甘蔗收割機配對刀片相對位置對切口的影響
2018-07-10 11:39:28周金偉劉慶庭羅菊川
農機化研究 2018年8期
周金偉,劉慶庭,武 濤,賴 琪,羅菊川
(華南農業大學 南方農業機械與裝備關鍵技術教育部重點實驗室/工程學院,廣州 510642)
0 引言
切段式甘蔗收割機通過切段刀輥將甘蔗切成一定長度的蔗段。目前,甘蔗收割機的切段刀輥普遍采用矩形光刃刀片,上下刀輥同步反向轉動,安裝在上下刀輥上的刀片數量相同,且相互匹配。刀輥轉動過程中,上下刀輥上相互匹配的刀片將從其中間通過對甘蔗進行切斷。切段刀輥切割甘蔗過程中出現的甘蔗碎屑和切口爆裂等問題,會造成甘蔗質量損失、蔗汁流失和產生較多的葡聚糖,增加甘蔗收獲田間損失和制糖成本。國內在甘蔗切割理論方面的研究主要集中在甘蔗的根切器[1-10],對切段刀輥的研究比較少。滾筒式切碎器理論主要集中在鍘草機和玉米秸稈切斷粉碎方面[11-16],不適用于對蔗段質量有較高要求的甘蔗收割機上。周勇等測試了一款甘蔗收割機的蔗段的合格率為94.55%[17],但在作業現場也常見到蔗段切口大量嚴重破損的情況。因此,如何得到穩定的蔗段刀口質量,成為國產甘蔗收割機亟需解決的問題。
定義配對刀片在刀背上下刀輥中心面垂直并且刃口相向時為刀片初始安裝位置,定義配對刀片處于初始位置時配對刀片刀背之間的距離為刃口間距。根據初始位置時上下刀片的相對位置,可以分為配對刀片刀尖相對安裝和刃口斜面相向安裝兩種方式,如圖1所示[18]。刀尖相對時,滾筒中心線和上下切段刀中心面在一個平面,刃口斜面相向形式的滾筒中心線與上下切段刀片中心面不在一個平面。目前,凱斯、約翰迪爾和國內收割機均采用刀刃間隙相對安裝。
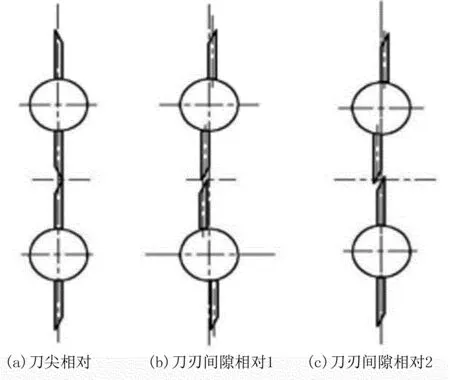
圖1 切段刀輥刀片安裝方式
HN4GDL-91切段式甘蔗收割機采用配對刀片刃口斜面相向安裝方式。馮家模通過運動仿真分析得出結論:配對刀片在初始安裝位置的刃口斜面間距為2 mm時,有利于防止切段刀片鈍化和提高蔗段切口質量[19]。在調試配對刀片初始安裝位置時發現:在刃口斜面間距一定的情況下,刃口間距對切斷甘蔗過程中碎屑的產生和蔗段切口端面軸線方向的高度差具有較大影響。本文以團隊設計的4GDL-132型切段式聯合甘蔗收割機的切段刀輥為研究對象,仿真與試驗分析刀片切入甘蔗過程,揭示刃口間距對碎屑與切口端面軸向高度差的影響,為收割機配對刀片調試提供理論依據。
1 試驗材料與方法
1.1 甘蔗
試驗中的甘蔗為廣前糖廠發展有限公司種植的粵糖-128。采樣時間為2017年1月18日,采樣后2天內完成試驗,試驗時去除甘蔗葉。
1.2 切段刀輥
以團隊設計的4GDL-132型甘蔗收割機的切段刀輥為研究對象。該切段刀輥主要由上下切段刀輥、飛輪、傳動齒輪和機架等組成,刀輥中心距250 mm,每個刀輥上安排2把刀片,如圖2(a)所示。刀片通過螺栓與刀片安裝板相連接,并可通過調整刀片與安裝板之間的墊板調節配對刀片刃口線之間的距離。刀片上的安裝孔為長孔,用來調整刀片徑向安裝位置,刀片厚度10mm、長75mm、寬158 mm,刃口斜角25°,如圖2(b)和圖2(c)所示。

1.上切段刀輥 2.下切段刀輥 3.上滾筒齒輪 4.下滾筒齒輪 5.動力軸齒輪 6.飛輪 7.機架圖2 切段刀輥結構參數
本實驗室目前研制的切段式聯合甘蔗收割機切段機構安裝位置在一級輸送滾筒后和二級輸送裝置前,故設計尺寸應配合相應的位置。切段機構主要由上切段刀輥、下切段刀輥、上滾筒齒輪、下滾筒齒輪、動力軸齒輪、飛輪及機架等組成。收割機上,液壓馬達驅動動力軸,通過動力軸齒輪、上滾筒齒輪及下滾筒齒輪傳遞轉速和扭矩。
1.3 切割過程仿真分析軟件與方法
用PROE5.0生成簡潔模型的裝配體模型(見圖3),另存為.SAT格式的文件,導入HYPERMESH進行網格劃分與加載,生成k文件;然后,導入ANSYS進行運行,以切段效果的主要評價指標刀刃間距為變量,仿真甘蔗切割過程。

圖3 甘蔗切割模型圖
簡化甘蔗模型為圓柱體,根據試驗中所用甘蔗測得的平均直徑值,設定甘蔗模型直徑為21 mm、蔗皮厚度0.8mm、蔗芯直徑19.4mm。定義蔗皮為復合材料模型,選用22號材料,縱向抗拉強度7MPa,橫向抗拉強度1.34MPa[5]。蔗芯選用3材料,定義切段刀為剛體模型,選用20號材料。蔗皮與蔗芯之間采用共節點聯接。刀片厚度10mm,刀尖角度25°,刀輥中心距250mm。模型材料參數如表1所示[7]。采用6面體實體單元,單元尺寸為1。
定義4組接觸:上刀片與甘蔗表片的接觸,上刀片與蔗芯的接觸,下刀片與甘蔗表片的接觸,下刀片與蔗芯的接觸。根據馬達額定轉速的80%,利用關鍵字*BOUNDARY_PRESCRIBED_MOTION_RIGID來設定上、下刀輥的轉速為400r/min(即41.86rad/s)。用ANSYS求解k文件得到d3plot文件,仿真時間為0.02s。
1.4 切割試驗與高速攝影設備與方法
1.4.1試驗設備
高速相機設備為美國Vision Research生產的Phantom M310,配備了帶有千兆網卡的筆記本計算機,高速相機通過網線將拍攝的圖像傳輸到計算機保存。試驗采用的拍攝速率為1 280×800分辨率下2 000fps。其他設備有:游標卡尺,角度測量儀,卷尺,電子手提秤(型號為WH-A,精度為5 g),相機CANON E505。
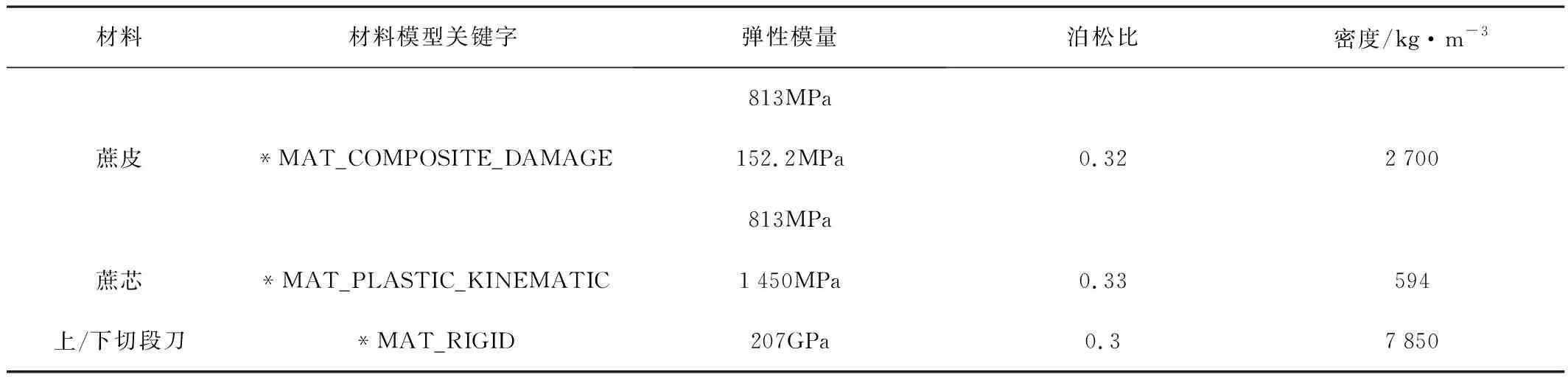
表1 模型材料參數
1.4.2試驗方法
試驗因素與水平如表2所示。
表2試驗因素與水平
Table 2Experimental factors and levels mm

水平刃口間距q直徑D1102328273631
甘蔗單位切口損失的質量代表著切斷甘蔗過程中產生的損失,切口端面軸向高度差代表著切口的大小,選用單位切口損失和切口端面軸向高度差作為試驗指標來綜合評價切口質量。切口端面高度差s如圖4所示。s用游標卡尺測量,測量精度為0.02 mm。

圖4 切口端面軸向高度差示意圖
試驗指標中,單位切口損失量和切口端面軸向高度差數值越小越好,主要考慮單位切口損失量,其次是切口端面軸向高度差。通過調整下刀輥中心位置和刀片長度可以得到不同的刃口間距,如圖5所示。在圖5(d)中:p為刃口斜面間距,q為刃口間距。選取p=2mm時,以刃口間距q為試驗因素,q值取10、8、6mm等3個水平;將試驗用甘蔗根據平均直徑大小分為3組;試驗研究刃口間距和甘蔗直徑兩個因素下的甘蔗切割過程,每個處理重復30次。切割后將甘蔗段收集在一起,去除掉切割過程中產生的碎渣,測量切割前整稈甘蔗的質量和切割后蔗段質量,質量差除以切口數即為單位切口損失,即
其中,t為單位切口損失量(g);mt為切割前甘蔗質量(g);mo為切割后甘蔗質量(g)。
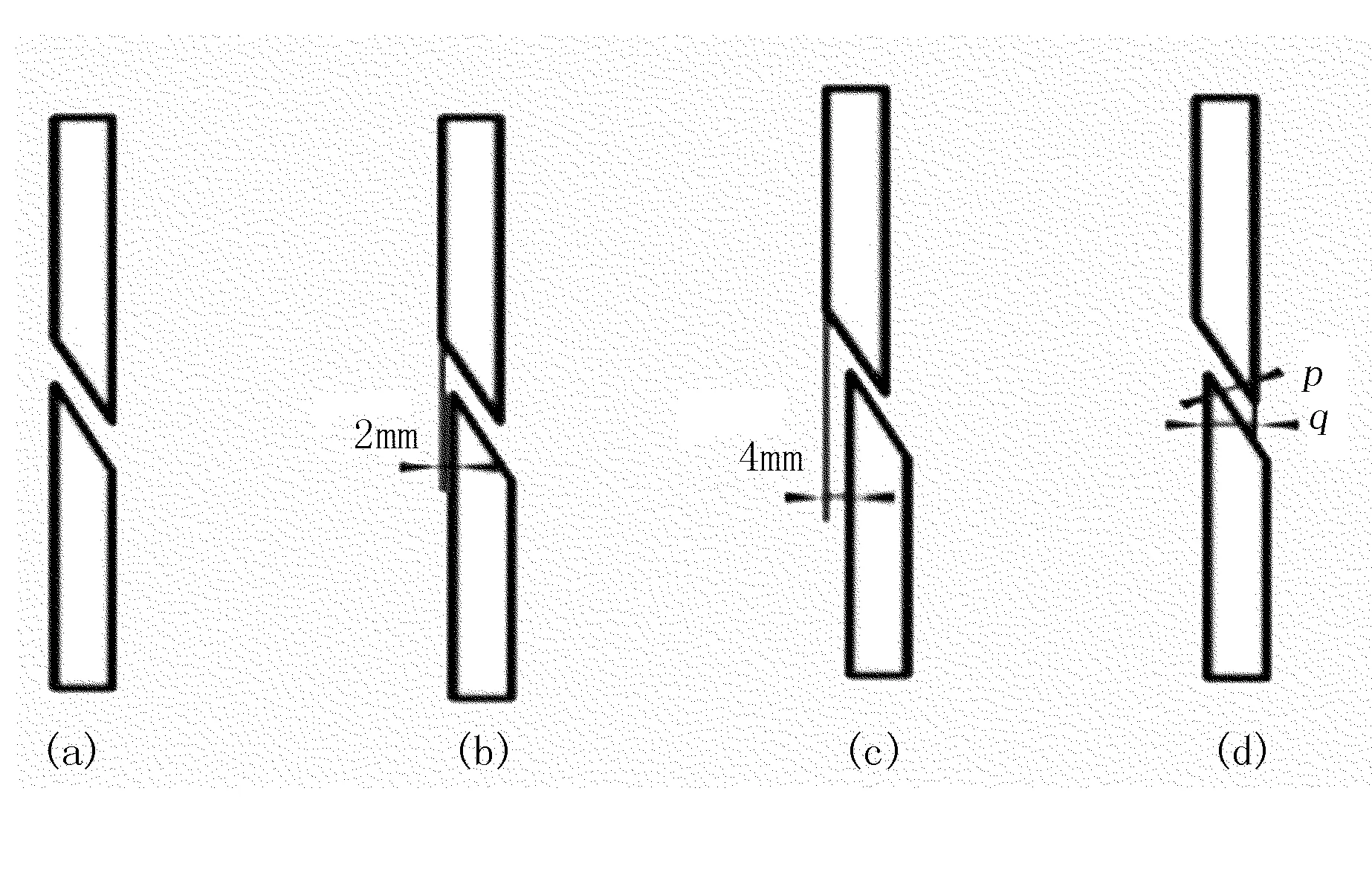
圖5 刃口間距示意圖
2 試驗結果
2.1 切割過程仿真分析結果
觀察切割區域甘蔗的變化情況可知:這種形式的對刀方式在切割過程中會有蔗屑產生,如圖6所示。蔗屑產生區域為刀面相對的非接觸區域,如圖7所示。由圖7可以看出:線1、線3為上刀運動在甘蔗上留下的痕跡,線2為下刀運動在甘蔗上留下的痕跡,斜線1、2、3在甘蔗中間某部位匯于一點;開始切割時,配對刀片在軸向有一個位移差,即線2和線3之間的甘蔗是兩個刀口切出來的碎蔗,然后在運動過程中被擠壓,所以甘蔗在切割過程中會有質量損失。刪除單元的質量即為切割仿真甘蔗的損失質量,得到刀刃間距為10、8、6mm時的單個切口損失量分別為12.4、11.2、10.7g,甘蔗損失質量依次減小。
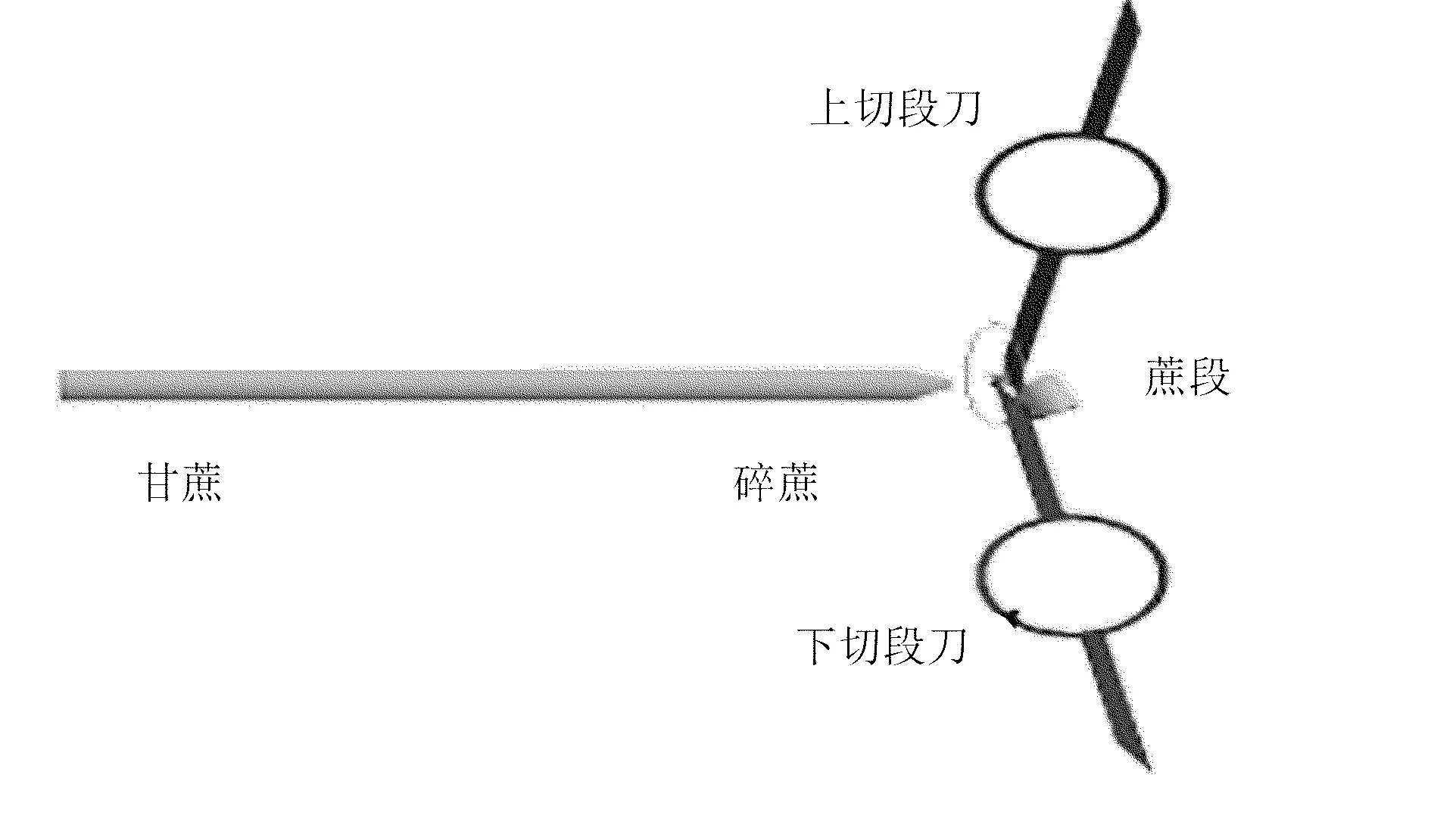
圖6 蔗屑示意圖Fig.6 Cane chips
圖7 蔗屑區域示意圖
2.2 高速攝影結果
高速攝影圖像如圖8所示。由圖8可以看出:根據兩把切段刀在切段過程中不同的作用可將甘蔗切段過程分為刀刃夾緊甘蔗、動刀定刀切割甘蔗、雙動刀切割甘蔗及雙刀擠壓碎蔗4個階段。在刀刃夾緊甘蔗的過程中,兩刀刃徑向距離在減少,當數值等于甘蔗直徑時,兩刀刃夾緊甘蔗準備切割,如圖8(a)所示。在這個過程中,甘蔗接觸處無蔗汁濺出,說明上、下切段刀不起切割作用。在動刀定刀切割甘蔗的過程中,下切段刀片起定刀固定甘蔗作用,上切段刀片起動刀切割甘蔗作用,如圖8(b)所示。在這個過程中,上切段刀片刃口處見到蔗汁濺出,且刃線在與接觸甘蔗處有截止,刃線與上切段刀片、甘蔗表面交線有明顯差異,說明上刀片切入;下切段刀片無此現象,說明下切段刀片沒有切割。 在雙動刀切割甘蔗的過程中,上、下切段刀片都起動刀切割作用,如圖8(c)所示。在這個過程中,上、下切段刀片刃口處都見到蔗汁濺出,且刃線在與接觸甘蔗處都有截止,刃線與上切段刀片、甘蔗表面交線都有明顯差異,說明上、下切段刀片都在切割。甘蔗被切段后,雙刀擠壓碎蔗會產生大量蔗屑,如圖8(d)所示。在這個過程中,上、下切段刀片沒有起到切割和固定的作用。

圖8 高速攝影
2.3 切段效果試驗結果
刃口間距和甘蔗直徑對單位切口損失量和甘蔗切口端面軸向高度差影響的試驗結果如表3所示。

表3 試驗結果
3 討論與分析
3.1 高速攝影分析
1)在第1個階段:下切段刀片對甘蔗有支持力上切段刀片與甘蔗不接觸故不產生作用,如圖9(a)所示。單把刀的受力只讓甘蔗產生運動,而不會切入甘蔗,此階段是切割的準備階段。
2)第2個階段:夾緊之后,上切段刀片先切入,下刀輥作用切段刀作為定刀起加持作用,并不切割甘蔗莖稈,上刀輥作用切段刀作為動刀,開始切割甘蔗莖稈如圖9(b)和圖9(e)所示,此階段為正式切割階段。按照滾筒式切碎器莖稈理論[11-12]來分析甘蔗切割可知:作用在上切段刀片單位刀刃線長度上的垂直反作用力為
其中,Δσ為甘蔗的壓縮應力;E為甘蔗的彈性模量;hzg為甘蔗的切入深度;h為甘蔗的總厚度;β為切角;μz為刀面與甘蔗之間的摩擦因數;μw為甘蔗內的摩擦因數。
3)第3個階段:下切段刀片也切入甘蔗,如圖9(c)所示。隨著切割的進行,切割阻力和切割力都是在增加,下刀達到切割的條件,上、下切段刀切割深度分別為h1和h2,一般h1>h2。此階段為多余的切割階段,因為兩刀切割增加了斷面面積,對后期甘蔗存放時損失率有影響,應該盡量減少此階段的時間、初始切口端面軸向高度差、h2數值和切割區域面積。
4)第4個階段:蔗段掉落,在兩把切段刀片之間有縫隙,縫隙內會有蔗屑產生,而且還會由于縫隙截面形狀的變化而受到擠壓作用,如圖9(d)所示。其中,碎蔗受到擠壓力F1和F2而變形而成為蔗屑,此階段是切割后階段。分析認為:減少碎蔗可以從兩個方面來解決:①在不產生干涉的情況下調節刃面平行時的距離,可以使得碎蔗厚度的減小;②減少切割區域,同時可以使得碎蔗長度減小。

圖9 切段階段
3.2 切段效果試驗分析
用SPSS分析試驗得到MS、F、sig數據如表4所示。由表4可以看出:刃口間距對單位切口損失量和切口端面軸向高度差都有極顯著的影響,甘蔗直徑對切口端面軸向高度差有極顯著影響,甘蔗直徑對單位切口損失量沒有顯著性影響。

表4 試驗方差分析

續表4
采用Duncan多重比較如表5所示。由表5可以看出:單位切口損失量t和切口端面軸向高度差s在刃口間距q的1、2、3水平之間有顯著性差異。刃口間距為3水平(即刃口間距為6mm)時單位切口損失量最小,端面軸向高度差最小。切口端面軸向高度差在甘蔗直徑D的1、2、3水平之間都有顯著性差異。甘蔗直徑D為1水平(即23mm)時切口端面軸向高度差最小。
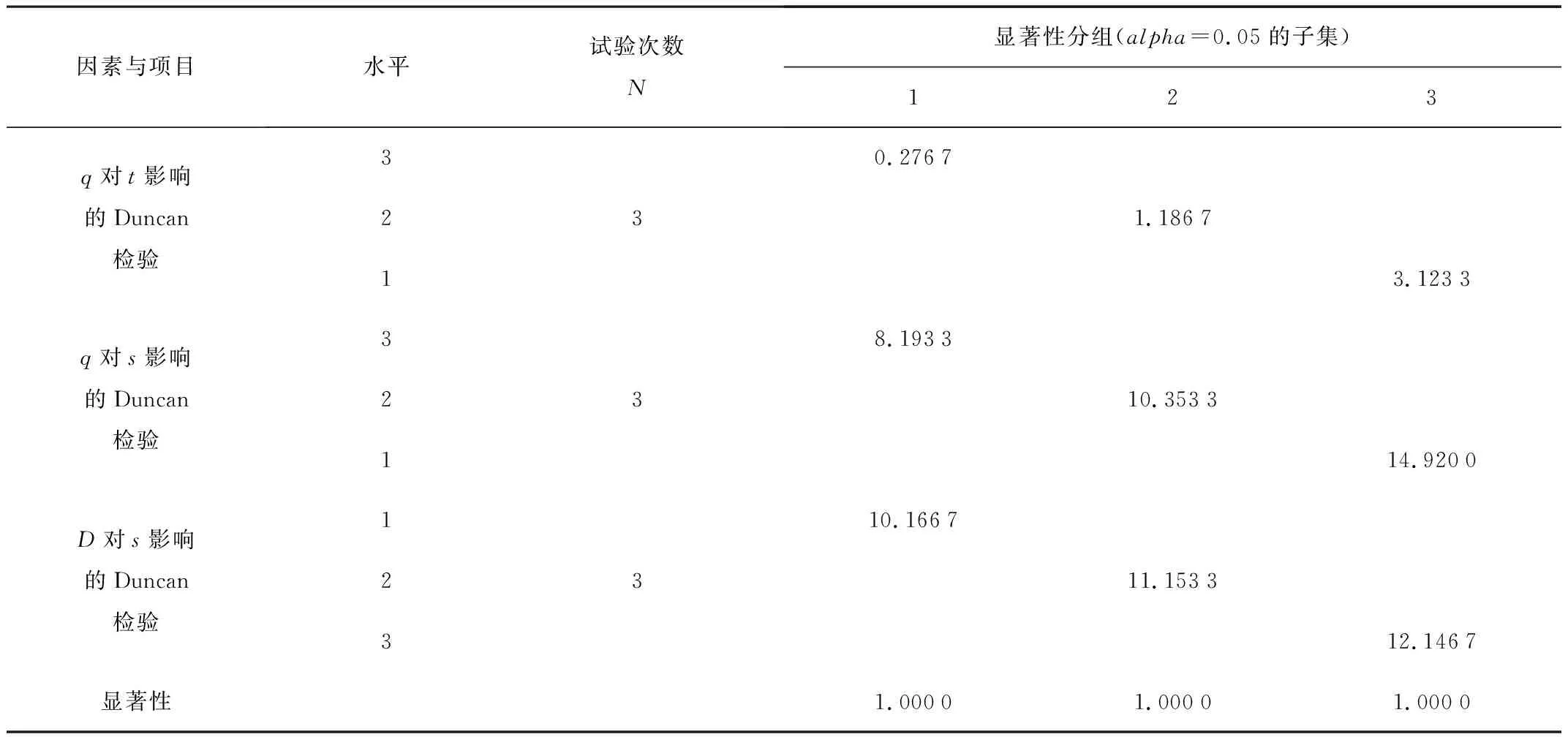
表5 Duncan多重比較
3.3 仿真分析
仿真結果表明:在切割甘蔗的過程中,甘蔗有蔗屑損失,與高速攝影試驗相符;在刃口間距為10、8、6mm時,單位切口質量損失依次減少,其變化趨勢與試驗結果相符。
3.4 討論
1)高速攝影下,切段過程的4個階段中切段刀的作用不同,第1、2個階段為有利切割,第3、4個階段為不利切割。
2)綜合比較,刃口間距為6mm時切段效果最佳,甘蔗直徑對切段效果有顯著影響,故切段機構刃口間距選用6mm,有利于減少甘蔗切段環節的切割損失。
3)在切段機構的調節方面,由于上、下切段刀輥是通過刀輥一端的等速齒輪連接且刀片安裝距離可調,故刀輥的調節方式為:首先調節下刀輥,平移2mm,刀輥中心距改變小于0.1mm,不影響齒輪的嚙合;然后,調節刀片的伸出長度,使刀面距離為2mm。
4 結論
1)高速攝影試驗分析表明:甘蔗切割分為4個過程,即刀刃夾緊甘蔗、動刀定刀切割甘蔗、雙動刀切割甘蔗及雙刀擠壓碎蔗。第1個過程為甘蔗切割準備階段,甘蔗受到下刀的支持力Ff;第2個階段和第3個階段甘蔗受到了切割力,用作用在切段刀片單位刀刃線長度上的垂直反作用力來反映;第3個階段為多余切割階段,一般會產生2個切口,對后續蔗段的存放時損失率有影響,故應減少這個階段的時間,減輕這個階段的切段效果;第4個階段不可避免地產生的碎蔗遭到擠壓力F1和F2而形成蔗屑,應該減小切段區域,減少甘蔗損失量。在切割過程中,刀刃線進入甘蔗,蔗汁濺出。
2)SPSS方差分析表明:切段機構的刃口間距為6 mm時切段效果最佳,甘蔗直徑對切段效果有影響,切段效果最佳時單位切口損失量為0.23g。
在切段機構的調節方面,刃口間距調到6mm。由于上、下切段刀是通過刀輥一端的等速齒輪連接的且刀片安裝距離可調,故刀輥的調節方式為:首先調節下刀輥,平移2mm,刀輥中心距改變小于0.1 mm,不影響齒輪的嚙合;然后,調節刀片的伸出長度,調節距離為切段過程刀片不干涉的最短距離。切段刀片根據切段刀輥安裝方式來調節:固定刀片安裝在滾筒上,焊接連接,跟滾筒無相對位移;可上下調節的切段刀片安裝在固定刀片上,先用調節螺栓調節切段刀片至合適的位置,然后用固定螺栓緊固切段刀片。
