滌綸444dtex/10f黑母絲生產工藝分析
2018-07-25 02:41:38張紅亮
紡織科學研究 2018年7期
關鍵詞:生產
張紅亮
北京中麗制機工程技術有限公司 北京 101111
1 前言
滌綸母絲是滌綸切片經過干燥、紡絲、冷卻、拉伸、卷繞等過程生產出dpf為 15dpf~50dpf,8f~12f的復絲,這種復絲再經過分絲機分絲得到15de~50de的單絲,或者直接經過分絲整經機分絲整經做成經軸,用于后加工。由于近年來環保要求越來越嚴格,直接在紡絲過程中加入色母粒生產色絲母絲的越來越多,產品根據市場需求涵蓋各種顏色,其中黑母絲份額較大。在此以444dtex/10f黑色母絲生產為例,分析黑母絲工藝技術及其生產影響因素。
2 生產工藝技術
2.1 原料
(1)切片規格見表1。
(2)紡絲油劑:滌綸母絲專用油劑,或耐熱發煙小的滌綸FDY油劑,此處使用蘇州竹本HQ-47。
(3)色母粒:滌綸母絲生產必須使用好的滌綸色母粒,此處使用寶麗黑母粒PDF12。
2.2 設備
(1)干燥設備:鄭州中原干燥設備工程有限公司;
(2)紡絲設備:北京中麗制機工程技術有限公司;
(3)導絲器:日本湯淺株式會社;
(4)熱輥:北京中麗制機工程技術有限公司;
(5)卷繞機:北京中麗制機工程技術有限公司。
2.3 生產流程
2.4 檢測儀器
(1)壓差式微量水分儀:常州紡儀廠,SF-1;
(2)測長儀:常州紡儀廠,YG086型;
(3)強伸儀:常州紡儀廠,YG023B型。
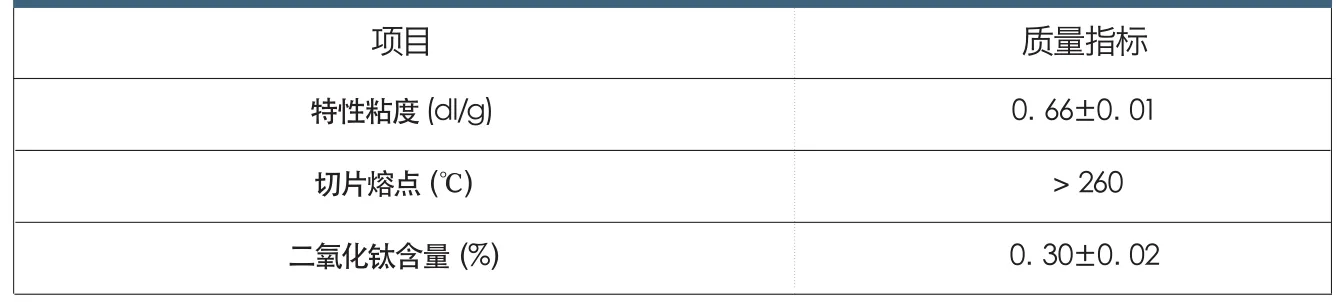
表1 滌綸紡絲級切片
2.5 生產工藝
見表2。
2.6 物理指標
見表3。
3 工藝分析
3.1 工藝流程圖
見圖1。
3.2 干燥
由于滌綸母絲dpf較高,在15dpf~50dpf左右,采用一步法生產,對切片含水率要求很高。只有當含水率小于25ppm時,才能保證正常生產,如果含水率高,熔體就容易降解,斷頭多,無法正常生產。色絲母絲的生產需要加入色母粒,雖然色母粒也經過干燥,但一般為簡易干燥系統,沒有預結晶。從切片干燥系統到色母粒干燥塔,干燥時間不能太長,否則會結塊。色母粒含水率盡量控制低一點,否則會造成斷頭明顯增高。色母粒生產過程一般是有光切片粉化后與色粉再加工制得,雜質較多,熔點低,更增加了紡絲難度。因此為保證色絲母絲紡絲順利,必須使用品質高的滌綸切片和高質量的色母粒,同時嚴格控制好干燥。

表2 工藝參數
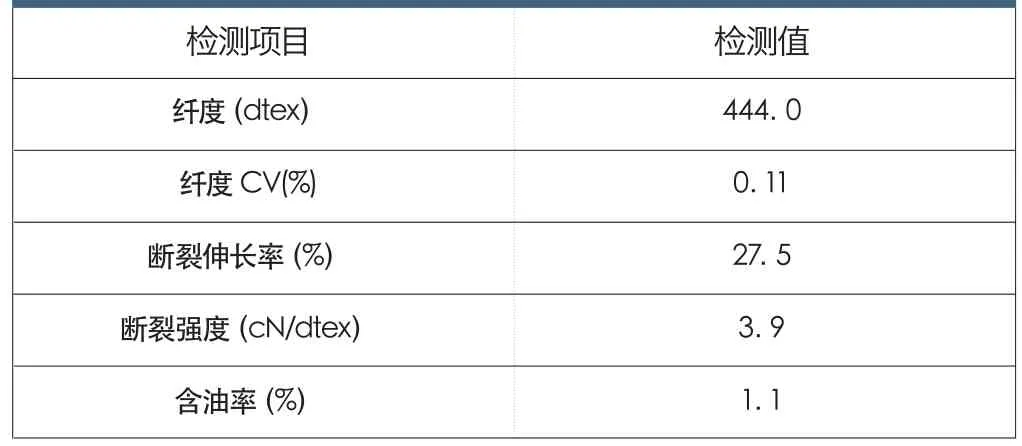
表3 物理指標
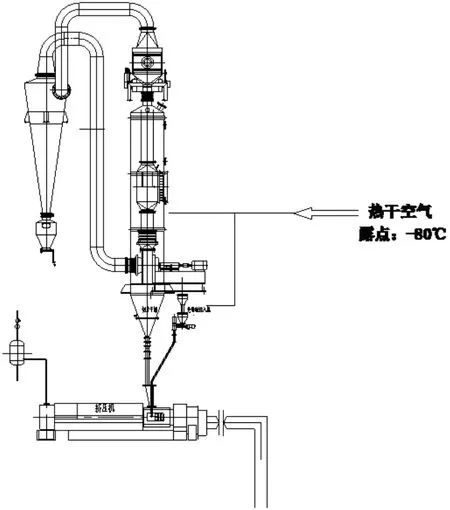
圖1 工藝流程圖
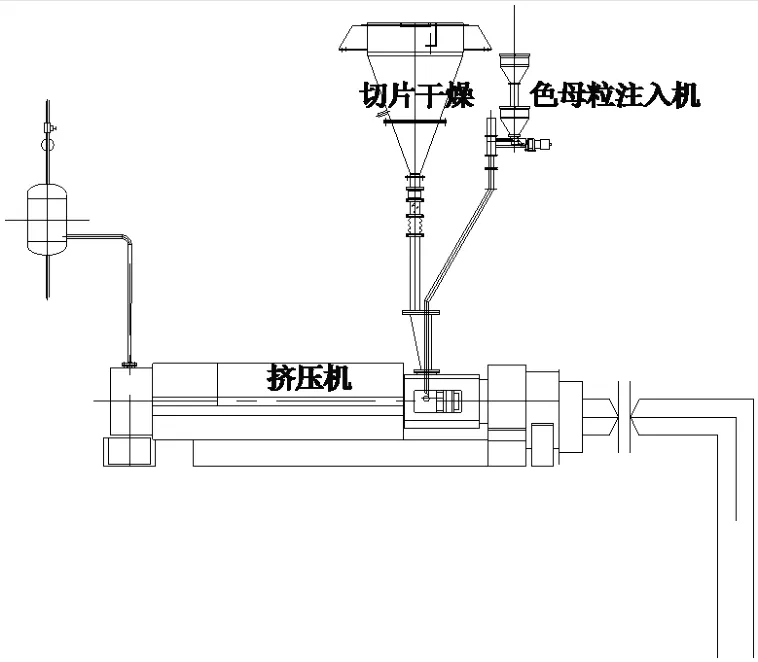
圖2 色母粒注入機圖
一般滌綸切片干燥時間應控制在8h~12h,含水率<25ppm;色母粒干燥時間應控制在12h~18h,含水率<50ppm;這樣才能保證經螺桿、箱體后熔體均勻一致,保證順利紡絲。

圖3 母粒機計量桿結構圖

圖4 母粒機計量桿實物圖
3.3 色母粒添加
色母粒注入機圖見圖2,母粒機計量桿結構圖見圖3,母粒機計量桿實物圖見圖4。
色母粒機常見的有稱重式和螺桿計量式。稱重式色母粒機工作原理是主料和色母粒分別按工藝加入量比例稱量混合后共同進入螺桿擠壓機,這種添加方式不存在色母粒添加量偏差,因此紡絲不存在色差,但稱重式色母粒機價格昂貴,較少有企業使用。螺桿計量式色母粒機工作原理是通過一個變頻調速的打有劑量孔的金屬桿,添加色母粒按工藝量進入紡絲螺桿擠壓機,這種方式添加色母粒影響因素多,控制不好容易出現色差,但控制好也能保證色母粒按工藝比例添加,同時價格低廉,因此被大多企業使用。
生產444dtex/10f滌綸黑母絲,必須使用品質好的色母粒,這樣對紡絲溫度影響小,斷頭少。色母粒添加量按客戶要求決定,一般添加量2%~3%。
3.4 紡絲系統
箱體側吹連接視圖見圖5。
生產444dtex/10f滌綸黑母絲,螺桿使用帶銷釘混煉頭的滌綸螺桿,六區加熱。由于色絲屬于小品種,考慮到產品經濟性,多采用3位一螺桿。考慮到黑色母粒加入,螺桿溫度比半消光母絲紡絲螺桿溫度低3℃~5℃。這是因為黑色母粒粘度和熔點都要低一些,含水率也要高一些,必須降低熔體溫度,才能減少降解,保證正常紡絲。
因為添加了黑色母粒,所以熔體過濾器濾芯過濾精度選擇規格高的金屬無紡布,半消光切片紡制滌綸母絲一般使用20um規格的濾芯,用來紡制黑母絲升壓太快,所以一般使用40um規格的濾芯,可以滿足8天~15天正常使用。
聯苯熱媒系統給螺桿擠出頭、熔體過濾器、熔體管路、紡絲箱體、組件等提供保溫加熱。控制好溫度可以減少熔體降解,保證熔體溫度均勻一致,從而生產才能穩定。因為黑色母粒加入熔體溫度比半消光滌綸熔體溫度要低一些,才能減少飄絲斷頭。一般熔體溫度控制在280℃~285℃,熱媒溫度也就控制在280℃~285℃,可以保證正常紡絲。

圖5 箱體側吹連接視圖
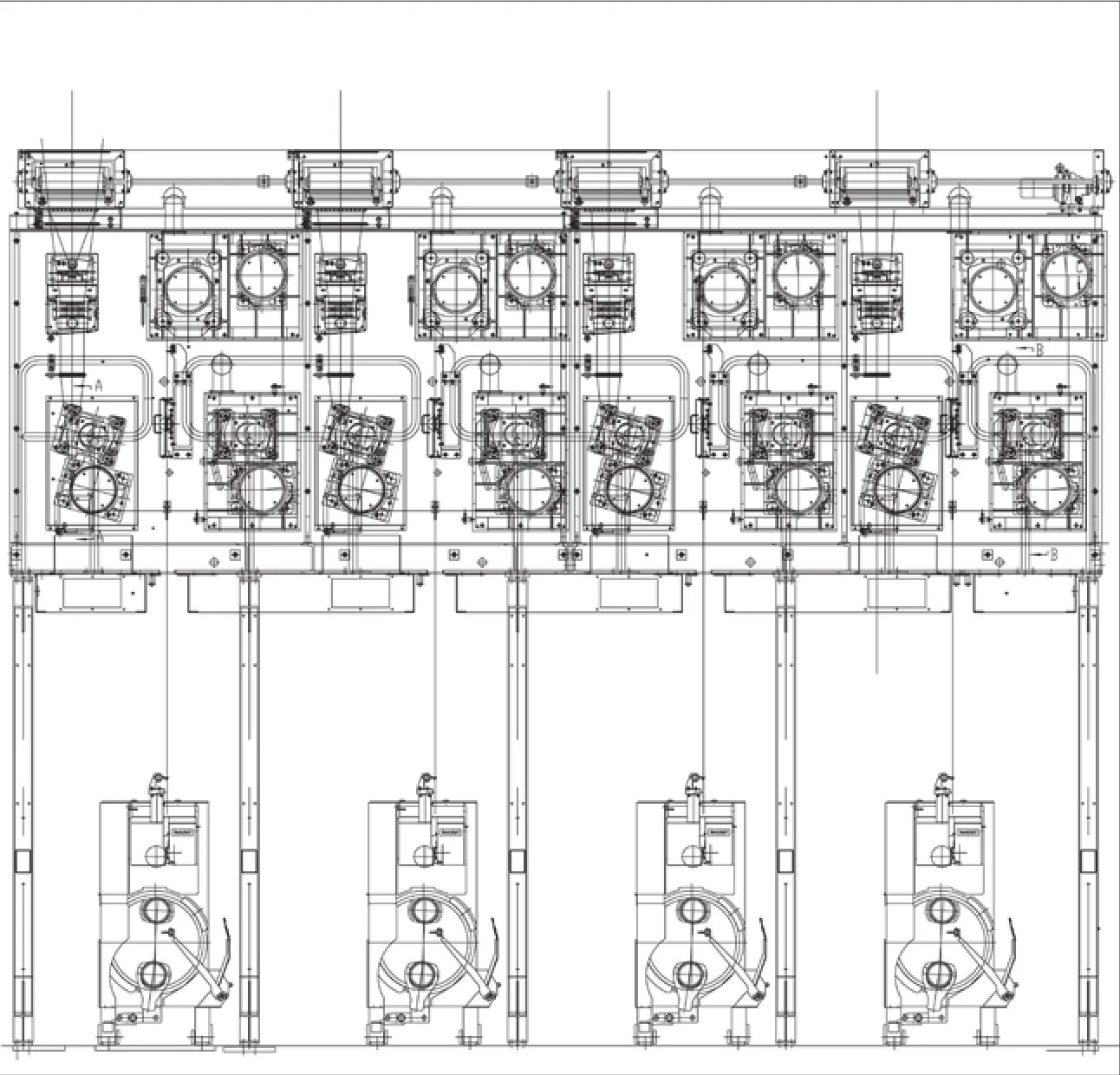
圖6 熱輥三輥主視圖
冷卻在母絲紡絲過程中至關重要,因為dpf比較高,一般為20 dpf~40dpf,這樣既要解決驟冷問題,還要確保油輪集束前冷卻結晶。因此無風區必須控制在120mm~180mm,緩冷器控制230℃~270℃,以解決驟冷問題。同時為保證正常冷卻結晶,側吹風窗高度加長至2000mm~2300mm,側吹風溫控制在 22℃ ~25℃,風速 0.4 m/s ~0.6m/s。充分冷卻的絲束經油輪上油后進入牽伸系統牽伸。
3.5 熱輥牽伸
熱輥三輥主視圖見圖6。
生產粗旦滌綸母絲,熱輥牽伸一般采用三組熱輥牽伸系統,才好控制強力均勻,伸長穩定,沸水收縮穩定。GR1和GR2之間為主牽伸,拉伸比一般在3倍~3.5倍, GR2和GR3之間為牽伸定型,拉伸比一般在1.1倍~1.2倍。生產444dtex/10f黑母絲,單絲和總旦數較高,GR1溫度控制在110℃~120℃,以充分使絲束玻璃化,便于一二輥組間牽伸,不至于單絲斷裂。同時444dtex/10f黑母絲多直接做成面料,沸水收縮率控制較低,一般控制在5%~7%,GR2和GR3溫度一般控制較高,在150℃~170℃。
3.6 卷繞
生產444dtex/10f黑母絲時,一是dpf較大,二是加入黑色母粒,所以絲束應力較大,很容易出現成型不良。為了保證正常卷繞成型,卷繞張力必須均勻,較小控制,一般控制在30cn~40cn,可以保證成型良好。絲上含油率控制0.8%~1.5%,能保證后加工順利。上油率低,容易造成毛絲;上油率高,絲打滑,易纏輥,兩者都會造成斷頭增加。
4 結論
(1)生產444dtex/10f黑母絲,必須嚴格控制干切片和色母粒含水率。
(2)生產444dtex/10f黑母絲,熱媒溫度控制應低于半消光母絲3℃ ~5℃。
(3)為保證卷繞成型必須嚴格控制卷繞張力。
猜你喜歡
江蘇安全生產(2022年9期)2022-11-02 07:01:24
中國化肥信息(2022年7期)2022-08-31 01:28:54
山東冶金(2022年2期)2022-08-08 01:50:42
小學科學(學生版)(2020年10期)2020-10-28 07:52:12
中國化肥信息(2020年7期)2020-03-19 01:54:02
中國軍轉民(2017年6期)2018-01-31 02:22:28
消費導刊(2017年24期)2018-01-31 01:29:23
中國制筆(2017年2期)2017-07-18 10:53:09
現代企業(2015年4期)2015-02-28 18:48:06
汽車零部件(2014年11期)2014-09-18 11:57:16