6061鋁合金薄板激光成形的仿真與實驗研究
2018-07-23 02:22:54梁國星馬紅帥范梓良武建新
太原理工大學學報 2018年4期
韓 陽,梁國星,馬紅帥,范梓良,武建新
(太原理工大學 精密加工山西省重點實驗室,機械工程學院,太原 030024)
近年來,隨著航空航天、機械制造、家用電器、汽車和兵器等行業的快速發展,薄板類零件憑借其高強度、高剛度和重量輕等優勢得到了廣泛應用。同時,薄板的成形技術及其裝備在許多發達國家也得到高度重視[1]。傳統的成形技術通常根據板料形狀。制作相應的模具,成本高,周期長。激光成形技術由于其無接觸、無模具、加工柔性高等特點,能夠滿足制造業產品快速更新的市場競爭[2]。同時,由于激光光源的可控性,易于實現精確成形[3]。國內外學者針對激光成形過程中影響成形的不同因素和成形產生的原因進行了研究。黃開金等[4]研究了不同激光加工參數對模具鋼成形規律的影響;石永軍等[5]用ANSYS分析了激光加熱位置對板材成形的影響;譚兵等[6]通過實驗和仿真驗證了激光加工過程中,在同一夾持位置,等焊縫冷卻至室溫后再卸載夾具,可更好地控制焊接變形;PADMAKUMARI et al[7]在SYSWELD中分析了激光成形過程中不同裝夾條件和裝夾時間對殘余應力和變形的影響。GEIGER et al[8]分析了激光成形過程中的溫度梯度機理,增厚機理,反向彎曲機理的形成原因;喬及森等[9]研究了激光噴射成形焊接接頭的組織及性能。
鋁合金憑借著密度小、比強度高、導熱性、成形性好和耐腐蝕等優點在成形過程中可以解決復雜結構板材成形的困難[10],因此,在航天工業和家用電器等行業得到廣泛應用。然而,針對鋁合金薄板的激光成形規律、變形預測、成形后的微觀組織結構的研究相對較少。本文采用6061鋁合金薄板作為激光加工成形的實驗材料,完成了不同功率下的實驗和仿真研究,分析了激光成形過程中溫度和變形的變化過程,并觀察成形后的微觀組織結構和成分演化,從宏觀和微觀兩個方面探究鋁合金薄板變形的原因。
1 有限元模擬分析
1.1 熱源模型選取及邊界條件設置
在6061鋁合金薄板激光彎曲成形過程中,由于平板的厚度較小,成形過程中所形成的熔深較淺,所以熱源模型采用二維高斯熱源。其熱源模型函數為[11-12]:
(1)
式中:Q(r)表示距熱源r處的能量輸入大小,Qm表示熱源中功率的最大輸入值,rH表示光斑半徑。
激光彎曲成形過程中包含復雜的熱傳導、對流、相變等物理和化學現象,是一個高度的非線性瞬態問題,材料的熱物性會隨著溫度的變化而變化。仿真的過程中,依據參考文獻[13]和[14]中得到6061鋁合金板材在不同溫度下的密度、熱傳導率、比熱等參數,基于這些參數開發適用于SYSWELD的6061鋁合金材料數據庫。在進行仿真計算時,邊界條件為:將材料考慮為各項同性;工件表面存在的熱流量為Q;對流條件為工件表面與空氣的對流換熱;工件表面向環境輻射熱能;在空氣中冷卻時間為1 800 s.
1.2 網格劃分
模擬計算時,采用的6061鋁合金薄板尺寸為100 mm×50 mm×2 mm;采取一邊固定,一邊自由的裝夾方式,裝夾位置如圖1(a)所示。為節省計算時間,采用非均勻的網格劃分,并對激光加載區域的單元進行細分,劃分結果如圖1(b)所示。

圖1 裝夾條件及網格劃分Fig.1 Clamping conditions and meshing result
2 實驗過程
實驗前,對6061鋁合金表面進行拋磨處理,去除表面的氧化膜,并在激光加載路徑上涂覆一層炭黑層,提高激光在6061鋁合金薄板表面的吸收率。實驗中裝夾方式為一端固定,一端自由,且位置與模擬中基本一致。
實驗用激光機型號為KJG-1YAG-400A,額定輸出功率為400 W,光斑直徑為1~8 mm可調,加載速度控制精度為0.01 mm/s,實驗中使用的工藝參數分別為200,210,220,230,240 W,光斑直徑為4 mm,加載速度為5 mm/s.同時采用紅外熱像儀IRS 85(測溫范圍-40~1 200 ℃,測量精度為±2%)采集激光加載過程中的溫度變化。激光加載完成后,冷卻30 min至室溫,用三坐標測量儀(精度0.002 mm)檢測自由端發生的翹曲量。測量完成后,將6061鋁合金薄板沿著加載路徑剖開,采用CSM-100X掃描電鏡(SEM)和X-act能譜儀(EDS)對加工后的顯微組織和元素分布進行觀察與檢測,實驗設備及流程如圖2所示。

圖2 實驗過程示意圖Fig.2 Experiment process diagram
3 結果與討論
3.1 瞬時溫度分布
6061鋁合金具有良好的導熱性,激光成形過程中,會對未加工區域的溫度產生影響。通過SYSWELD仿真計算和實驗過程中的檢測,得到不同功率下6061鋁合金薄板的溫度場計算結果與實驗測得結果,如圖3所示。隨著激光功率的增大,實驗中的最高溫度和仿真計算的最高溫度都增加,且實驗溫度低于仿真溫度。因為功率的增加,使得激光器單位時間內發射的能量增加,從而產生的熱量較多,造成溫度的上升。在仿真計算時,由于激光加載時間短,在該時間段內將激光加載簡化為絕熱效應,并不向外傳遞熱量,加載結束后才進行熱量的傳導、輻射、對流,造成仿真溫度較高。同時,實驗儀器在測量過程中存在的誤差等因素也可能是造成實驗檢測溫度較低的原因之一。

圖3 溫度場仿真結果和實驗結果對比Fig.3 Comparison of temperature field simulation results and experiment results
激光加工過程中不同瞬態溫度變化過程如圖4所示。紅外熱像儀所記錄的溫度與模擬計算過程中的溫度基本一致,并且不同功率下的溫度變化較為一致,加載路徑兩側溫度變化呈現對稱趨勢。
當激光功率為220 W時,在加載路徑右側等間隔地取6個點(X1,X2,X3,X4,X5,X6),同時在加載路徑上等間隔地取6個點(Y1,Y2,Y3,Y4,Y5,Y6)(見圖1),對所取點分別進行溫度變化的分析,其溫度變化如圖5所示。

圖4 不同瞬態下實驗溫度和仿真溫度的對比Fig.4 Comparison of experimental temperature and simulation temperature at different times

圖5 不同節點位置溫度變化圖Fig.5 Temperature change at different nodes
如圖5(a)所示,在加載路徑右側,距離加載路徑越近,溫度越高。同時,距離加載路徑近的點其溫度先升高,隨后降低(X5,X6).距離加載路徑遠的點,溫度呈緩慢升高的趨勢,并在很短時間內(20 s),所有點的溫度趨于一致。當沿著加載路徑進行分析時,由圖5(b)可知,激光加工過程是一個溫度快速上升又快速下降的過程。并且隨著加載過程的進行,各點的溫度逐漸升高。因為在加載的初始階段,沒有足夠的時間來吸收激光能量,初始位置溫度較低(點Y1,Y2).隨著加載的進行,后一個點會吸收來自前一個位置傳遞的熱量,造成熱量的疊加,溫度上升。
3.2 變形分析
為了觀察最后的變形結果,將工件冷卻30 min至室溫,測量其最終產生的變形量,不同功率下的模擬變形結果如圖6所示。可見,對于6061鋁合金薄板的激光成形過程,不同功率下的變形結果都是正向翹曲;加載路徑左側,變形量較少,加載路徑右側,變形呈梯度上升,并在薄板右端產生較大的變形。
對薄板右端等間距的10個點的變形量進行平均計算,得到不同功率下實驗和仿真的結果對比,如圖7(a)所示。隨著激光功率的增大,變形量呈增大趨勢。由于實驗中儀器誤差等因素影響,實驗結果變化范圍較大。仿真和實驗的最大變形量誤差為9.82%,誤差相對較小,能夠滿足工程應用要求,且模擬結果與文獻[15]和[16]中的變化趨勢一致。因此,該仿真模型適用于鋁合金薄板的成形計算。
當激光功率為220 W時,在加載路徑右側,選取3個點來研究變形的變化,其形變結果如圖7(b)所示。距離加載路徑越遠,產生的變形越大,在激光加載的初始階段,首先產生向下的彎曲變形,隨著加載的進行,產生向上的變形并且持續增大,當激光加工完成后,隨著溫度的下降,產生的變形開始減少。當工件冷卻至室溫后,6061鋁合金薄板最終產生的變形為正向翹曲。
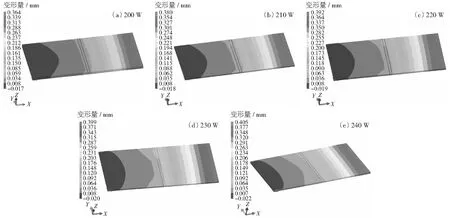
圖6 不同功率下的變形結果Fig.6 Deformation field at different powers

圖7 不同功率下最大變形的仿真與實驗對比和變形量隨時間的變化Fig.7 Comparison of the maximum deformation at different powers and the deformation value changes
3.3 加工后材料變形分析
激光成形是局部加熱的過程,鋁合金薄板上受到不均勻的熱分布,溫度梯度較大。在靠近加載路徑的區域,由于吸收較多熱量從而使材料產生體積擴張,該區域的內應力超過材料的彈性限制,最終產生殘余變形。將6061鋁合金薄板沿著加載路徑的中點剖開,通過掃描電鏡和能譜儀觀察和分析材料的變化,如圖8所示。可見,在橫截面上產生了明顯的分界線,分界線以上是激光加載所形成的加工影響區域,分界線以下是材料的基體組織。因為在激光加載過程中,6061鋁合金薄板上表面的溫度超過了材料的熔點,使得上表面材料發生了轉變,與分界線下的基體材料相比,氣孔等缺陷明顯減少,因而上表面材料體積減少,產生拉應力使薄板產生正向變形。
通過對分界線處的微觀組織進行觀察,發現在分界線周圍存在大量裂紋,且裂紋向上表面擴展,如圖8(a)所示。這是因為激光加載在上表面,使得表面材料與下方材料之間形成較大的溫度差,因而在分界線周圍產生了熱裂紋。在對分界線以上的微觀組織進行能譜分析中發現,在該區域中存在著碳富集區,含碳量為12.77%.這是因為在激光成形過程中,被加工區域發生了熔化,表面涂覆的炭黑層的主要成分石墨進入到了材料的內部所導致的。

圖8 被加工區域微觀組織分析Fig.8 Microstructure analysis of the formed area
4 結論
本文通過仿真和實驗研究了不同激光功率下6061鋁合金薄板的成形過程、成形規律以及成形原因,并對成形后的微觀組織進行觀察,得到如下結論:
1) 根據激光成形的特點,建立能夠同時計算6061鋁合金薄板溫度場和變形場的三維數值模型。在SYSWELD中簡化了激光成形過程,建立了6061鋁合金的材料數據庫,得到了較為準確的計算結果。
2) 基于本模型對6061鋁合金薄板激光成形過程中的溫度場和變形場進行了分析,在激光功率為200,210,220,230,240 W,光斑直徑為4 mm,移動速度為5 mm/s等工藝參數下進行激光成形。結果表明:鋁合金薄板先產生反方向的變形,隨后產生正向的變形,最終的變形結果為正向;隨著激光功率的增加,在自由端產生的變形量也增大;激光加載過程中,最高溫度隨著功率的增加而上升,并且在激光加載結束后,溫度達到最大值。
3) 不同功率下鋁合金薄板激光成形的計算和實驗結果基本一致。激光加載過程中溫度變化和最終產生的變形結果基本保持一致,產生的最大誤差為9.82%,誤差相對較小,說明本文建立的不同參數下6061鋁合金薄板成形的溫度場和變形場計算模型的有效性和可靠性。
4) 6061鋁合金薄板被激光加載后的組織比基體組織更為致密,組織中包含的缺陷較少,碳含量也明顯不同,出現了碳富集區。同時,在激光加工后的組織和基體組織間存在明顯的分界線,分界線位置產生了大量裂紋,并且裂紋向著激光作用區域擴展。
猜你喜歡
小獼猴智力畫刊(2022年9期)2022-11-04 02:31:42
中學生數理化·中考版(2022年11期)2022-02-16 07:01:20
中華詩詞(2020年1期)2020-09-21 09:24:52
小哥白尼(趣味科學)(2019年6期)2019-10-10 01:01:50
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
數學小靈通·3-4年級(2017年10期)2017-11-08 08:42:59
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
數學大王·中高年級(2016年12期)2016-12-26 21:37:36
發明與創新(2016年38期)2016-08-22 03:02:52
太空探索(2016年5期)2016-07-12 15:17:55