管接件上下料工業(yè)機(jī)器人技術(shù)
2018-07-27 08:38:10戚順平梁松千唐玉芝
現(xiàn)代制造技術(shù)與裝備 2018年6期
關(guān)鍵詞:振動(dòng)
戚順平 梁松千 唐玉芝
(南通愛(ài)慕希機(jī)械股份有限公司,南通 226000)
近年來(lái),工業(yè)機(jī)器人在工業(yè)領(lǐng)域中的應(yīng)用越來(lái)越普遍,尤其在加工生產(chǎn)線(xiàn)上充當(dāng)了重要角色,大幅提高了工作精度和工作效率[1]。南通愛(ài)慕希機(jī)械股份有限公司設(shè)計(jì)開(kāi)發(fā)一臺(tái)用于管接件自動(dòng)上下料的工業(yè)機(jī)器人(以下簡(jiǎn)稱(chēng)管接件上下料機(jī)器人)。該管接件上下料機(jī)器人能夠?qū)崿F(xiàn)待加工管接件的拾取,并依照加工工序,將待加工管接工件依次送入兩臺(tái)數(shù)控機(jī)床的規(guī)定位置裝夾和加工。管接件數(shù)控加工完成后,管接件上下料機(jī)器人從數(shù)控機(jī)床上取下加工好的管接件,放到指定位置,完成下料工作。
1 相關(guān)技術(shù)要求
單臺(tái)機(jī)床自動(dòng)裝夾時(shí)間<10s;更換產(chǎn)品允許調(diào)整時(shí)間小于20min;管接件重量小于1kg;管接件尺寸變化范圍:Φ10mm~Φ30mm;上下料工作范圍:2500mm×600mm×50mm;運(yùn)轉(zhuǎn)率大于98%;故障率小于0.1%;具有急停和工作區(qū)域安全防護(hù)功能。
2 主要功能
2.1 振動(dòng)上料及缺料報(bào)警
操作人員將待加工管接件倒入振動(dòng)上料機(jī)的料斗中,振動(dòng)上料機(jī)通過(guò)機(jī)械振動(dòng)的方式依次逐個(gè)將待加工管接件以一定姿態(tài)排放到規(guī)定的位置,供上下料四坐標(biāo)機(jī)器人前來(lái)拾取。如果料斗中沒(méi)有待加工管接件或數(shù)量不足,則振動(dòng)上料機(jī)缺料報(bào)警。
2.2 工件拾取和檢測(cè)
振動(dòng)上料機(jī)將待加工的管接件以一定的姿態(tài)排放到規(guī)定的位置,管接件上下料機(jī)器人移動(dòng)到該位置,自動(dòng)拾取待加工管接件,并傳感檢測(cè)和確定管接件是否正確拾取。
2.3 工件在機(jī)床上的上料和下料
管接件上下料機(jī)器人移動(dòng)至指定數(shù)控加工機(jī)床位置,待機(jī)床完成加工工序,將機(jī)床夾具中的管接件取出,并將另一個(gè)待加工的管接件放入夾具中。裝夾完畢,管接件上下料機(jī)器人與數(shù)控加工機(jī)床通信[2]。
2.4 工件的旋轉(zhuǎn)調(diào)姿
2.5 計(jì)算機(jī)輔助編程
采用開(kāi)放式的計(jì)算機(jī)輔助編程平臺(tái),實(shí)現(xiàn)對(duì)工件的拾取、放置、旋轉(zhuǎn)調(diào)姿、振動(dòng)上料、檢測(cè)以及管接件上下料機(jī)器人運(yùn)動(dòng)控制的計(jì)算機(jī)輔助編程。
2.6 安全與防護(hù)
2.6.1 設(shè)備急停
按下急停按鈕時(shí),管接件上下料機(jī)器人執(zhí)行停電程序。急停按鈕按人機(jī)工程原則安裝在設(shè)備合理位置。急停按鈕未經(jīng)手動(dòng)復(fù)位,不能恢復(fù)通電。急停功能由設(shè)備硬件直接執(zhí)行,不通過(guò)軟件實(shí)現(xiàn)。
2.6.2 工作區(qū)安全防護(hù)
設(shè)備的左、右側(cè)和前方都安裝有安全防護(hù)光柵,以防止人員誤入工作區(qū)。防護(hù)光柵報(bào)警時(shí),管接件上下料機(jī)器人系統(tǒng)執(zhí)行暫停程序;待排除故障后,按下恢復(fù)按鈕,設(shè)備繼續(xù)運(yùn)行。
2.7 故障報(bào)警
依據(jù)來(lái)自傳感測(cè)器、防護(hù)光幕等的測(cè)量信息及管接件上下料工業(yè)機(jī)器人的運(yùn)行情況,實(shí)施狀態(tài)監(jiān)測(cè)和故障診斷,并依據(jù)具體狀況進(jìn)行報(bào)警。
3 組成與結(jié)構(gòu)
3.1 機(jī)械結(jié)構(gòu)
機(jī)械部分主要由上下料四坐標(biāo)機(jī)器人、機(jī)器人上下料末端執(zhí)行器、振動(dòng)上料機(jī)以及工件轉(zhuǎn)向器等機(jī)械結(jié)構(gòu)組成,如圖1所示。
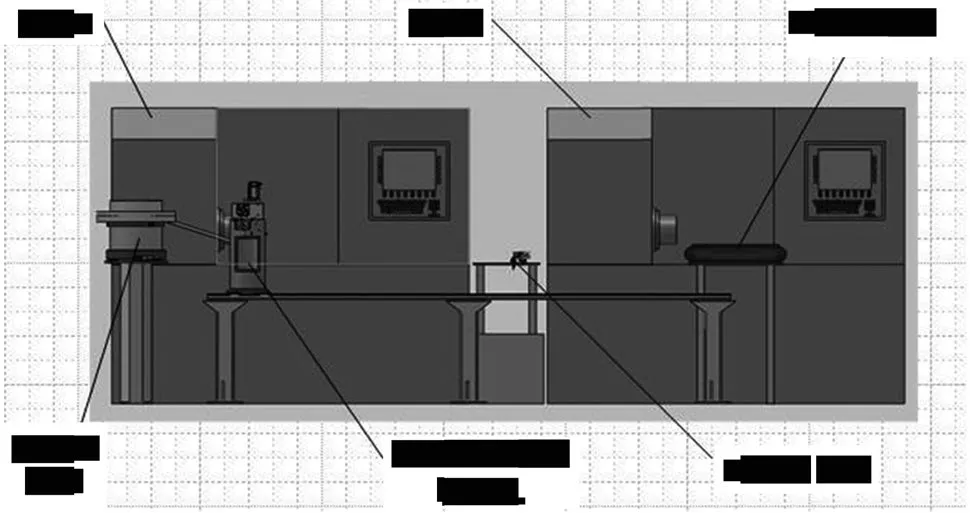
圖1 管接件上下料工業(yè)機(jī)器人結(jié)構(gòu)與布局
(1)振動(dòng)上料機(jī)以機(jī)械振動(dòng)的方式,將待加工管接件逐個(gè)送到一個(gè)指定的位置,供上下料四坐標(biāo)機(jī)器人前來(lái)抓取加工。
2.尋求原因。在對(duì)錯(cuò)誤造成影響進(jìn)行控制和處理后,反思錯(cuò)誤的原因和根源,對(duì)相關(guān)責(zé)任人進(jìn)行確定,進(jìn)行一個(gè)順位責(zé)任原因排序,為之后的容錯(cuò)糾錯(cuò)和依法追責(zé)提供第一手的材料和信息。
(2)上下料四坐標(biāo)機(jī)器人用于實(shí)現(xiàn)X、Y、Z三個(gè)方向的移動(dòng)和C向的旋轉(zhuǎn)。X、Y、Z三個(gè)方向運(yùn)動(dòng)范圍為:2500mm×600mm×50mm。機(jī)器人各坐標(biāo)均由伺服電機(jī)、減速機(jī)構(gòu)、驅(qū)動(dòng)器、滾珠導(dǎo)軌、絲杠運(yùn)動(dòng)副、齒輪齒條運(yùn)動(dòng)副、非標(biāo)準(zhǔn)零件、聯(lián)軸器、軸承及標(biāo)準(zhǔn)件等構(gòu)成,如圖2所示。
(3)機(jī)器人上下料末端執(zhí)行器(見(jiàn)圖2)主要實(shí)現(xiàn)管接件的抓取和放置。它裝有兩個(gè)氣動(dòng)夾具,并配有C向的旋轉(zhuǎn)機(jī)構(gòu),用于待加工件和加工完成件的抓放。
(4)工件轉(zhuǎn)向器(見(jiàn)圖2)用于將上下料四坐標(biāo)機(jī)器人從數(shù)控機(jī)床M中取出的管接件進(jìn)行旋轉(zhuǎn)調(diào)姿,以便裝夾到機(jī)床N中開(kāi)展下一工序的加工。

圖2 管接件上下料工業(yè)機(jī)器人和工件轉(zhuǎn)向器
3.2 電氣與氣動(dòng)單元
電氣單元,也就是管接件上下料工業(yè)機(jī)器人的控制系統(tǒng),主要包括工業(yè)控制計(jì)算機(jī)、四坐標(biāo)運(yùn)動(dòng)控制器、操作面板、液晶顯示器、電控柜、與兩臺(tái)數(shù)控機(jī)床及震動(dòng)上下料機(jī)的通信接口、物料傳感器和限位開(kāi)關(guān)、安全防護(hù)器件或裝置、故障報(bào)警及三色燈顯示裝置等。
氣動(dòng)單元主要包括工件轉(zhuǎn)向器旋轉(zhuǎn)調(diào)姿氣缸、機(jī)器人上下料末端執(zhí)行器抓取和放置工件的氣動(dòng)夾具、電磁換向閥、節(jié)流閥、快速接頭等氣動(dòng)元器件及管材、輔件,主要實(shí)現(xiàn)工件上下料的抓取與放置以及工件的轉(zhuǎn)向調(diào)姿。
3.3 測(cè)控及人機(jī)交互軟件
管接件上下料機(jī)器人的測(cè)控軟件實(shí)現(xiàn)對(duì)上下料四坐標(biāo)機(jī)器人、振動(dòng)上料機(jī)、工件轉(zhuǎn)向器、機(jī)器人上下料末端執(zhí)行器的實(shí)時(shí)控制,實(shí)現(xiàn)與兩臺(tái)數(shù)控機(jī)床的裝夾工件握手通信,實(shí)現(xiàn)物料傳感信息的采集與處理、限位開(kāi)關(guān)信號(hào)以及故障報(bào)警與顯示信息處理等[3]。
人工交互軟件包括:輔助編程平臺(tái)、操作與顯示界面。輔助編程平臺(tái)為新型號(hào)管接件的自動(dòng)上下料提供一個(gè)編程軟件環(huán)境,操作人員利用此輔助編程平臺(tái),對(duì)上下料工作流程、動(dòng)作和節(jié)拍進(jìn)行編程,并對(duì)工件的抓取與放置位置、機(jī)器人移動(dòng)速度等進(jìn)行編程。操作與顯示界面為操作人員提供一個(gè)管接件上下料現(xiàn)場(chǎng)操作平臺(tái),幫助操作人員完成手動(dòng)、自動(dòng)、移動(dòng)速度倍率、節(jié)拍等的轉(zhuǎn)換和調(diào)整。顯示界面用于顯示上下料工作流程和狀態(tài),支持對(duì)工作過(guò)程的監(jiān)控。
4 工作原理及流程
(1)操作人員將待加工管接件放進(jìn)振動(dòng)上料機(jī)料斗,振動(dòng)上料機(jī)振動(dòng)上料;上下料四坐標(biāo)機(jī)器人移動(dòng)至左端振動(dòng)上料機(jī)出料口位置;機(jī)器人上下料末端執(zhí)行器從振動(dòng)上料機(jī)出料口拾取一個(gè)待加工管接件;機(jī)器人上下料末端執(zhí)行器旋轉(zhuǎn)180°繼續(xù)拾取第二個(gè)待加工管接件。
(2)上下料四坐標(biāo)機(jī)器人移動(dòng)至管接件數(shù)控加工機(jī)床M;上下料四坐標(biāo)機(jī)器人與數(shù)控加工機(jī)床M通過(guò)實(shí)時(shí)通信聯(lián)系,將拾取的待加工管接件放入數(shù)控加工機(jī)床M的夾具上正確裝夾;裝夾完畢后,上下料四坐標(biāo)機(jī)器人退出數(shù)控加工機(jī)床M;數(shù)控加工機(jī)床M開(kāi)始管接件第一工序的加工。
(3)待加工完畢,數(shù)控加工機(jī)床M與上下料四坐標(biāo)機(jī)器人通過(guò)實(shí)時(shí)通信聯(lián)系,上下料四坐標(biāo)機(jī)器人從數(shù)控加工機(jī)床M的夾具上取出已完成第一道工序加工的管接件(簡(jiǎn)稱(chēng)管接件半成品);然后,機(jī)器人上下料末端執(zhí)行器旋轉(zhuǎn)180°,拾取的第二個(gè)待加工管接件放入數(shù)控加工機(jī)床M的夾具上正確裝夾。
(4)裝夾完畢后,上下料四坐標(biāo)機(jī)器人退出數(shù)控加工機(jī)床M;上下料四坐標(biāo)機(jī)器人移動(dòng)至工件轉(zhuǎn)向器所在位置,將上下料末端執(zhí)行器上的管接件半成品放入工件轉(zhuǎn)向器,進(jìn)行旋轉(zhuǎn)調(diào)姿;調(diào)姿完畢,上下料末端執(zhí)行器重新拾取管接件半成品,并移動(dòng)至數(shù)控加工機(jī)床N;機(jī)器人上下料末端執(zhí)行器旋轉(zhuǎn)180°,上下料四坐標(biāo)機(jī)器人與數(shù)控加工機(jī)床N通過(guò)實(shí)時(shí)通信聯(lián)系,將管接件半成品放入數(shù)控加工機(jī)床N的夾具上正確裝夾。
(5)裝夾完畢后,上下料四坐標(biāo)機(jī)器人退出數(shù)控加工機(jī)床N;數(shù)控加工機(jī)床N開(kāi)始管接件第二工序的加工;上下料四坐標(biāo)機(jī)器人移動(dòng)至左端振動(dòng)上料機(jī)出料口位置;機(jī)器人上下料末端執(zhí)行器從振動(dòng)上料機(jī)出料口拾取一個(gè)待加工管接件。
(6)上下料四坐標(biāo)機(jī)器人移動(dòng)至管接件數(shù)控加工機(jī)床M;上下料四坐標(biāo)機(jī)器人與數(shù)控加工機(jī)床M通過(guò)實(shí)時(shí)通信聯(lián)系,機(jī)器人上下料末端執(zhí)行器旋轉(zhuǎn)180°從數(shù)控加工機(jī)床M的夾具上取出已完成第一道工序加工的管接件接件半成品;然后,機(jī)器人上下料末端執(zhí)行器旋轉(zhuǎn)180°將拾取的待加工管接件放入數(shù)控加工機(jī)床M的夾具上正確裝夾。
(7)裝夾完畢后,上下料四坐標(biāo)機(jī)器人退出數(shù)控加工機(jī)床M;上下料四坐標(biāo)機(jī)器人移動(dòng)至工件轉(zhuǎn)向器所在位置,將上下料末端執(zhí)行器上的管接件半成品放入工件轉(zhuǎn)向器,進(jìn)行旋轉(zhuǎn)調(diào)姿;調(diào)姿完畢,上下料末端執(zhí)行器重新拾取管接件半成品,并移動(dòng)至數(shù)控加工機(jī)床N。
(8)上下料四坐標(biāo)機(jī)器人與數(shù)控加工機(jī)床N通過(guò)實(shí)時(shí)通信聯(lián)系,從數(shù)控加工機(jī)床N的夾具上取出已完成第二道工序加工的管接件(簡(jiǎn)稱(chēng)管接件成品);然后,機(jī)器人上下料末端執(zhí)行器旋轉(zhuǎn)180°將管接件半成品放入數(shù)控加工機(jī)床N的夾具上正確裝夾。
(9)裝夾完畢后,上下料四坐標(biāo)機(jī)器人退出數(shù)控加工機(jī)床N;上下料四坐標(biāo)機(jī)器人移動(dòng)至右端成品傳輸機(jī),將加工完成兩道工序的管接件成品放置到工件傳輸機(jī)上;上下料機(jī)器人移動(dòng)至左端振動(dòng)上料機(jī)出料口位置,就此首次完成一個(gè)完整的工件加工循環(huán);工作流程跳入步驟(5),開(kāi)始循環(huán)。
5 結(jié)語(yǔ)
工業(yè)機(jī)器人的應(yīng)用越來(lái)越廣泛,本文設(shè)計(jì)的上下料工業(yè)機(jī)器人就是輸送線(xiàn)上的典型應(yīng)用,其工作運(yùn)行具有高效性、持久性和準(zhǔn)確性[4]。使用工業(yè)機(jī)器人可以降低廢品率和產(chǎn)品成本,提高機(jī)床的利用率,降低工人誤操作帶來(lái)的殘次零件風(fēng)險(xiǎn)等,其帶來(lái)的其他效益也十分明顯,如減少人工用量、減少機(jī)床損耗、加快技術(shù)創(chuàng)新速度和提高企業(yè)競(jìng)爭(zhēng)力等。機(jī)器人具有執(zhí)行各種任務(wù)特別是高危任務(wù)的能力,比傳統(tǒng)的自動(dòng)化工藝更加先進(jìn)。在未來(lái)的工業(yè)生產(chǎn)中,工業(yè)機(jī)器人將會(huì)發(fā)揮更重要的作用。
猜你喜歡
科學(xué)大眾(2023年17期)2023-10-26 07:39:14
大電機(jī)技術(shù)(2022年5期)2022-11-17 08:12:48
天天愛(ài)科學(xué)(2020年6期)2020-09-10 07:22:44
瘋狂英語(yǔ)·新讀寫(xiě)(2020年3期)2020-06-06 09:05:56
數(shù)學(xué)物理學(xué)報(bào)(2018年4期)2018-09-14 03:40:58
數(shù)學(xué)物理學(xué)報(bào)(2017年6期)2018-01-22 02:26:40
船海工程(2015年4期)2016-01-05 15:53:26
噪聲與振動(dòng)控制(2015年4期)2015-01-01 07:08:44
計(jì)算物理(2014年2期)2014-03-11 17:01:44
鄭州大學(xué)學(xué)報(bào)(理學(xué)版)(2014年3期)2014-03-01 04:21:00
