S135鉆桿摩擦焊焊區橫向側彎試樣斷裂原因分析
2018-07-19 00:43:46,,,,,
石油管材與儀器 2018年3期
,,,,,
(1.中國石油集團石油管工程技術研究院 陜西 西安 710077;2.中國石油塔里木油田公司 新疆 庫爾勒 841000)
0 引 言
石油鉆桿不僅是油田鉆井設備的重要結構件,而且是石油鉆柱的主要構件,起著傳遞扭矩、輸送泥漿和鉆井的作用[1],需承受拉、壓、彎、扭等復雜載荷,并經受強烈的振動和沖擊[2,3]。目前,鉆桿管體和接頭的連接普遍采用摩擦焊工藝[4],但是由于焊接產生的急速溫度變化往往使焊縫區成為整個鉆桿的薄弱部位,因此其力學性能的控制是保證鉆桿質量的關鍵[5]。彎曲性能是一項比較特殊的材料力學性能,可綜合判斷鉆桿摩擦焊縫的力學性能。通過該項試驗,能判定焊縫和熱影響區的韌性、焊縫的內部缺陷、焊縫的致密性及焊縫不同區域協調變形的能力等[6]。
1 橫向側彎斷裂樣品情況
對西部某油田采購的摩擦焊鉆桿進行抽檢試驗,其中一個摩擦焊焊區橫向側彎試樣發生了斷裂。該摩擦焊鉆桿規格為Φ127 mm×9.19 mm,鋼級為S135。該橫向側彎斷裂樣品取自該油田所送的摩擦焊鉆桿焊區,橫向側彎試樣尺寸為150 mm(長)×9.5 mm(寬)×t(全壁厚),焊區居中,試驗標準SY/T 5561—2014《鉆桿》,試驗設備WZW-1000彎曲試驗機,彎芯的彎曲直徑為38 mm。在開展摩擦焊焊區橫向側彎試驗時,當試樣的兩翼形成角度接近40°時,焊區處發生斷裂,不滿足標準SY/T 5561—2014的要求。
該橫向側彎斷裂試樣斷口的宏觀形貌如圖1所示。從圖1可見,該斷口右側有較大的塑性變形,以放射區和剪切唇為主,斷口左側較為平整、光亮,具有脆性斷裂特征,裂紋源區位于斷口的右上部,呈顯著的放射狀花紋。
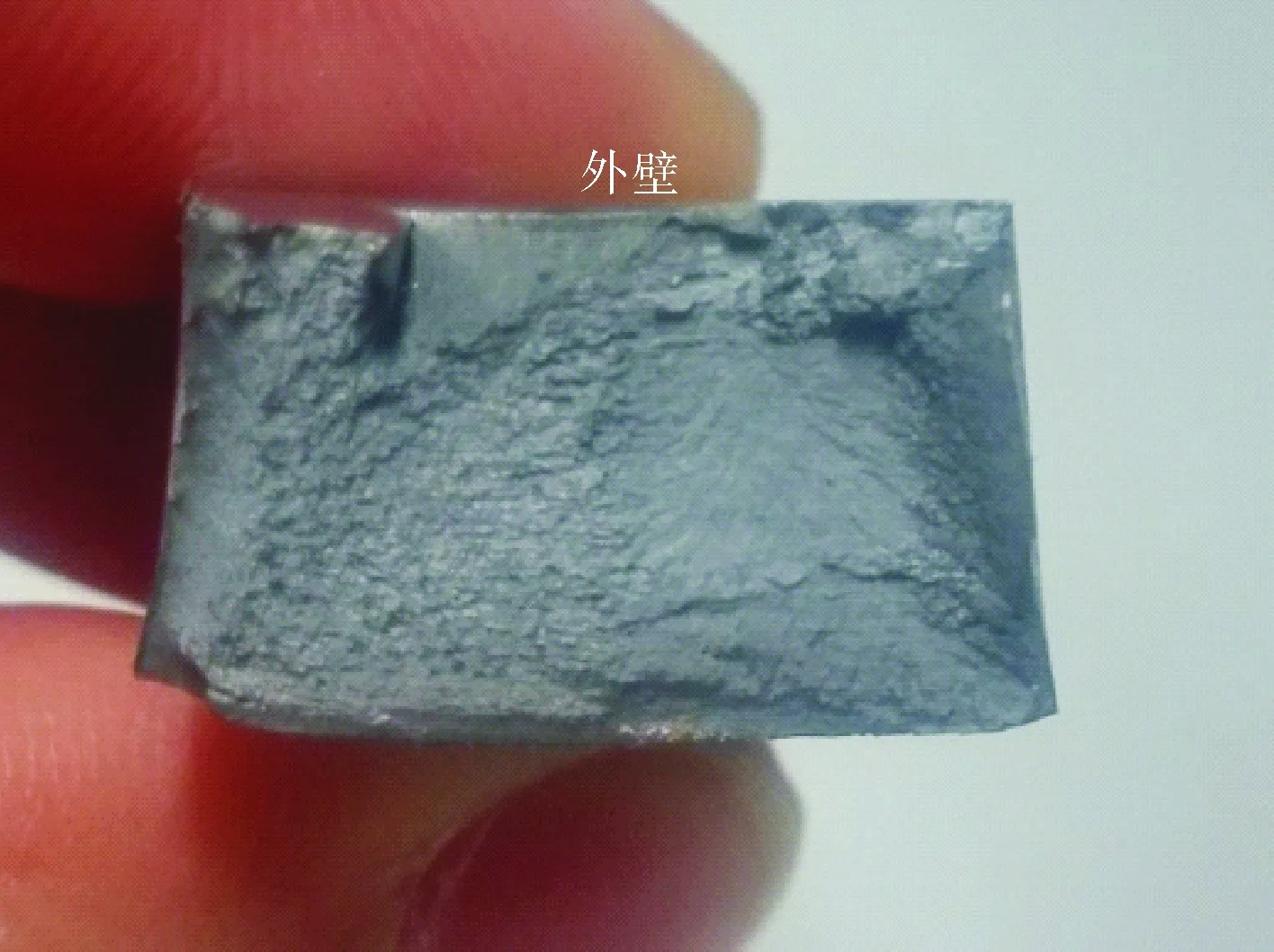
圖1 橫向側彎試樣宏觀斷口
2 摩擦焊鉆桿焊區理化性能檢測結果
為了分析確定所檢驗的Φ127 mm×9.19 mm摩擦焊鉆桿橫向側彎斷裂試樣斷裂原因,對該鉆桿的摩擦焊區的各項理化性能進行了試驗,以下各理化性能試驗樣品均取自于發生了橫向側彎試樣斷裂的Φ127 mm×9.19 mm摩擦焊鉆桿。
2.1 拉伸性能試驗
根據ASTM A370-15《鋼制品力學性能試驗的標準試驗方法和定義》標準,進行室溫拉伸試驗。沿摩擦焊鉆桿焊區縱向取3個直徑Φ8.9 mm的圓棒拉伸試樣,其標距段包括整個摩擦焊焊區和熱影響區,采用UTM5305拉伸試驗機。室溫拉伸性能試驗結果見表1。從表1可知,該摩擦焊鉆桿焊區室溫拉伸性能符合SY/T 5561-2014的要求。

表1 拉伸性能試驗結果
2.2 夏比沖擊性能試驗
根據ASTM E23-16b《金屬材料切口試棒沖擊試驗的試驗方法》標準,進行夏比V型沖擊試驗。沿摩擦焊鉆桿焊區縱向取3個尺寸為55 mm×10 mm×10 mm的夏比沖擊試樣,焊縫位于沖擊試樣長度方向上的中間部位,試驗溫度為20 ℃,試驗設備為PIT302D,夏比V型沖擊試驗結果見表2。由表2可知,該摩擦焊鉆桿焊區夏比沖擊吸收能符合SY/T 5561—2014標準的要求,但3個試樣的沖擊吸收能差異較大。

表2 夏比V型沖擊試驗結果
2.3 硬度試驗
根據ASTM E18-15《金屬材料洛氏硬度標準試驗方法》標準,進行洛氏硬度試驗。沿摩擦焊鉆桿焊區取縱向全截面硬度試樣,在焊區和兩側熱影響區進行洛氏硬度測試,測量位置如圖2所示。表3為洛氏硬度試驗結果。從表3可知,該摩擦焊鉆桿焊區同一部位沿壁厚方向的硬度差不大于5 HRC,符合SY/T 5561—2014標準的要求。
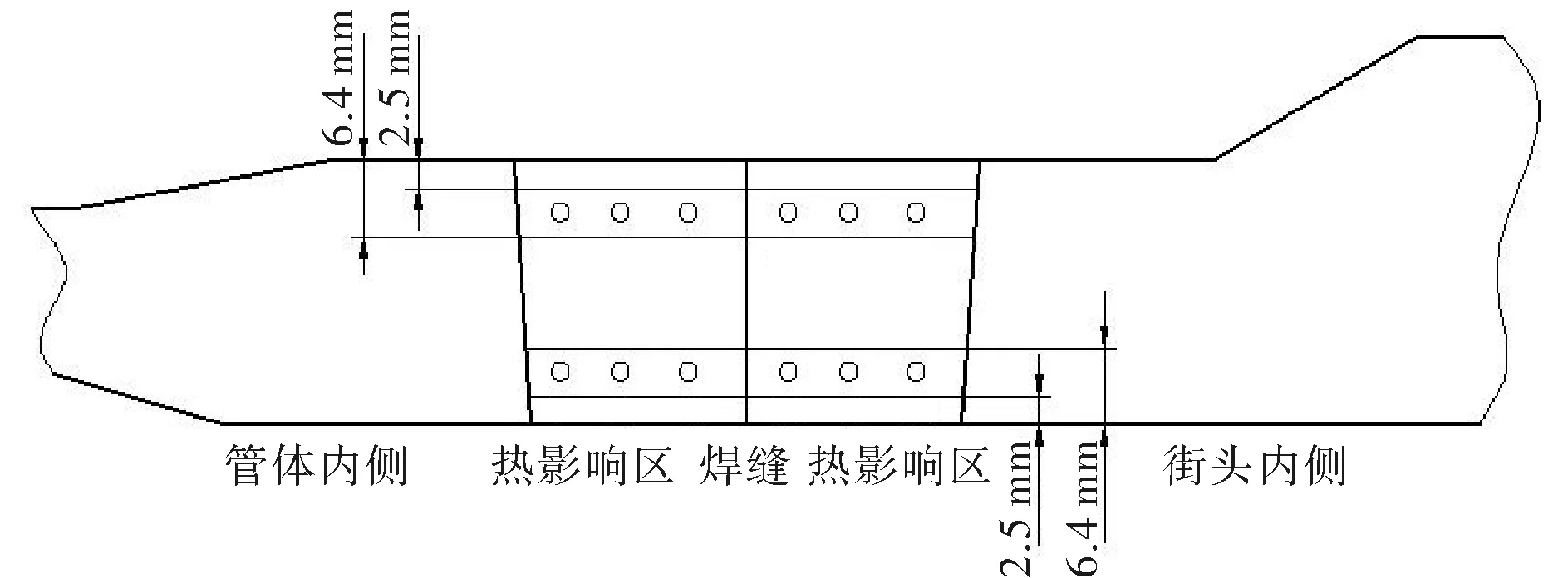
圖2 摩擦焊鉆桿縱向截面硬度位置示意圖

試驗位置管體側熱影響區焊縫接頭側熱影響區硬度值/HRC31.530.530.932.029.432.332.032.331.231.534.030.4平均硬度值/HRC31.231.531.8備注SY/T 5561—2014標準要求,焊縫同一部位沿壁厚方向的硬度差≤5 HRC
2.4 化學成分檢測
從摩擦焊鉆桿焊區取樣,根據ASTM A751-14a《鋼產品化學分析的試驗方法、規程和術語》標準,進行化學成分檢測,檢測儀器為ARL 4460直讀光譜儀,化學成分檢測結果見表4。從表4可知,該摩擦焊鉆桿焊區的化學成分符合SY/T 5561—2014的要求。

表4 化學分析結果(質量分數) %
2.5 金相組織檢測
根據GB/T 13298—2015《金屬顯微組織檢驗方法》和GB/T 6394—2002《金屬平均晶粒度測定方法》標準,進行金相組織分析。在摩擦焊鉆桿的管體和接頭部位取樣,進行材料的非金屬夾雜物檢測,非金屬夾雜物檢測結果見表5。從摩擦焊鉆桿焊區截取全壁厚金相試樣,利用MEF4M金相顯微鏡及圖像分析系統對焊縫和熱影響區的金相組織進行分析,焊區金相組織檢測結果見表6,焊區金相組織形貌如圖3所示。由表6和圖3可知,接頭側熱影響區、接頭側焊區、管體側焊區和管體側熱影響區的主要組織為回火索氏體,僅接頭側熱影響區存在少量貝氏體和屈氏體,管體側熱影響區存在少量貝氏體、鐵素體和屈氏體,均不存在未回火馬氏體。焊區和熱影響區的晶粒度等級分別不低于9.5級和8.5級,均高于標準要求的6級。因此,該鉆桿摩擦焊區不存在未回火馬氏體及粗大的過熱組織,符合SY/T 5561—2014標準的要求。
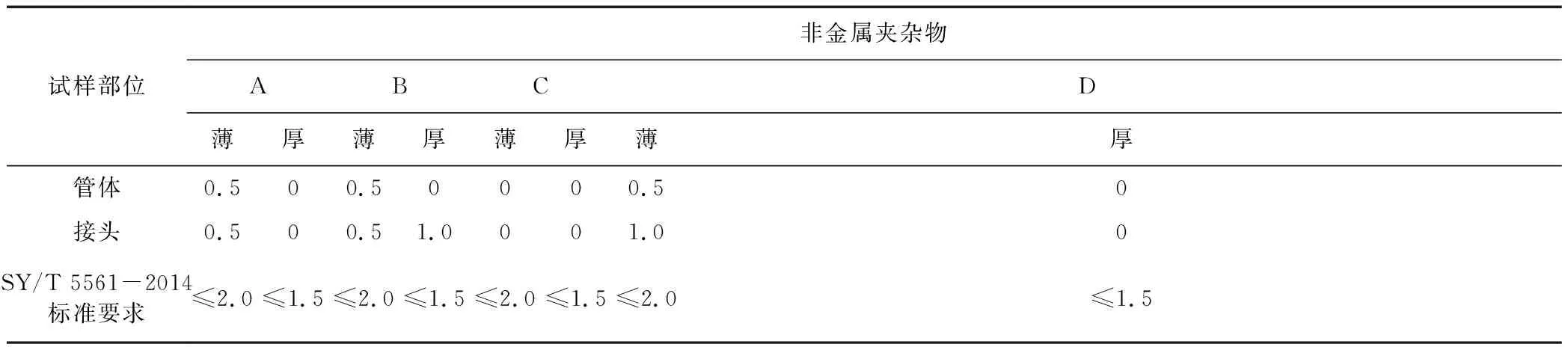
表5 摩擦焊鉆桿的管體和接頭非金屬夾雜物檢測結果

表6 金相檢測結果
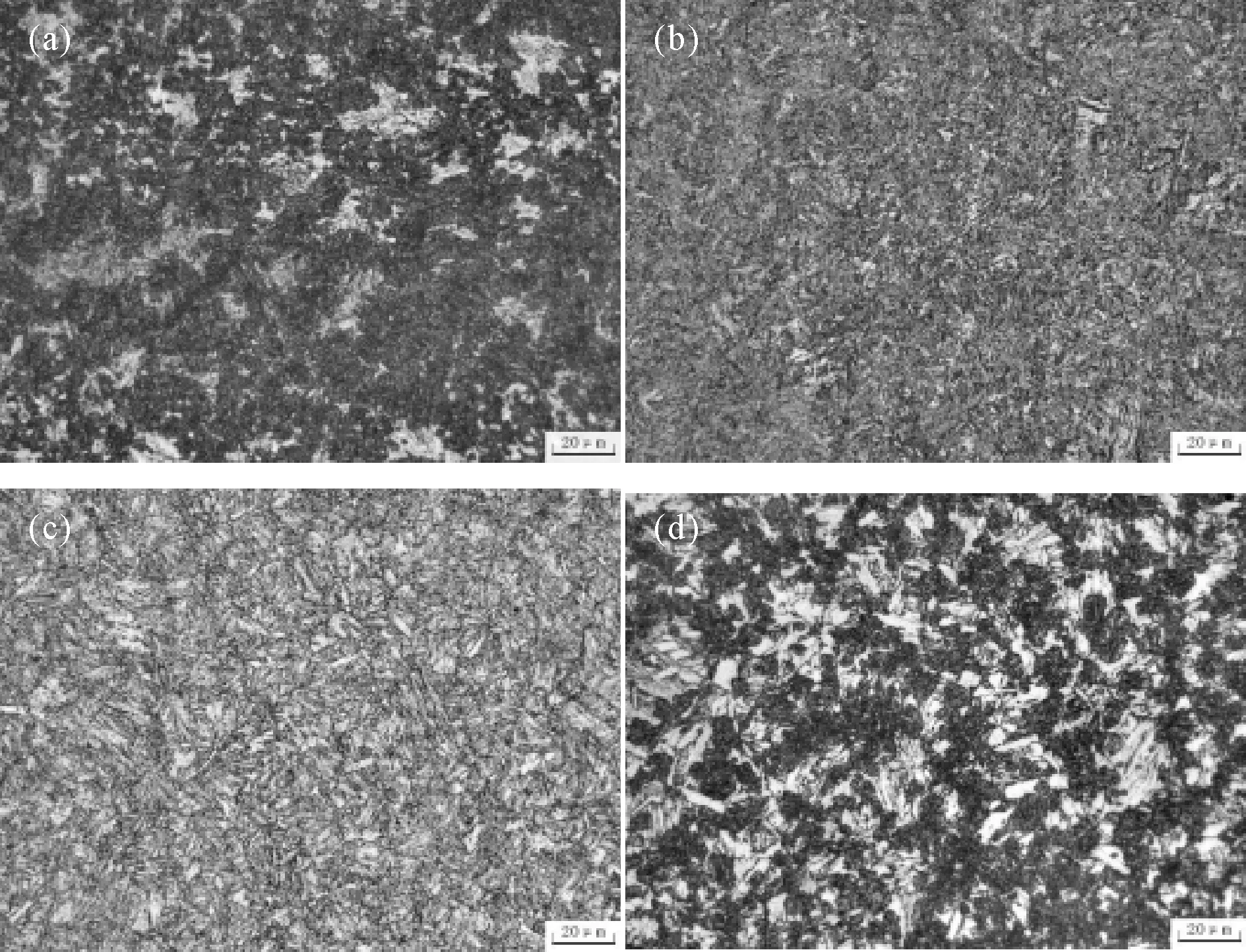
圖3 焊區金相組織
2.6 掃描電鏡和能譜分析
對摩擦焊鉆桿焊區橫向側彎斷裂試樣的斷口進行微觀形貌觀察和能譜分析,試驗設備為VEGA3 TESCAN型掃描電鏡和能譜分析儀。圖4為橫向側彎斷口的掃描電鏡形貌。從圖4(a)可見,斷口起源于放射狀花樣的收斂處,靠近鉆桿外壁。裂紋源處有較多韌窩,呈塑性斷裂特征,且在韌窩中心有粒狀夾雜物,如圖4(b)所示,對該粒狀夾雜物進行能譜分析發現,其主要成分為硫、錳、鐵,見表7。
3 斷裂原因綜合分析
焊縫力學性能測試表明,除焊縫的橫向側彎試驗不符合SY/T 5561—2014標準要求外,其余均符合該標準要求。焊縫組織不存在未回火馬氏體和粗大的過熱組織,而且其磷、硫含量較低,管體和接頭材料的非金屬夾雜物等均符合SY/T 5561—2014標準的要求。
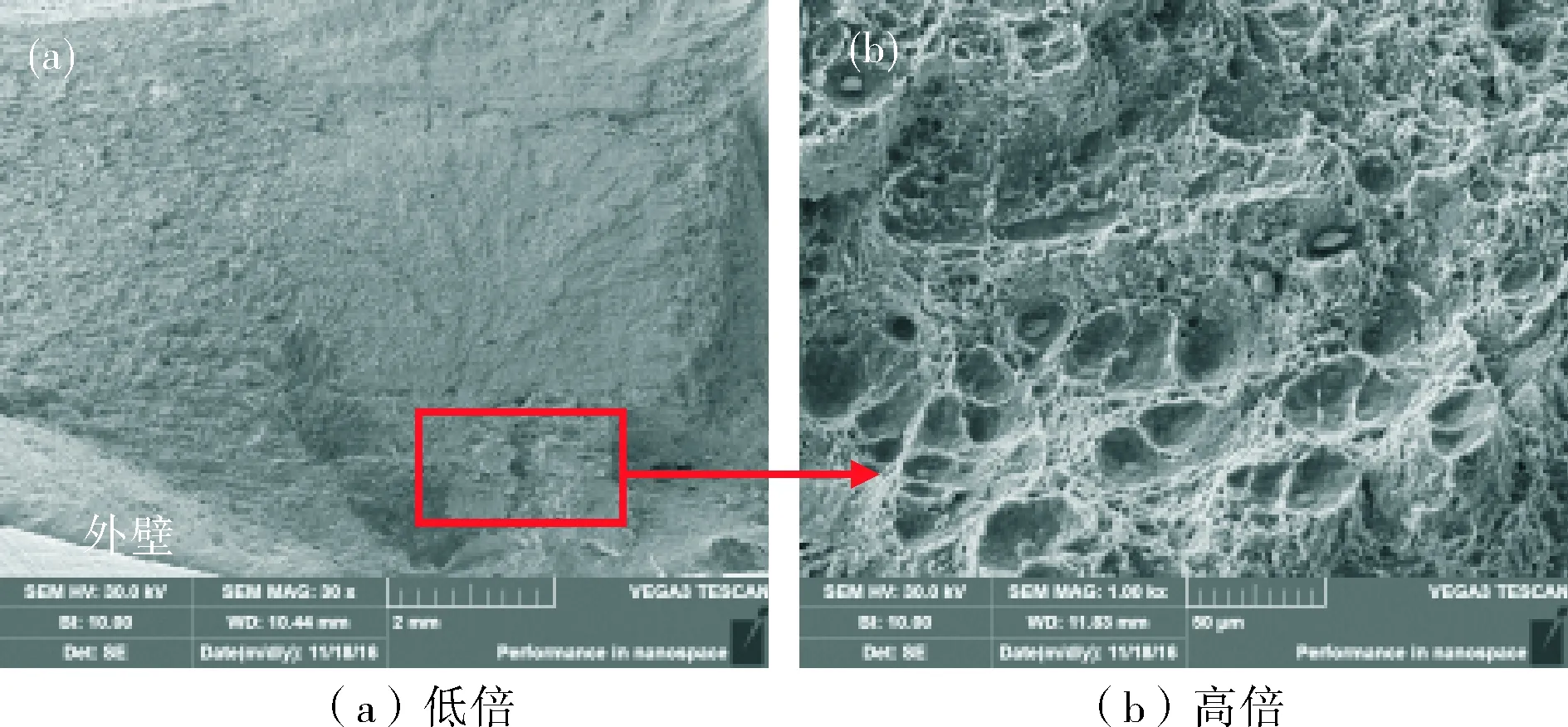
圖4 橫向側彎斷裂試樣斷口掃描電鏡形貌

%
摩擦焊鉆桿焊區橫向側彎斷裂試樣的斷口宏觀和微觀分析表明,試樣斷裂于焊縫處,裂紋源位于斷口的中間靠外壁部位,為放射狀花紋的收斂處,此處可見較多韌窩,但韌窩內含有粒狀夾雜物。能譜分析顯示,該粒狀夾雜物主要成分為S、Mn和Fe。根據已有文獻研究推斷[7],其應為FeS和MnS的復合夾雜物。由于該粒狀夾雜物的體積小,周圍組織韌性好,受沖擊時作為核心先形成微裂紋,所在區域韌性會隨夾雜物含量增加而降低,這正是失效斷口裂紋源區可見較多韌窩的原因。在拉伸試驗時,應力垂直于焊縫結合面,在整個面的分布是均勻的,因而夾雜物產生的裂紋擴展速度較緩慢[8]。在垂直于應力平面上,顯微空穴在各個方向上的長大速率是相等的[9]。但在橫向側彎和夏比沖擊試驗條件下,試樣承受剪切應力,焊縫結合面所受的應力是不均勻的,導致由弱結合面產生的裂紋能以較快的速度擴展。該弱結合缺陷對焊縫拉伸強度影響不大,但是對焊縫的橫向側彎性能和沖擊韌性等影響很大[10]。該試樣的相關力學性能也反映了這點,如抗拉強度大于910 MPa,但沖擊試驗的吸收能差別很大,同時橫向側彎試驗時,該類夾雜物成為裂紋源,導致橫向側彎試樣斷裂。
石油管材料里的硫化物生成于冶煉階段,成群存在于枝晶邊界。熱軋過程中的硫化物易于變形,往往呈細長紡錘形伸展分布在帶狀組織中,造成鋼材的各向異性,焊接面間的硫化物正是來源于此[7]。在焊接的高溫高壓條件下,相當數量的S會固溶到母材奧氏體內,而隨著焊后冷卻,被固溶的S在母材奧氏體內逐步向溫度高的焊接面遷移,最終在焊接面附近以FeS和MnS的形式析出,形成沿焊接面分布的粒狀硫化物,而有效的焊后熱處理則可減少FeS和MnS夾雜的析出以及減輕焊接殘余應力。因此,可以改進焊后熱處理工藝,以改善焊縫的力學性能。
4 結 論
鉆桿摩擦焊焊縫析出粒狀FeS和MnS非金屬夾雜物,使鉆桿摩擦焊縫橫向側彎試樣發生斷裂。
應通過改進焊后熱處理工藝來減少焊縫中粒狀FeS和MnS非金屬夾雜物的形成。
猜你喜歡
城市道橋與防洪(2022年4期)2022-07-01 06:04:12
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
當代陜西(2019年8期)2019-05-09 02:22:48
動漫星空(興趣百科)(2019年3期)2019-03-07 07:23:10
制造技術與機床(2018年12期)2018-12-23 02:40:58
家庭影院技術(2018年4期)2018-05-09 07:07:52
制造業自動化(2017年2期)2017-03-20 14:26:13
專用汽車(2016年4期)2016-03-01 04:13:43
