強化研磨工藝下軸承滾道表面織構的變化規(guī)律
2018-07-25 07:22:30劉曉初覃哲趙傳蕭金瑞
軸承 2018年10期
劉曉初,覃哲,趙傳,蕭金瑞
(廣州大學 機械與電氣工程學院,廣州 510006)
近十年來,作為一種可以顯著提高界面性能的方法,表面織構已成為國內外研究的熱點,其應用在涉及減摩、抗磨、增摩、減振、抗黏附、抗蠕變等多個領域,顯示出很好的前景[1-2]。
目前,國內外普遍采用激光、電解加工獲得機械表面織構。文獻[3]使用Nd∶YAG激光器在陶瓷(Al2O3)和鋼(100Cr6)表面上加工出不同的微織構,進而實現(xiàn)材料的減摩;文獻[4]利用激光表面加工技術在工業(yè)純鈦(TA2)表面制備了不同參數(shù)的點陣微織構,用于提高鈦合金的減摩抗磨性能;文獻[5]通過固體脈沖激光對旋轉軸表面進行微凹坑織構化處理,試驗結果表明,試件表面三角形凹坑方向朝向油液側利于密封唇表面形成能夠促進泵吸作用的粗糙峰組織,從而增強泵吸作用;文獻[6]證實了單一表面激光造型的機械密封在承載能力和摩擦特性上均優(yōu)于未作織構處理的表面。文獻[7]在微電解液噴射加工條件下,通過疊加元素曲面槽產生三維表面;文獻[8]以一種極間柔性多孔物充填型活動掩膜電解加工微坑技術,在不銹鋼平面與圓柱面上加工出幾何特征尺寸分布較均勻的微坑陣列。然而考慮到在軸承上加工織構的經濟性和效率,用激光、電解加工獲得機械表面織構的方法迄今還未得到廣泛使用。在噴砂噴丸加工技術基礎上發(fā)展起來的強化研磨,是一種具備高效率、低成本優(yōu)勢的用于提高工件表面疲勞抗力的表面處理工藝[9-11]。但目前關于強化研磨工藝中材料表面織構變化規(guī)律的研究還很少。
因此,在自制的軸承強化研磨機上對套圈滾道進行強化研磨試驗,利用電子顯微鏡對滾道表面進行掃描,同時基于MATLAB平臺將數(shù)字圖像處理技術應用于電子顯微鏡掃描圖的處理,從三維角度分析不同磨損程度的研磨料加工出的各種滾道表面織構,分析研磨料在強化研磨工藝過程中發(fā)生的磨損變化對套圈表面織構的影響。
1 試驗
1.1 強化研磨機理
套圈采用“精密硬態(tài)車削+強化研磨+超精加工”工藝路線。通過鋼丸、研磨粉對工件表面的沖擊、壓印、劃擦作用,使?jié)L道獲得殘余壓應力和有利于減摩耐磨的“油囊和紋理”,在滾道表面形成具有高度一致的表面織構;通過富氮介質(氮氣、有機添加劑)在加工中的摩擦化學反應,產生并附著于滾道表面一層高強耐磨的氮-金屬絡合物,使?jié)L道表面形成“表面織構層、氮-金屬絡合物強化層”的多層復合結構(圖1)。
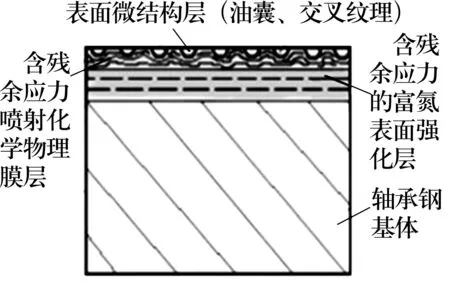
圖1 軸承套圈滾道多層復合結構示意圖Fig.1 Diagram of multi-layer composite structure of bearing ring raceway
1.2 試驗方法
強化研磨加工工藝如圖2所示,圖中:O和O′分別為軸承套圈、電磁吸盤的中心;α為高壓噴頭角度;η為氮氣噴頭角度;e為軸承套圈與電磁吸盤的偏心距;n為套圈轉速。研磨料與高壓氣體混合,經高壓噴射系統(tǒng)作用形成氣、液、固三相混合噴射流,與固定在夾具上的外圈表面產生隨機等概率碰撞,使得工件表面形成有效的疲勞抗力。
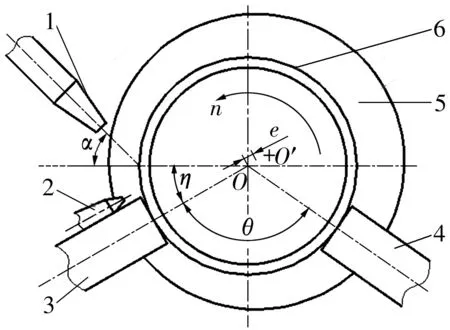
1—研磨料高壓噴頭;2—氮氣噴頭;3—左支承;4—右支承;5—電磁吸盤;6—軸承套圈圖2 軸承套圈強化研磨加工示意圖Fig.2 Diagram of reinforced grinding process for bearing ring
試驗對象為6207深溝球軸承套圈,材料為GCr15。研磨料包括:直徑為4 mm的鋼丸,粒度為178 μm的棕剛玉粉末以及富氮濃縮液。套圈初始表面粗糙度Ra為0.36 μm。強化研磨工藝參數(shù)為:噴射壓力0.6 MPa,噴射角度45°,噴射距離50 mm,工件轉速100 r/min。未研磨的套圈編號為0#,使用足量的研磨料對編號依次為1#~10#的套圈分別進行25個循環(huán)(1個循環(huán)的時間為6 s)的強化研磨加工,整個試驗過程研磨料使用250個循環(huán)。
1.3 試驗樣品的制備及檢測
1)測試強化研磨后套圈表面粗糙度:在0#~10#套圈表面分別選取5個點(每隔72°選取一個點),采用TIME3230粗糙度儀對滾道表面進行表面粗糙度測量,并對5個點的測值取平均作為滾道表面粗糙度值。
2)滾道表面織構形貌檢測:采用DK 7732電火花線分別從0#,1#,6#,10#試樣上隨機切割一塊尺寸為5.0 mm×5.0 mm×17.0 mm的樣品,然后用濃度為99.5%的丙酮溶液浸泡樣品6 h,隨后以濃度為95%的工業(yè)酒精擦拭表面,并將檢測樣品烘干。用場發(fā)射掃描電子顯微鏡對加工前后的樣品進行表面織構形貌觀察并拍照記錄,同時在MATLAB平臺上利用圖像處理技術將電鏡掃描圖轉成灰度圖,再由灰度圖轉成三維圖。
2 試驗結果分析
2.1 研磨料磨損分析
隨著循環(huán)加工次數(shù)的增加,研磨料自身會存在一定程度的磨損,磨損程度不一的研磨料具備不同的磨削性能,會在滾道表面形成不同的織構。
2.1.1 研磨量分析
隨著研磨料循環(huán)使用次數(shù)的增加,滾道研磨量如圖3所示。由圖可知,研磨料經不同次數(shù)的循環(huán)使用后,對工件的切削量逐漸遞減。循環(huán)使用次數(shù)小于50次時,研磨料的切削能力很強,研磨量在4.75 μm以上;循環(huán)使用次數(shù)為50~200時,研磨量以近似相等的速率減少,研磨料依然可以保持較高的切削性能;當研磨料循環(huán)使用達到200次以后,研磨量減小到僅0.15 μm,幾乎喪失切削能力。
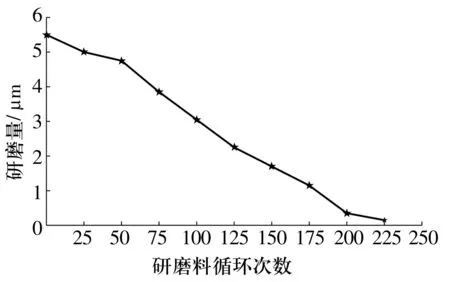
圖3 研磨量隨研磨料循環(huán)次數(shù)變化曲線Fig.3 Variation curve of grinding amount with abrasive recycles
2.1.2 表面粗糙度分析
1#~10#套圈加工后的表面粗糙度如圖4所示,由圖4可知,隨著強化研磨料循環(huán)次數(shù)的增加,滾道表面粗糙度分段下降。采用全新的研磨料對套圈加工25個循環(huán)后,1#套圈的表面粗糙度Ra由未研磨時的0.36 μm增大到1.578 μm,此為研磨料的磨合階段,該階段研磨料的顆粒較大,為防止研磨料的動能(E=mv2/2)過大進而導致滾道表面粗糙度過大,噴射壓力會略小于0.6 MPa;使用25~125個循環(huán)的研磨料分別研磨2#~6#套圈,可以發(fā)現(xiàn)滾道表面粗糙度相比1#降低了很多,這是由于研磨料表面鋒利而脆弱的棱角被磨損,露出較寬厚不易被磨損的最佳“刀刃”,此階段為研磨料的最佳切削階段,研磨料磨損緩慢,切削性能穩(wěn)定;使用125~200個循環(huán)的研磨料加工7#~9#套圈,滾道表面粗糙度進一步下降;使用225個循環(huán)的研磨料加工10#套圈,滾道表面粗糙度下降已經很小,可見研磨料已發(fā)生較為嚴重的鈍化,研磨料磨削性能已較為微弱。
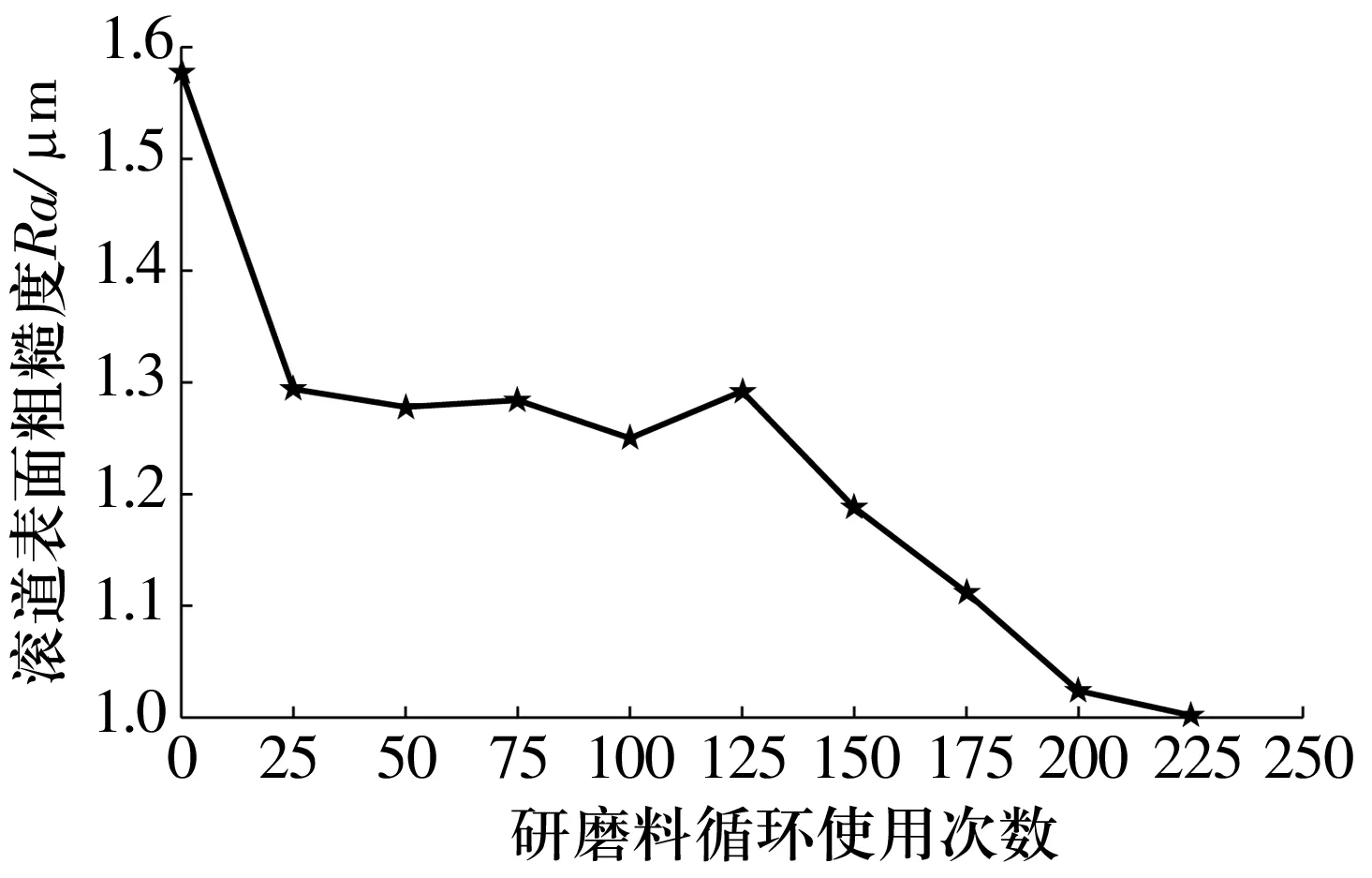
圖4 套圈表面粗糙度隨研磨料循環(huán)次數(shù)變化曲線Fig.4 Variation curve of surface roughness of ring with abrasive recycles
強化研磨過程中滾道表面粗糙度Ra從1.578 μm下降到1.02 μm,表面粗糙度Ra值仍較大,必須增加滾道研磨工序。強化研磨的主要目的是使?jié)L道表面形成“表面織構層、氮-金屬絡合物強化層”的多層復合結構,超精滾道在保留有效織構的同時進一步改善表面質量。
2.2 滾道表面織構形貌分析
0#,1#,6#,10#套圈滾道表面SEM圖如圖5所示。目前很多關于機械表面織構的研究均使用非接觸式三維光學輪廓儀進行表面測量,然后用二維圖片去表達表面織構的三維形貌[12-14]。但強化研磨后滾道表面的織構類型在形狀和分布位置方面均是無規(guī)則的(圖5),為了能更好地對表面織構進行形狀和分布的分析,利用MATLAB軟件將圖5中的圖片轉成灰度圖,再由灰度圖轉成三維圖[15],如圖6所示(灰度值指黑白圖像中點的顏色深度,范圍一般從0~255,白色為255,黑色為0)。
由圖6可知:圖6a中滾道表面呈規(guī)則有序的條紋為前工序硬態(tài)切削加工留下的深度較大的刀痕,刀痕處灰度值較大(150~170),SEM圖像中灰度值集中在110~130,未經強化研磨處理的滾道表面很平整,基本無織構存在。
圖6b中,SEM圖像中灰度值集中在45~75,原因是高速碰射的鋼丸會將磨合階段的黑色研磨粉更大限度地壓印在軸承滾道表面,所以SEM圖像整體的灰度值較小,顏色較黑;其中一小部分灰度值較大的區(qū)域(100~200)是研磨料表面鋒銳的棱角在滾道表面沖擊、壓印、劃擦出的劃痕與凹坑,這些占比小、灰度值差值較大的區(qū)域體現(xiàn)了劃痕與凹坑較深,但分布較少,所產生的織構僅具備少量儲油能力。
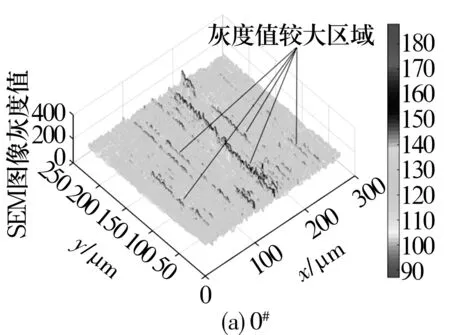
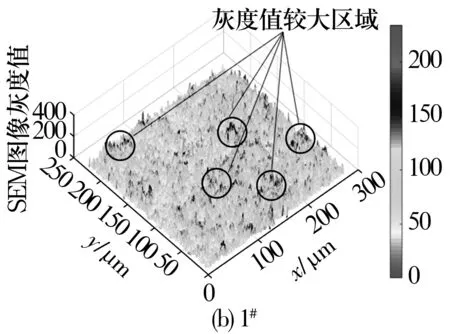
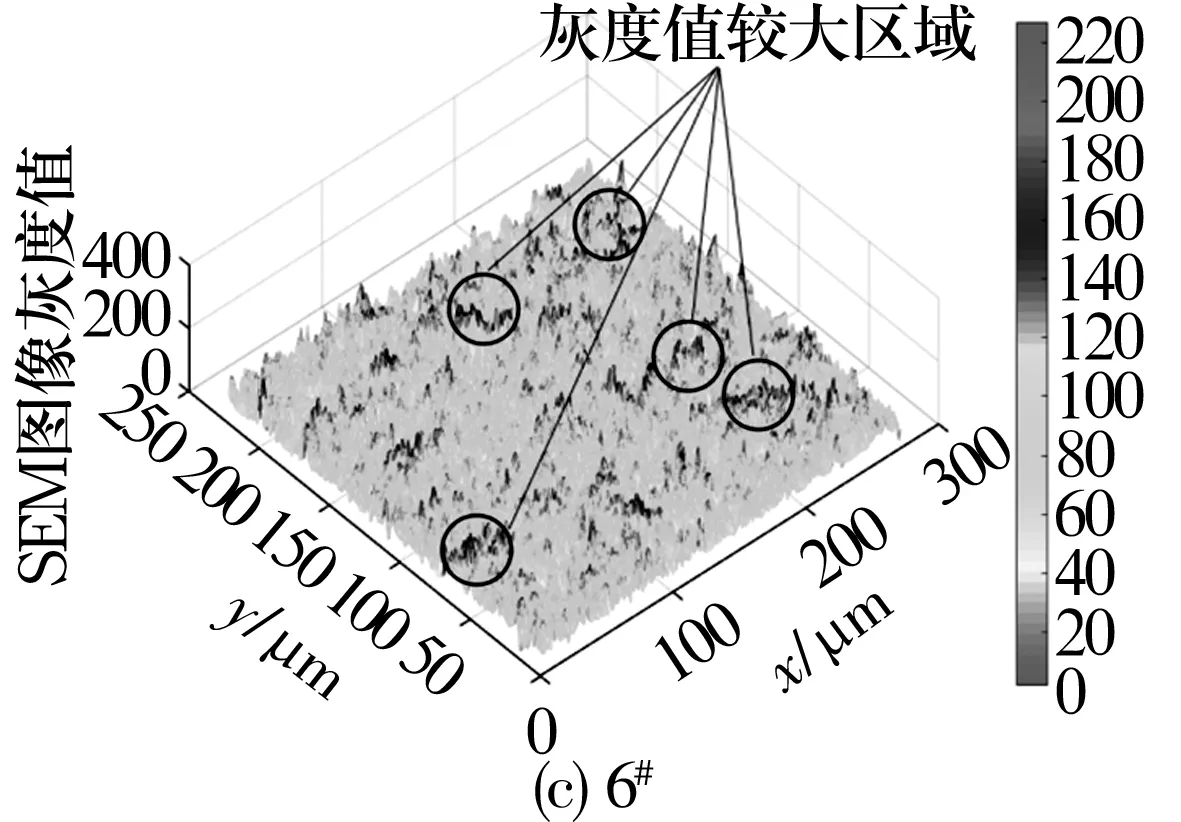
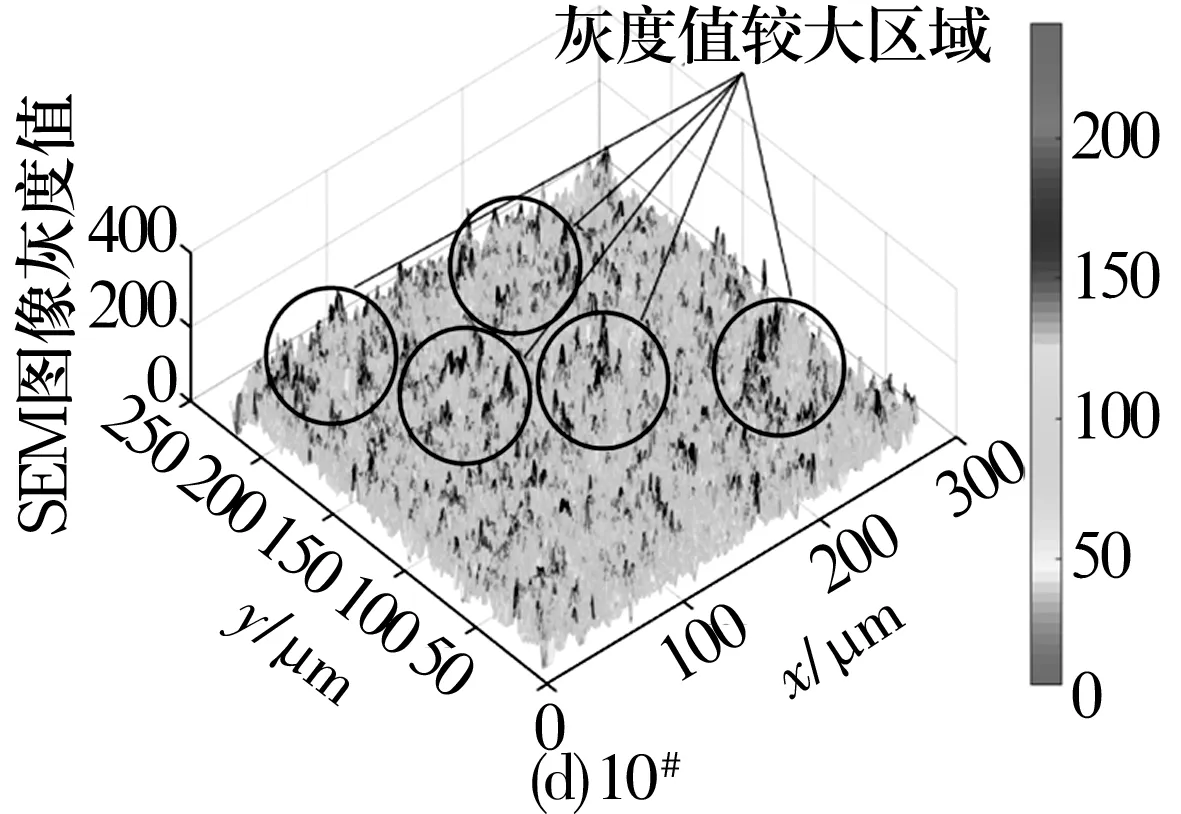
圖6 滾道表面織構Fig.6 Surface texture on bearing raceway
圖6c中出現(xiàn)的灰度值較大區(qū)域(150~200)進一步增多,區(qū)域內灰度值的差值開始縮小,此與2.1節(jié)中分析的研磨料會形成磨損緩慢、切削性能較穩(wěn)定的最佳“刀刃”,從而在滾道表面加工出分布更廣泛的織構相吻合,相比1#試件(圖6b),6#試件的滾道表面織構更利于提升儲油能力。
圖6d中出現(xiàn)了大量灰度值較大的區(qū)域,這些區(qū)域內的灰度值甚至在200以上,這是因為強化研磨過程中高速噴射的鋼丸撞擊在由夾具支承的套圈上會產生凹坑和刮痕,但此時用于切削的研磨料已發(fā)生較為嚴重的鈍化,基本喪失磨削能力的研磨料已經無法在強化研磨過程中有效地磨削這些凹坑和劃痕。
3 結束語
利用MATLAB軟件將強化研磨工藝中滾道的掃描電鏡二維微觀形貌圖轉成三維圖,清晰地呈現(xiàn)了不同磨損程度的研磨料加工出的各種滾道表面織構,并結合研磨料在強化研磨工藝過程中發(fā)生的磨損變化,對各種表面織構在強化研磨循環(huán)加工中的形成、變化做出了相應分析。試驗得出結論:采用經歷25~125次強化研磨循環(huán)的研磨料加工軸承套圈,可以使?jié)L道表面獲得分布均勻、儲油量良好的織構。
目前軸承滾道強化研磨加工工藝仍處在試驗階段,加工效率、表面質量有待更多的試驗數(shù)據(jù)支撐,通過套圈定位方式、研磨料配方、鋼丸粒徑、噴射壓力等的不斷優(yōu)化,進一步提高效率,形成良好的表面織構。另外,強化研磨加工后表面粗糙度較大,需進行后續(xù)的超精加工,降低表面粗糙度值。
