6061鋁合金在多向鍛造過程中顯微組織與拉伸性能的演變
2018-07-27 03:31:30,,,,,
機械工程材料 2018年7期
關鍵詞:有限元
, ,,,,
(廣西大學1.機械工程學院,2.土木建筑工程學院,南寧 530004)
0 引 言
作為一種常用的有色金屬材料,鋁合金具有良好的耐腐蝕性能、力學性能和可加工性等,在現代工業中占有很重要的地位。但是,鋁合金的強度不高、硬度低、摩擦因數高,且鋁合金容易拉傷、難以潤滑,從而導致其耐磨性能較差,這在很大程度上限制了其應用范圍[1]。由Hall-Petch關系可知,細化晶粒可以有效提高材料的強度與硬度,因此可通過細化鋁合金的晶粒來提高鋁合金的性能,并拓寬其應用范圍。
強烈塑性變形技術[2]可以使材料產生較大的變形量,具有強烈細化晶粒的能力。目前,常用的強烈塑性變形技術主要包括高壓扭轉法(HPT)[3]、多向鍛造法(MF)[4]、累積軋合法(ARB)[5]、等徑角擠壓法(ECAP)[6]等。其中,多向鍛造法不需要特定的裝置,工藝簡單、成本低且具有制造大塊致密細晶材料的潛力,因此可用于規模化生產。目前,國內外學者們已將多向鍛造法應用于不同材料,如冉敏等[7]研究了多向鍛造工藝對Fe-17Mn-8Cr合金力學性能和阻尼性能的影響;屈嘯等[8]通過多向鍛造工藝在時效態鋁銅合金中獲得了超細等軸晶粒,晶粒尺寸可達到0.56~0.71 μm;徐志良[9]對AZ80A鎂合金分別進行了多向鍛造和等徑角擠壓,發現多向鍛造變形后鎂合金的硬度、抗壓強度等均優于等徑角擠壓變形后的。綜上可知,多向鍛造法是一種實用性強、效果好的晶粒細化方法。
目前,在多向鍛造法的研究中,始鍛溫度不易確定。當始鍛溫度過低時,鋁合金的塑性和流動性不足,空氣錘巨大的沖擊力會導致其發生斷裂;而當始鍛溫度過高時,即高于400 ℃時,鋁合金內部的再結晶晶粒充分長大,不利于其力學性能的改善。現有研究常采用試錯法并進行大量的試驗來確定合適的工藝條件,但試錯法的試驗周期長、成本高,而有限元方法利用計算機軟件對多向鍛造工藝進行模擬,可提高效率、節約成本。為了優化鋁合金的多向鍛造工藝,作者以工業中常用的6061鋁合金為研究對象,采用有限元模擬方法對不同始鍛溫度下6061鋁合金的多向鍛造工藝進行模擬,得到了最優的始鍛溫度,并通過顯微組織觀察和拉伸性能測試對模擬結果進行了驗證。
1 試驗方法
試驗材料為φ40 mm的T6態6061鋁合金棒,化學成分如表1所示。

表1 6061鋁合金的化學成分(質量分數)Tab.1 Chemical composition of 6061 aluminumalloy (mass) %
在6061鋁合金棒上截取尺寸為φ35 mm×55 mm的試樣。對試樣進行300 ℃×1 h的固溶處理后水淬,然后在SRJX-8型箱式加熱爐中將試樣加熱到始鍛溫度,保溫20 min后,采用C41-65KG型空氣錘在試樣的x,y,z3個方向反復翻轉鍛造,鍛造順序為z方向→y方向→x方向,每個方向上的變形量大約為30%,各方向鍛造一次為一次多向鍛造,每次多向鍛造結束后,將試樣重新加熱至始鍛溫度并保溫5 min,如此循環4次后水淬。
在鍛后試樣的中心平行于z軸方向上截取尺寸為10 mm×10 mm×10 mm的金相試樣,依次在180#,400#,800#,1500#,2500#SiC水砂紙上研磨和機械拋光后,用質量分數為5%的HF水溶液腐蝕20 s,酒精清洗,電吹風吹干,在Axio Scope A1型光學顯微鏡上觀察顯微組織。
按照GB/T 228.1-2010,在鍛造前后的試樣上截取如圖1所示的拉伸試樣,采用島津萬能試驗機中的光學引伸計進行室溫拉伸試驗,拉伸速度為1 mm·min-1,測3個試樣取平均值,得到應力-應變曲線,分析6061鋁合金在多向鍛造前后的拉伸性能變化。
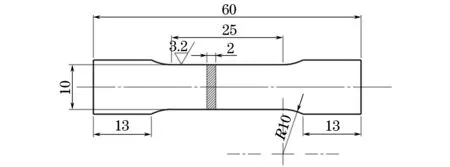
圖1 拉伸試樣的形狀與尺寸Fig.1 Shape and dimensions of tensile specimen
2 多向鍛造的數值模擬
2.1 有限元模型的建立
通過Pro/E三維建模軟件繪制幾何模型,圓柱體試樣的尺寸設定為φ35 mm×55 mm,將建好的幾何模型和上下模導入到DEFORM-3D軟件中,裝配好位置,整體模型如圖2所示。
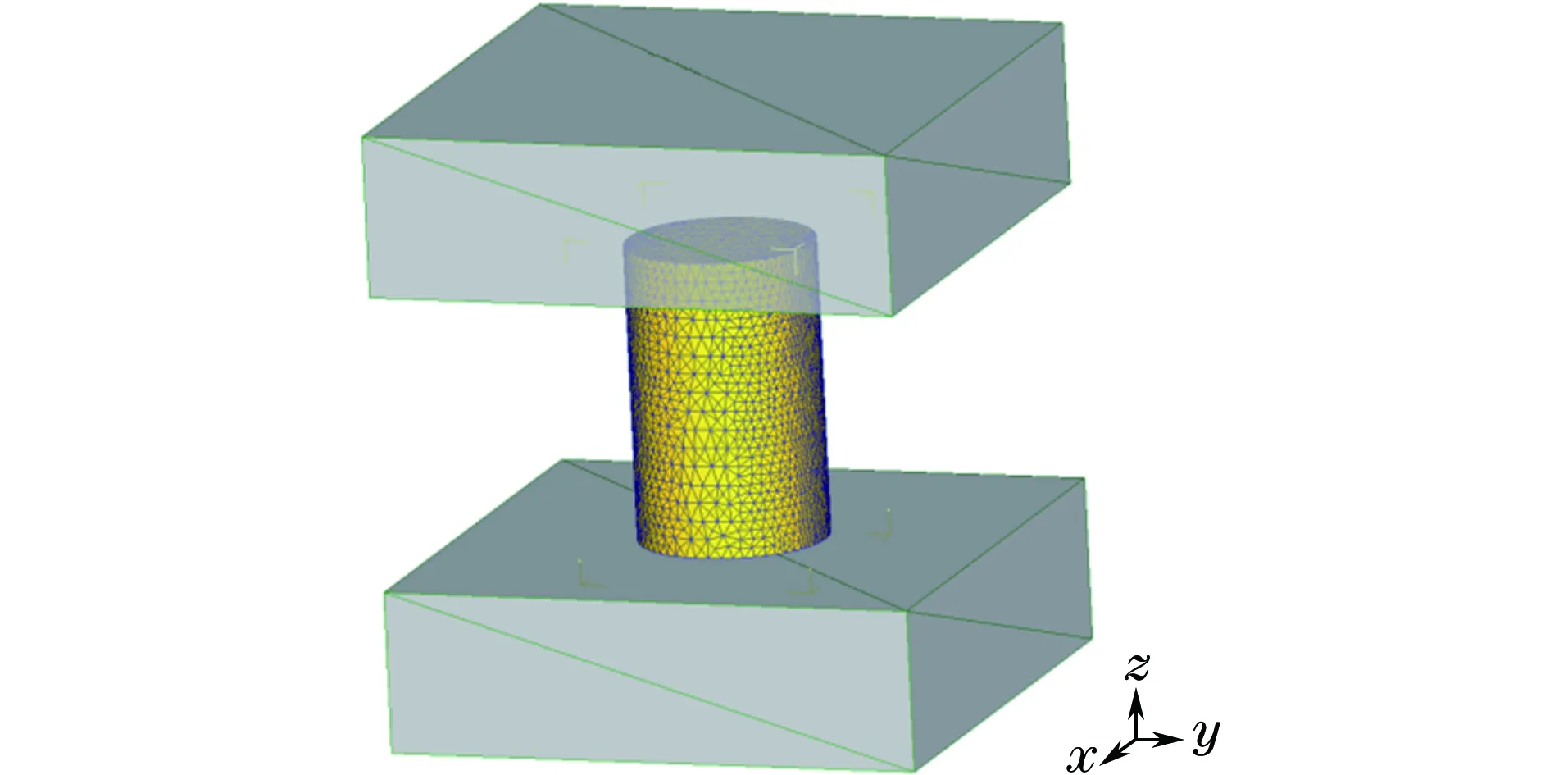
圖2 多向鍛造的有限元模型示意Fig.2 Diagram of finite element model for multi-directional forging
將試樣的材料屬性設置為求解效率比較高的塑性體,上下模具均設置為剛性體。采用剪切摩擦方式,試樣與上下模具間的接觸摩擦因數設為0.3。為了防止擠壓過程中的網格畸變并提高運算精度,采用相對網格生成法,即根據網格目標總數及生成后的大單元和小單元的比例自動調整并生成網格。始鍛溫度分別設置為250,300,350 ℃,模具溫度設置為20 ℃,環境溫度設置為20 ℃,試驗的斷裂閾值設置為1.34,斷裂單元數目設置為4個。加載的方式設置為鍛打,鍛造方案與試驗過程的相同,當上模具沿z方向下壓時,試樣的應變速率瞬間達到10 s-1。
2.2 模擬結果與分析
在試樣內部zOy截面上取5個追蹤點分析其晶粒尺寸變化,追蹤點的位置和模擬結果如圖3所示。由圖3可以看出,當始鍛溫度為300 ℃,試樣原始晶粒尺寸約為50 μm,隨著鍛造時間的延長,即鍛造循環周次的增加,試樣不同位置的晶粒在經歷不同時長的孕育期后,尺寸先迅速減小,后小幅增大,最后逐漸趨于穩定。由于小角度晶界隨著等效應變的增加逐漸演變為大角度晶界,導致動態再結晶速率減小,因此隨著鍛造過程的進行,晶粒先迅速減小后小幅增大,但循環周次的增加使晶粒進一步緩慢細化,并最終達到穩定。

圖3 始鍛溫度為300 ℃時試樣zOy截面上5個追蹤點的位置及其晶粒尺寸變化曲線Fig.3 Positions of 5 trace points (a) taken from zOy section of the sample and curves of grain size (b) at the initial forging temperature of 300 ℃

圖4 始鍛溫度為250 ℃時4次循環多向鍛造后試樣的晶粒模擬結果及晶粒尺寸分布Fig.4 Grain simulation results (a) and size distribution (b) of the sample after four cycles of multi-directional forging at the initial forging temperature of 250 ℃
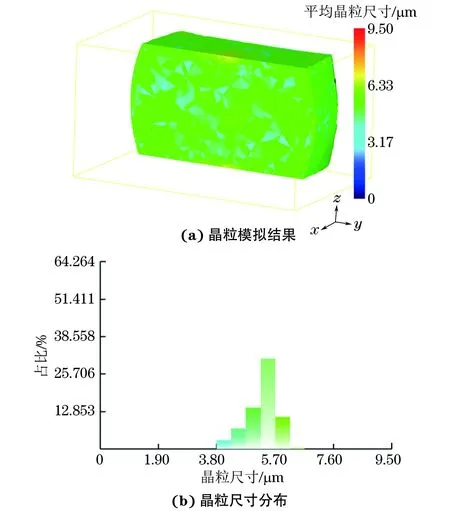
圖5 始鍛溫度為350 ℃時4次循環多向鍛造后試樣的晶粒模擬結果及晶粒尺寸分布Fig.5 Grain simulation results (a) and size distribution (b) of the sample after four cycles of multi-directional forging at the initial forging temperature of 350 ℃
由圖4可知,始鍛溫度為250 ℃時,多向鍛造循環4次后,除少部分應變量不足的邊緣區域外,試樣大部分粗大晶粒均發生了強烈細化,晶粒尺寸主要分布在5~15 μm,平均晶粒尺寸約為8.9 μm。由圖5可以看出,當始鍛溫度為350 ℃時,多向鍛造循環4次后,試樣的粗大晶粒發生了強烈細化,晶粒尺寸主要分布在4~6 μm,標準差僅為0.4。
由圖6可以看出:當始鍛溫度為350 ℃時,試樣最先發生動態再結晶,始鍛溫度為300 ℃時的次之,始鍛溫度為250 ℃時的最晚;始鍛溫度為300 ℃時,試樣的晶粒細化效果最好,晶粒尺寸達到了1 μm甚至亞微米級,即形成了超細晶。因此,6061鋁合金進行4次循環多向鍛造的最優始鍛溫度為300 ℃。
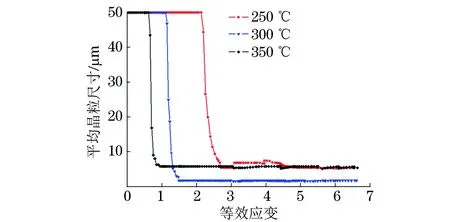
圖6 不同始鍛溫度下試樣中心追蹤點P2的晶粒尺寸變化曲線Fig.6 Curves of grain size of the center tracking point P2 of the sample at different initial forging temperatures
3 試驗驗證
3.1 宏觀形貌與顯微組織
由圖7可知,在最優始鍛溫度下鍛造過程中,試樣保持完整,未發生開裂。
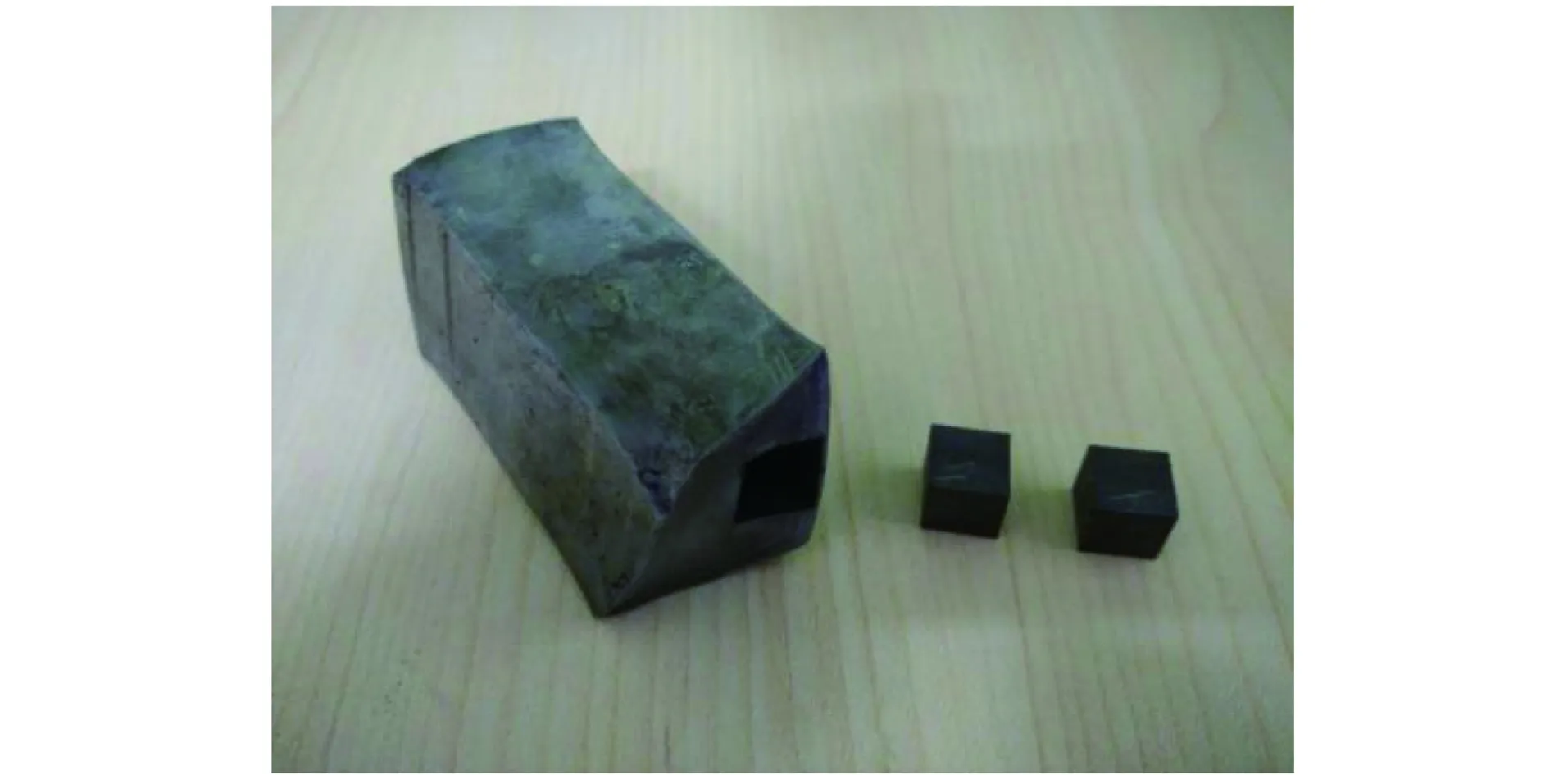
圖7 最優始鍛溫度下多向鍛造6061鋁合金的宏觀形貌Fig.7 Macroscopic morphology of 6061 aluminum alloy after multi-directional forging at the optimal initial forging temperature
由圖8可以看出:鍛造前,6061鋁合金組織中的晶界清晰,晶粒粗大,且大小不均勻,平均晶粒尺寸在40~60 μm,還有少量的第二相分布在晶界以及晶粒內部;經過3次循環多向鍛造后,晶粒均勻細化,晶粒間的位錯發生重組,第二相開始破碎,這說明6061鋁合金已經發生動態再結晶;經過4次循環多向鍛造后,晶粒內部和晶界處彌散分布著第二相顆粒,原始粗晶晶界已不存在,晶粒高度細化且均勻分布,部分晶粒尺寸小于1 μm,6061鋁合金呈超細晶的組織狀態。6061鋁合金中彌散分布的第二相會阻礙晶粒的長大,改善6061鋁合金的力學性能。綜上可知,當始鍛溫度為300 ℃時,4次循環多向鍛造后6061鋁合金的晶粒細化效果明顯。
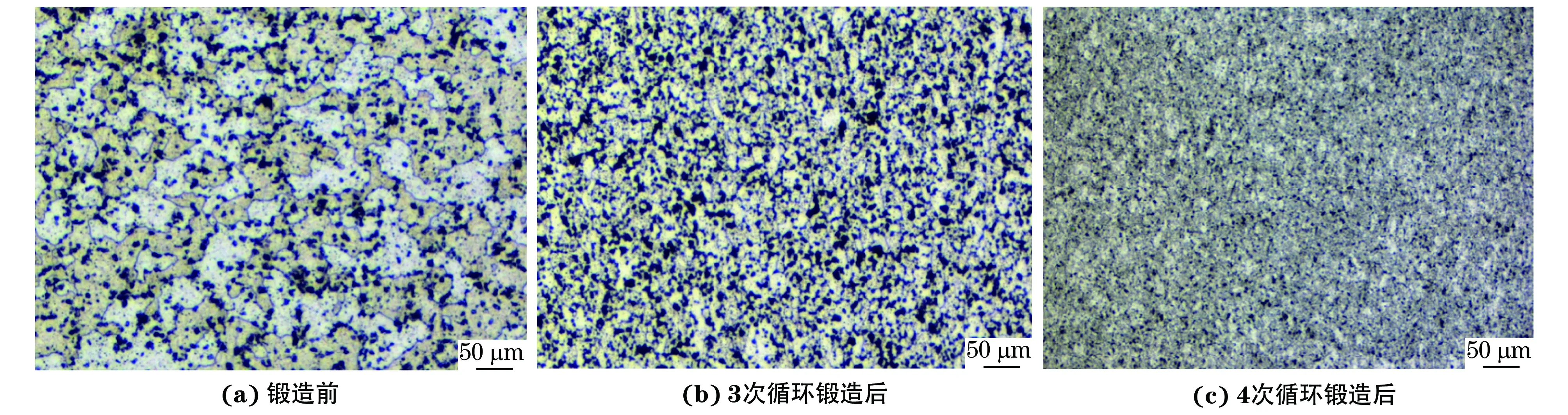
圖8 最優始鍛溫度下6061鋁合金多向鍛造前后的顯微組織Fig.8 Microstructures of 6061 aluminum alloy before (a) and after multi-directional forging (b-c)at the optimal initial forging temperature:(b) three cycles and (c) four cycles
3.2 常溫拉伸性能
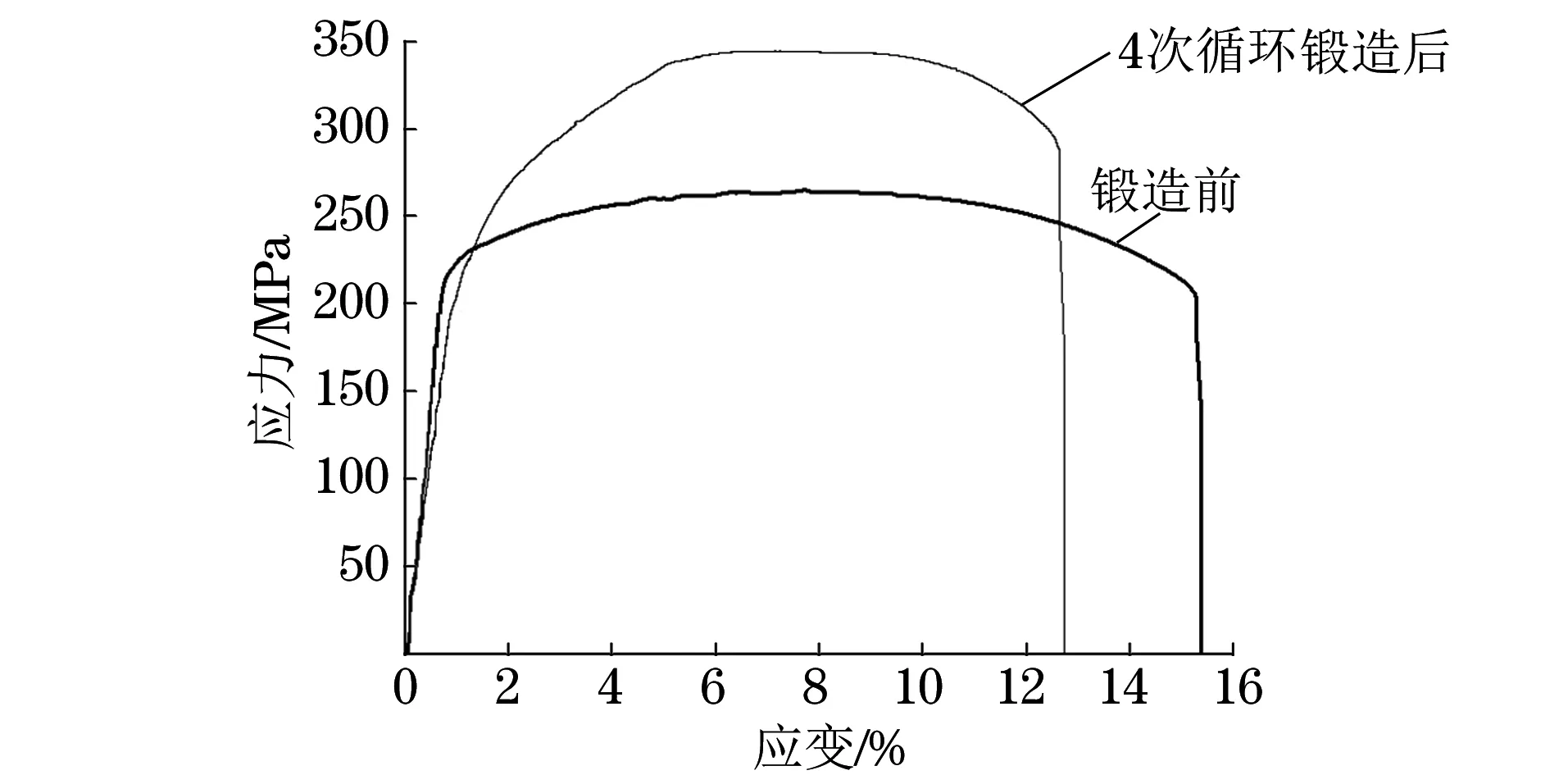
圖9 多向鍛造前后6061鋁合金的應力-應變曲線Fig.9 Stress-strain curves of 6061 aluminum alloy before and after multi-directional forging
由圖9可知:鍛造前,6061鋁合金的屈服強度較低,加工硬化明顯,斷后伸長率較大;經過4次循環多向鍛造后,6061鋁合金發生了完全的動態再結晶,晶粒劇烈細化并達到超細晶狀態,雖然斷后伸長率有所下降,塑性略有降低,但抗拉強度由鍛造前的265.33 MPa增加到344.74 MPa。經多向鍛造后,6061鋁合金的晶粒細化,晶界變多,位錯運動受到的阻礙作用增強;隨著多向鍛造循環次數的增加,應變不斷累積,晶粒的細化程度增大,取向差增大,晶界繼續增多,對位錯運動的阻礙作用繼續增強,從而導致鋁合金的抗拉強度明顯增大,而塑性略有降低:多向鍛造工藝可以顯著提高6061鋁合金的力學性能。綜上可知,在由有限元模擬得到的最優始鍛溫度下,6061鋁合金的力學性能得到顯著提高。
4 結 論
(1) 有限元模擬得到6061鋁合金多向鍛造工藝的最優始鍛溫度為300 ℃。
(2) 在最優始鍛溫度下,經過4次循環多向鍛造后,6061鋁合金發生了完全的動態再結晶,晶粒高度細化且均勻分布,部分晶粒尺寸小于1 μm,鋁合金呈超細晶的組織狀態;6061鋁合金的拉伸性能得到顯著提高,抗拉強度由鍛造前的265.33 MPa增加到344.74 MPa,斷后伸長率略有下降。
猜你喜歡
艦船科學技術(2022年20期)2022-11-28 08:19:18
數學物理學報(2022年4期)2022-08-22 04:09:28
減速頂與調速技術(2020年4期)2020-11-22 07:20:26
上海節能(2020年3期)2020-04-13 13:16:16
石油化工建設(2019年6期)2020-01-16 08:03:42
天津醫科大學學報(2019年6期)2019-08-13 07:04:32
鍛壓裝備與制造技術(2016年3期)2016-06-05 09:36:08
機械工程師(2015年10期)2015-02-02 01:14:03
機電產品開發與創新(2014年4期)2014-03-11 16:42:24
上海金屬(2013年4期)2013-12-20 07:57:18