杠定位及公差信息
3 問題調查
3.1 裝配偏差分析
為了檢查公差設計的合理性,采用3DCS虛擬裝配技術進行理論裝配。該分析的兩個前提條件是:(1)所有的零部件都是剛體,不存在自身變形;(2)除非特別給定,所有的特征點公差服從正態分布[3]。根據上文的零件定位及公差分配進行虛擬裝配。通過2 000次虛擬裝配,該段差偏差符合正態分布,其段差分布如圖5所示。超差率小于3%表明公差設計合理[5]。文中的掀背門與后保險杠的段差超差率為1.7%,說明滿足設計要求。
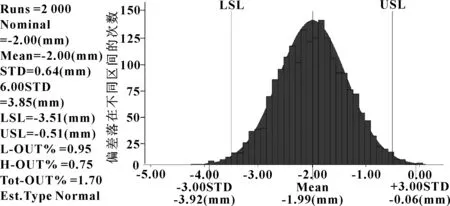
圖5 段差分布圖
3.2 尺寸鏈分析
尺寸鏈分析技術是尺寸工程解決問題的基本工具,它不但可以用于檢查公差分配的合理性,而且可以用于全面分析尺寸偏差來源。掀背門與后保險杠的裝配要經過焊裝、涂裝、總裝車間,該配合的尺寸鏈較長,影響因素較多。為了能全面分析偏差來源,對該配合進行尺寸鏈分析。
根據上文掀背門與后保險杠的裝配流程,繪制了尺寸鏈,如圖6所示。其中:A0是封閉環,表示掀背門與后保險杠段差偏差;A1表示后保險杠單品精度偏差,為增環;A2表示后保險杠安裝孔精度偏差,為增環;A3表示掀背門安裝孔精度偏差,為減環;A4表示掀背門總成精度偏差,為減環;A5表示涂裝烘烤變量,為減環。
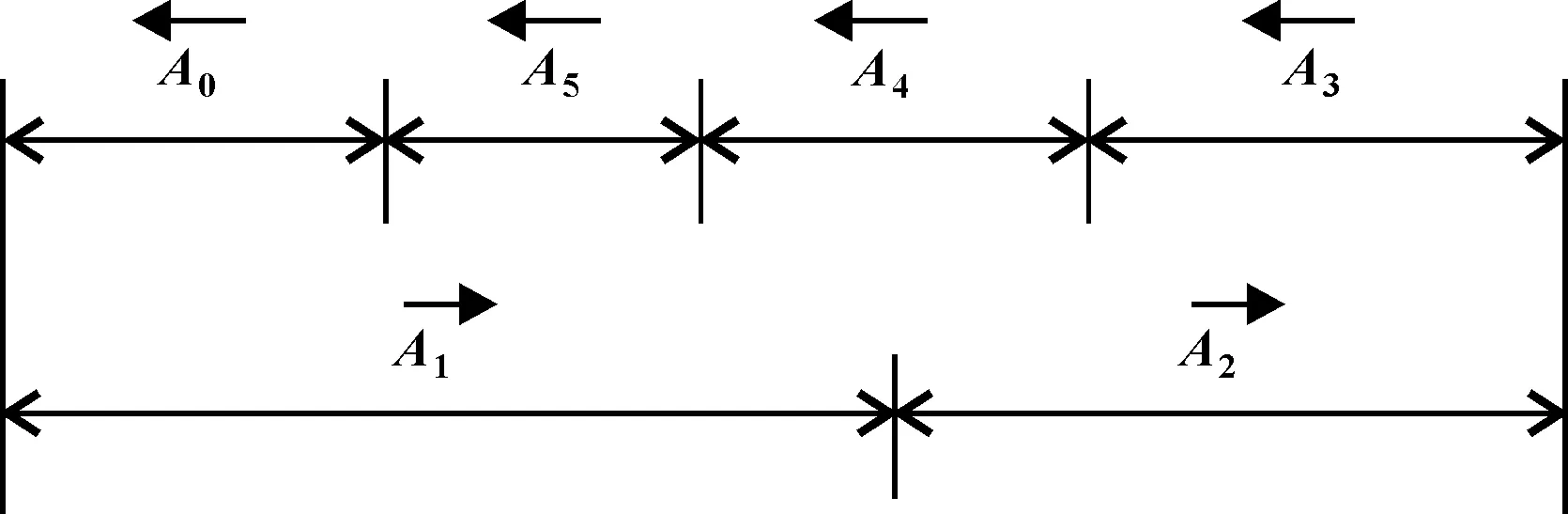
圖6 尺寸鏈
通過公式(1),計算開環對掀背門與后保險杠段差的影響,如果該計算結果與實測結果相同,則說明偏差來源于開環;如果計算結果與實際測量結果不同,則說明還有未考慮到的影響因素。
A0=A1+A2-A3-A4-A5
(1)
3.3 精度調查
為了明確影響掀背門與后保險杠的主要因素,對尺寸鏈的各個開環進行了調查。
(1)后保險杠和掀背門總成精度
分別將后保險杠、掀背門總成安裝在綜合檢具、掀背門檢具上,測量后保險杠與掀背門配合處的面差。測量結果表明:后保險杠零件精度偏差為-0.1 mm,即A1為-0.1 mm;掀背門總成精度偏離中值1.2 mm,即A2為-1.2 mm。
(2)后保險杠安裝面和掀背門安裝孔精度
采用雙懸臂先后測量白車身的后保險杠安裝孔精度和掀背門安裝面精度,測量結果表明:后保險杠安裝面往前偏了1.2 mm,即A4為1.2 mm。
(3)涂裝烘烤變量
白車身要經過涂裝電泳、烘烤、噴漆,為了調查涂裝的烘烤變化量,對比了涂裝前后掀背門的測量結果。結果表明:掀背門在經過涂裝后段差發生了變化,最大變化量為1.2 mm,即A5為1.2 mm。
3.4 尺寸鏈核算
由于掀背門安裝孔是過孔,有0.5 mm的調整余量,所以A3為0。將尺寸鏈各環的調查結果代入公式(1)進行核算,得到A0為3.7 mm,即掀背門與后保險杠的段差偏離中值3.7 mm。掀背門凸出后保險杠1.7 mm,與實測結果(1.5 mm)相符。這表明導致掀背門與后保險杠段差不良的主要因素為后保險杠安裝面精度不良、掀背門總成精度不良、涂裝烘烤變化。
4 方案對策
為了解決掀背門與后保險杠段差不良,分別對上述3個主要影響因素進行原因分析并制定了相應的對策。
4.1 解決后保險杠安裝面精度不良
(1)原因分析
后保險杠安裝面位于流水槽上,流水槽由單品到總成的焊接工序如下:①將流水槽與側圍外板焊接成側圍分總成一;②將側圍分總成一與加強件焊接成側圍分總二;③將側圍分總成二與輪罩分總成焊接成側圍總成;④將側圍總成與地板總成焊接成車身總成。
為了調查后保險杠安裝面精度偏差的原因,采用三坐標測量機測量了流水槽、側圍外板的零件精度以及總拼夾具定位銷的精度。結果表明:零件單品精度和夾具定位精度合格。進一步測量側圍總成、側圍分總成精度,并對比各工序的變化量,發現后保險杠安裝面在工序①開始出現偏差。主要原因是流水槽造型結構復雜,焊接后容易回彈;另外,流水槽與側圍外板匹配關系復雜,X、Y、Z3個方向均存在搭界(如圖7所示),夾具調整困難。
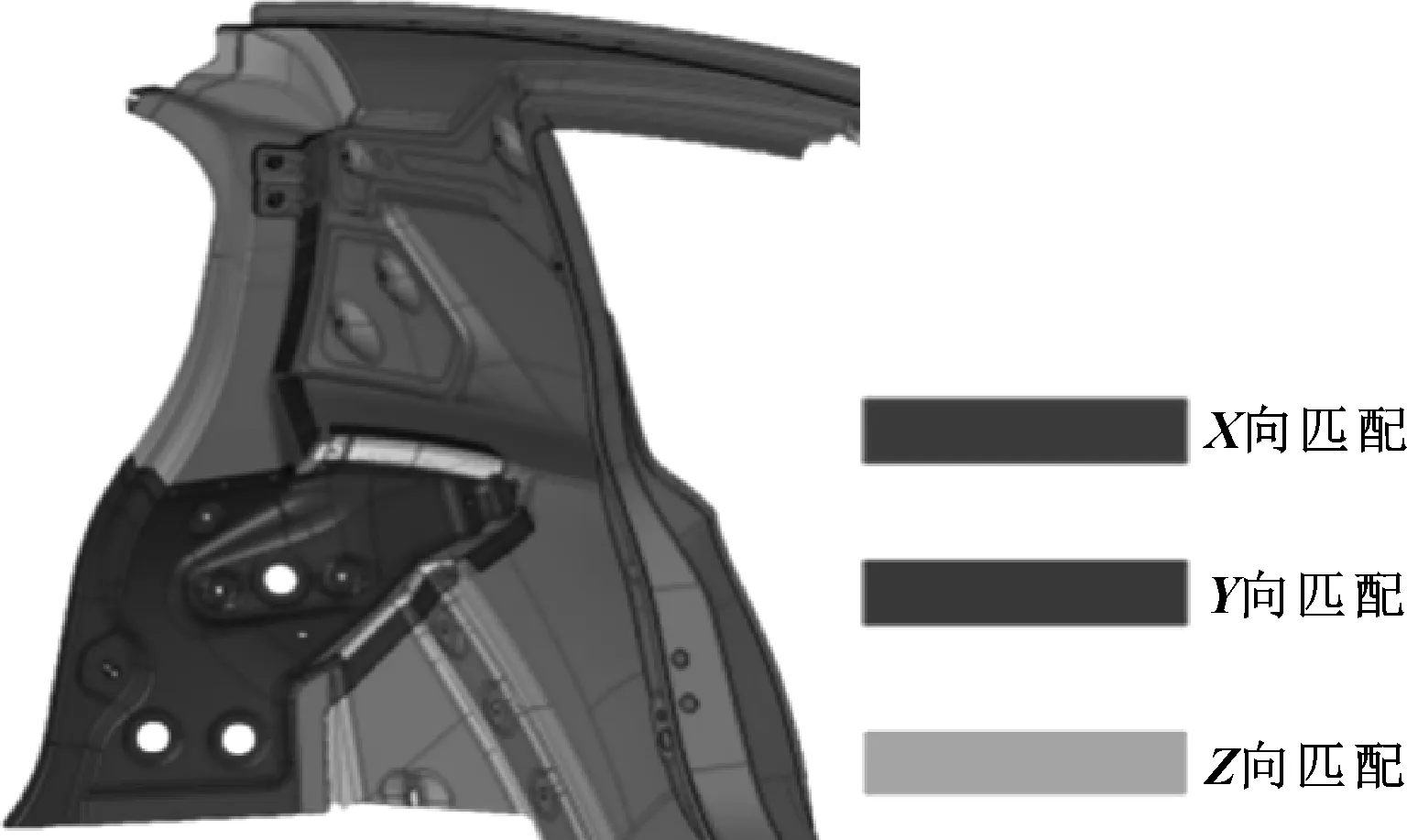
圖7 流水槽與側圍外板匹配圖
(2)解決對策
為了解決流水槽回彈嚴重問題,在工序③工位的夾具上增加壓頭[如圖8(b)所示],確保流水槽與輪罩焊接后,后保險杠安裝面的精度合格。夾具變更對比如圖8所示。
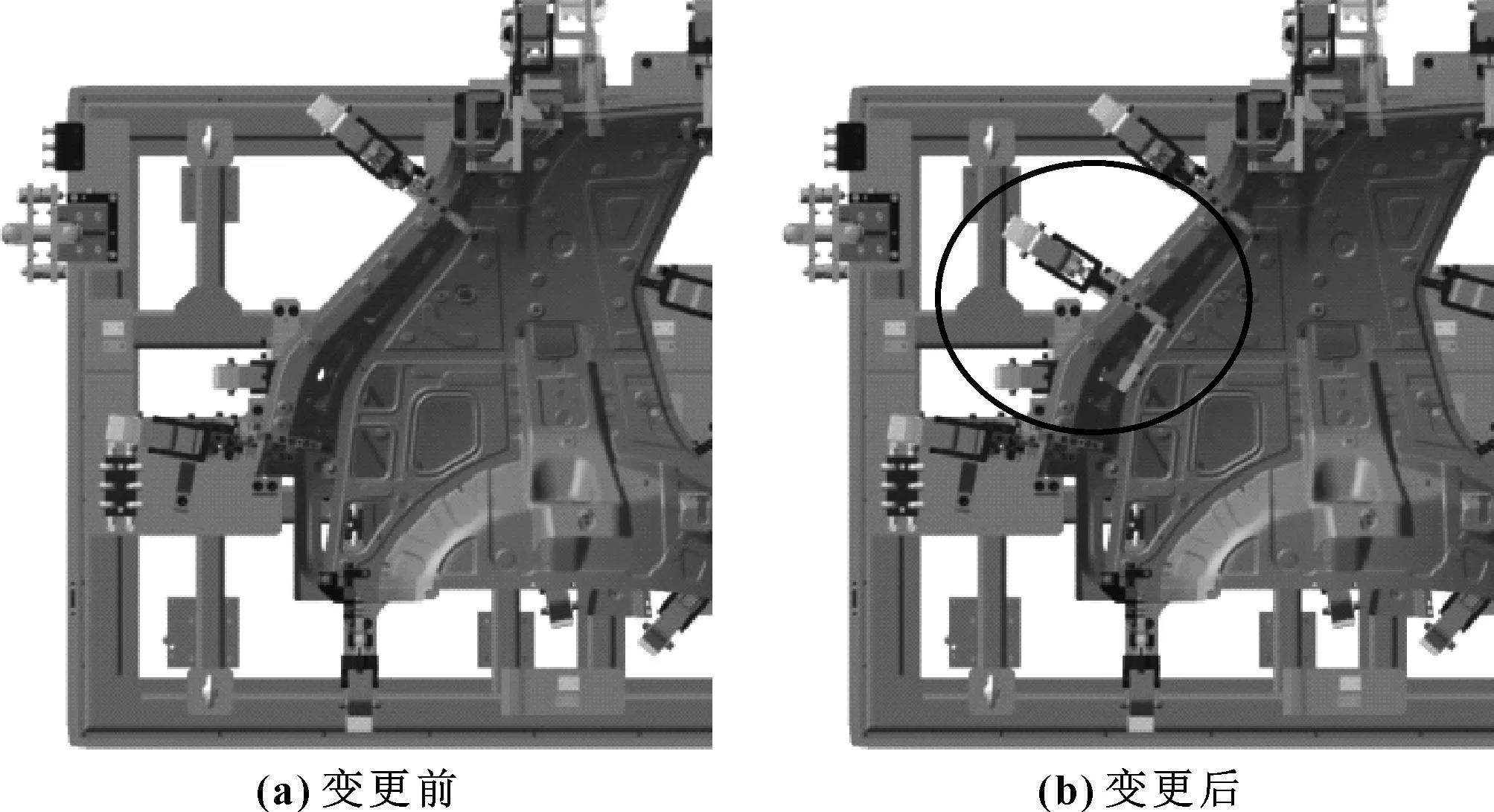
圖8 夾具變更對比
4.2 解決掀背門總成精度不良
掀背門總成由掀背門內板和外板焊接而成。通過檢測發現掀背門內板精度超差1.5 mm。通過修改沖壓模具解決了掀背門總成精度不良的問題。
4.3 消除涂裝烘烤變化量
掀背門進入涂裝時,由一個工裝將掀背門頂起,工裝的一端支撐后圍板,另一端支撐掀背門下部位置,示意圖如圖9(a)所示。
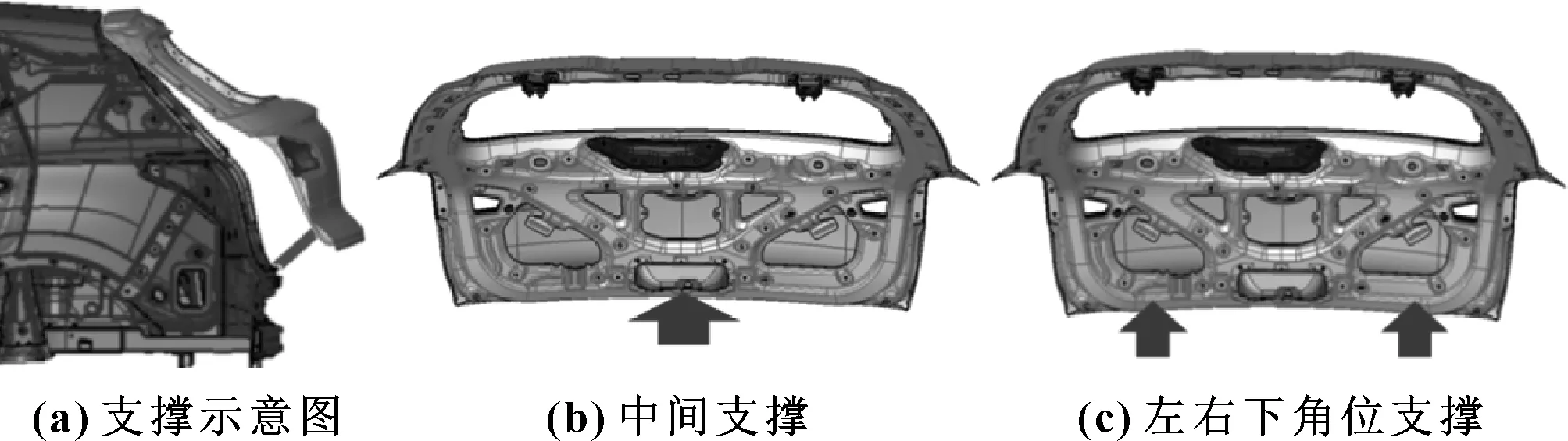
圖9 掀背門工裝示意圖
由于掀背門工裝支撐不足,導致涂裝烘烤變形。為了解決烘烤變形,對支撐位置進行了變更,將中間支撐[如圖9(b)所示]改為左右下角位兩邊支撐,如圖9(c)所示。圖10所示為不同支撐方案的涂裝烘烤變化對比情況。其中:中間支撐的烘烤變化量為1.2 mm,左右下角位支撐烘烤變化量為0.2 mm。實施對策后,減少了1.0 mm的涂裝烘烤變化量,消除了涂裝烘烤變化對段差的影響。
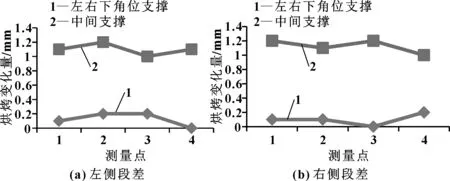
圖10 改善前后掀背門段差偏差對比情況
5 總結
基于尺寸工程的基本方法,分析了公差設計、結構設計以及工裝夾具的合理性;調查了零件精度和夾具精度;通過改善零件精度、增加工裝夾具,最終消除了掀背門與后保險杠段差不良。通過此次研究得到以下結論:
(1)影響掀背門與后保險杠段差的主要因素為后保險杠安裝面精度、掀背門總成精度、涂裝烘烤變化量。
(2)復雜的結構設計和復雜的匹配關系,導致流水槽與側圍外板焊接后回彈嚴重。通過夾具過定位、增加壓頭可以消除焊接回彈。
參考文獻:
[1]劉妍,張浩,段宏艷.基于尺寸工程的D柱飾板與側圍飾板間隙分析[J].汽車工程師,2016(2):32-34.
LIU Y,ZHANG H,DUAN H Y.Study on Gap between D Pillar Trim Panel and Side Panel Based on Dimension Engineering[J].Auto Engineer,2016(2):32-34.
[2]王建,魯后國,李軍會.基于尺寸工程的側圍與后風擋玻璃間隙優化[J].機械工程師,2016(7):161-163.
WANG J,LU H G,LI J H.Gap Optimization of Side Outer and Back Glass Based on Dimension Engineering[J].Mechanical Engineer,2016(7):161-163.
[3]陳正,李明.基于尺寸工程的轎車前、后門裝配偏差分析[C]//2009中國汽車工程學會年會.北京,2009.
[4]孫志亮.一種汽車尾門與后保險杠間隙面差優化方案的工裝設計研究[J].汽車實用技術,2015(5):44-46.
SUN Z L.A Research of Designed Fixture About Optimizing the Gap and Flush Between the Tailgate and Rear Bumper[J].Automobile Technology, 2015(5):44-46.
[5]吳濤,王若巖.基于尺寸工程的某車型尾翼與后背門面差不均問題分析[J].汽車工藝與材料,2016(11):40-42.
猜你喜歡
故事作文·高年級(2025年7期)2025-07-27 00:00:00
云南畫報(2021年8期)2021-12-02 02:46:08
文苑(2020年10期)2020-11-07 03:15:26
揚子江(2018年1期)2018-01-26 00:36:54
天津詩人(2017年2期)2017-11-29 01:24:12
數位時尚(幼兒教育)(2017年6期)2017-07-18 11:47:56
視野(2015年6期)2015-10-13 00:43:11
六盤山(2015年3期)2015-06-29 12:26:37
火花(2015年1期)2015-02-27 07:40:13
海峽姐妹(2014年5期)2014-02-27 15:09:38
