轎車輪胎新型2-1冠帶條纏繞方式
2018-07-21 07:48:44王宗環楊洪彬趙啟偉湯環宇
橡膠科技 2018年11期
關鍵詞:區域
王宗環,楊洪彬,鄭 濤,趙啟偉,徐 超,湯環宇
(山東豐源輪胎制造股份有限公司,山東 棗莊 277300)
胎里不平是轎車子午線輪胎的主要質量問題之一。我公司EXTRA FRD88花紋轎車輪胎批量生產時出現胎里不平問題,表現為胎里中心區域呈波浪狀,造成輪胎外觀通過率低。
本工作針對此問題,對該花紋輪胎的冠帶條纏繞方式進行優化設計。
1 胎里不平原因分析
EXTRA FRD88花紋輪胎胎里不平主要是由于胎面局部膠料不充分造成的。EXTRA FRD88花紋輪胎的胎面中心區域設計有較寬(約30 mm)的凸起筋條,所需材料較多,若材料不足,極易造成胎里不平現象。
EXTRA FRD88花紋輪胎的胎面口型結構如圖1所示。

圖1 EXTRA FRD88花紋輪胎的胎面口型結構
從圖1可以看出,相對充足的膠料才能充滿胎面中心筋條區域,否則膠料會在硫化定型壓力的作用下沿徑向向外流動,導致胎里中心筋條區域凹陷,而相鄰花紋凹槽對應的胎里部分相對凸起,造成胎里凹凸不平,中心區域呈波浪狀。
2 解決措施
改善此類胎里不平的解決方案主要有3種。
(1)增大胎面長度。通過增大帶束鼓周長,使整個胎面的長度加大,硫化時筋條區域的材料相應增加,但帶束鼓周長需要增大15 mm以上,會導致整個胎坯的質量大幅增大,且胎里不平現象改善效果不顯著。
(2)調整胎面口型。在增大胎面中心筋條厚度的同時適當減小胎面凹槽厚度,使膠料流動相對減少,筋條區域材料得到補充,從而達到改善胎里不平的目的。此方案的缺點是口型板往往不能通過一次調整而達到預期效果,反復調整耗時較長,而且在墊布卷繞時易造成胎面半成品過分擠壓。
(3)采用新型2-1冠帶條纏繞方式。新的冠帶條纏繞方式即在胎面中心區域(寬度約為30 mm)多纏繞兩圈冠帶條。我公司的冠帶條寬度為15 mm,通過在距胎面中心7.5 mm的左右兩側多纏繞一圈冠帶條,使胎面中心筋條區域材料厚度加大,進而消除胎里不平缺陷。此方案實際使用效果較好,且操作方便、簡捷,能夠保證生產正常運轉。
3 新型2-1冠帶條纏繞方式
3.1 纏繞方式視圖
原2-1冠帶條纏繞方式采用3步對稱性纏繞(如圖2所示),新型2-1冠帶條纏繞方式采用7步非軸對稱性纏繞(如圖3所示)。

圖2 原2-1冠帶條纏繞方式
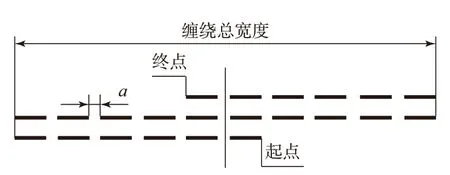
圖3 新型2-1冠帶條纏繞方式
從圖2和3可以看出,與原2-1冠帶條纏繞方式相比,新型2-1冠帶條纏繞方式在距胎面中心7.5 mm的左右兩側多纏繞了一圈冠帶條。
3.2 纏繞步序設置
新型2-1冠帶條纏繞方式分為7個步序(步序流程如圖4所示),具體如下。

圖4 新型2-1冠帶條纏繞步序流程
(1)步序1,從距胎面中心右側7.5 mm處開始原地纏繞一整圈;(2)步序2,以每圈行程16 mm向左平鋪纏繞至冠帶條總寬的左邊緣,纏繞圈數=1/2冠帶條總寬度/16×360;(3)步序3,對左邊緣進行一整圈的鎖圈行為;(4)步序4,以每圈行程16 mm向右平鋪纏繞至冠帶條總寬的右邊緣,纏繞圈數=(冠帶條總寬度-15)/16×360;(5)步序5,對右邊緣進行一整圈的鎖圈行為;(6)步序6,以每圈行程16 mm向左平鋪纏繞至距胎面中心左側7.5 mm處,纏繞圈數=1/2冠帶條總寬度/16×360;(7)步序7,從胎面中心左側7.5 mm處開始原地纏繞一整圈。
通過以上7個纏繞步序,在距胎面中心15 mm的區域左右兩側多纏繞了一圈冠帶條,從而使該區域的材料加厚。
3.3 成型
成型選擇VMI 245 EXXIUM一次法成型機,成型機參數設置如表1所示。該成型機及參數設置能夠保證7步序纏繞張力的穩定性。

表1 新型2-1冠帶條纏繞方式成型機參數設置
4 成品輪胎外觀和性能
4.1 外觀質量
優化前后成品輪胎斷面如圖5所示。
從圖5可以看出,采用新型2-1冠帶條纏繞方式后,成品輪胎的胎里不平現象明顯改善,外觀通過率高。

圖5 成品輪胎斷面
4.2 耐久性能
按照GB/T 4502—2016進行成品輪胎耐久性試驗,試驗條件為:充氣壓力 180 kPa,額定負荷1 120 kg,試驗速度 120 km·h-1。輪胎的累計行駛時間為39 h,耐久性能符合國家標準要求。
5 結語
新型2-1冠帶條纏繞方式工藝穩定,操作簡單、快捷,不僅能夠消除胎里不平問題,而且成品輪胎外觀通過率高,輪胎性能符合國家標準要求。
猜你喜歡
發明與創新·小學生(2021年3期)2021-03-25 11:48:49
科學(2020年5期)2020-11-26 08:19:22
軟件(2020年3期)2020-04-20 01:45:18
商周刊(2018年15期)2018-07-27 01:41:20
敦煌學輯刊(2018年1期)2018-07-09 05:46:42
北京教育·普教版(2017年1期)2017-02-05 13:26:23
新疆農墾科技(2016年2期)2016-08-21 13:50:16
中國科技博覽(2016年2期)2016-04-25 20:32:39
小學生導刊(2016年34期)2016-04-11 00:49:44
新疆財經大學學報(2015年3期)2015-12-10 03:49:15
