并聯焊接機器人結構設計研究
2018-07-30 09:05:44崔曉海周興華
機械工程師 2018年7期
關鍵詞:作業
崔曉海, 周興華
(1.黑龍江省機械科學研究院,哈爾濱 150040;2.中國航空工業江西景航航空鍛鑄有限公司,江西 景德鎮 333400)
0 引言
工業機器人自誕生以來,多數應用在焊接領域。20世紀制造業發展期間,焊接技術做出了重要貢獻,各個工業領域都應用到了焊接技術的優秀技術成果。其作為一門綜合性應用技術,具有典型的多學科交叉融合的特點,傳統的焊接工藝勞動強度大,工藝復雜,對某些質量、批量或操作環境有特殊要求的工作,就需要自動化、機械化強的焊接機器人代替人工作業。焊接自動化、柔性化與智能化的手段不僅能夠減輕勞動作業強度,也極大地提高了焊接質量,降低了生產成本[1-3]。
1 焊接機器人主要優點和分類
世界上第一臺工業機器人1962年誕生于美國,自投入使用以來,到1996年底,全世界已經先后有68萬臺工業焊接機器人投入生產使用,其中一大部分是焊接工業機器人。經過多年的發展,焊接機器人的核心自動化技術也不斷提升,不僅滿足了現代工業制造對產品質量、批量的要求,還大大解放了勞動力,改善了作業環境。正是由于工業焊接機器人的出現,使以往依靠手工焊的傳統焊接方式發生了革命性的轉變,使小批量焊接生產作業自動化成為可能。在中小批量焊接生產中,同一個焊接機器人可以同時進行多項焊接作業,而無需改變任何硬件,只要對其進行示教,即可以實現精準實現示教的每一項操作。焊接機器人的優點概括起來主要有以下幾點[4]:可在有毒有害等高危條件下持續工作;顯著提高焊接質量和穩定性;大大提高生產效率,對操作工人技術要求降低,可連續生產;降低生產設備投資,縮短準備周期。
根據用途不同可將焊接機器人分為弧焊機器人、點焊機器人;其中弧焊機器人應用最為廣泛,它不只是一臺簡單的定速單機,而是在作業中焊槍能夠跟蹤工件的焊道的柔性焊接系統。點焊機器人更多地應用在汽車工業領域,目前在車體裝配過程中,60的點焊都由焊接機器人作業,點焊機器人還可以完成定位焊作業。
根據結構坐標系的不同,焊接機器人可分為直角坐標型、圓柱坐標型、球坐標型和全關節型。直角坐標型的位置空間(X,Y,Z)是由直線運動構成,運動模型簡單,操作靈活,缺點是工作空間小;圓柱坐標型在基座上裝有立柱,能夠實現手臂的上下水平伸縮,但精準度較低;球坐標型焊接機器人運動更為靈活,控制系統相對復雜;全關節型機器人能夠實現位置姿態全實現,結構緊湊靈活,占地小,工作空間大,是目前最為普遍應用的焊接機器人。
根據受控運動方式的不同,焊接機器人可分為點位控制(PTP)型機器人和連續軌跡控制(CP)型機器人,連續控制主要用于弧焊機器人。
2 并聯焊機結構組成及其優點
并聯焊機由以下幾個部分組成[5]:
1)定平臺。定平臺是一個剛性箱體機架,上面安裝固定工作臺。
2)動平臺。動平臺通過伸縮桿和平行機構與定平臺相連,動平臺上安裝焊頭。
3)軸向可調的伸縮桿。伸縮桿連接定平臺機架和動平臺,通過伺服電動機和滾珠絲杠實現伸縮運動,完成對主軸的位置和姿態的控制。
4)控制系統及軟件。與傳統的串聯焊機結構相比,并聯焊機有以下優點[6]:結構簡單,零件數目較比串聯結構焊機大大減少,造價低;運動平臺由幾個簡單鉸鏈并聯驅動,移動重量更輕,焊接速度高,且慣性低;幾何誤差累積和放大現象幾乎不存在,焊接精度高;控制方便,功能轉換容易。
圖1 汽車工業上的焊接機器人
3 3-TPS并聯焊機的組成
三桿并聯機構,具有結構簡單,運動學和動力學正反解計算方便、易于實現實時控制及作業空間大等優點。三根驅動桿兩端用虎克鉸以RRR方式連接動平臺,在動平臺和XY軸之間附加平行四邊形約束結構(動平臺回轉軸A3A6平行于C1C2),移動副p絲杠通過電動機驅動,各個驅動桿通過軸線相互平行的回轉副連接,其結構如圖2所示。
4 3-TPS并聯焊機主運動機構的運動學仿真
4.1 運動仿真的特點與流程
機構仿真主要包括兩個過程:建立機構模型;添加驅動。模型建立過程即模擬裝配和連接,與實際零件裝配過程非常相似。機構仿真與零件裝配的相似點是零部件放置操作窗口相同,裝配關系相同。機構仿真與零件裝配的不同點是:1)零件裝配可直接定義零件之間裝配約束,無相對運動;2)機構仿真不能直接定義裝配約束,內部構件之間可存在相對運動,必須添加驅動器。機構運動仿真流程如圖3所示。

圖2 并聯焊接機器人結構簡圖
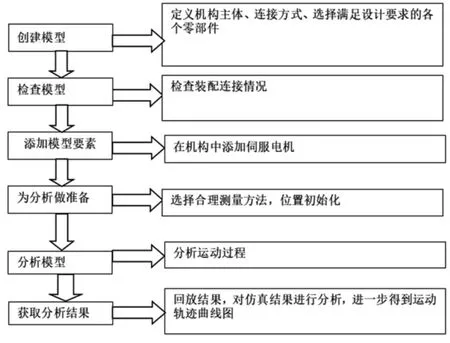
圖3 機構運動仿真工作流程
4.2 3-TPS并聯焊機運動仿真及結果分析
3-TPS并聯焊機的運動機構是在Pro/E軟件下建模和仿真的,利用Pro/E建立三維模型,其中的連接結構采取剛性連接。其結構主要有動平臺、定平臺、驅動桿伸縮桿、焊頭等部件組成。機構三維模型建立后,要對其添加驅動器。
先安裝定平臺(底座),接下來裝配動平臺。在裝配過程中應先將驅動桿與上虎克鉸、伸縮桿與下虎克鉸連接,然后再將驅動桿與伸縮桿以圓柱的方式進行連接,主體安裝完成后再進行平行構件系統的安裝。
裝配分析各個零件之間的連接方式,若采用裝配約束就可完成的,只需要裝配約束。若零部件之間可能產生相對運動,必須重新對其連接方式定義和約束。裝配完成后的3-TPS并聯焊機以及各零件之間的約束或連接的方式,如圖4所示。
4.3 添加驅動器
Pro/E中的伺服電動驅動器主要有兩種,不僅可以顯示運動軌跡,還能夠清楚地定義速度的時間函數。在定義伺服電動機的時候,考慮到平面平移、平面旋轉選用幾何伺服電動機,否則選用連接軸伺服電動機。以伺服電動機1為例,添加窗口操作及過程如圖5所示,測量結果可以直接讀出,伺服電動機1的工作曲線結果如圖6所示。
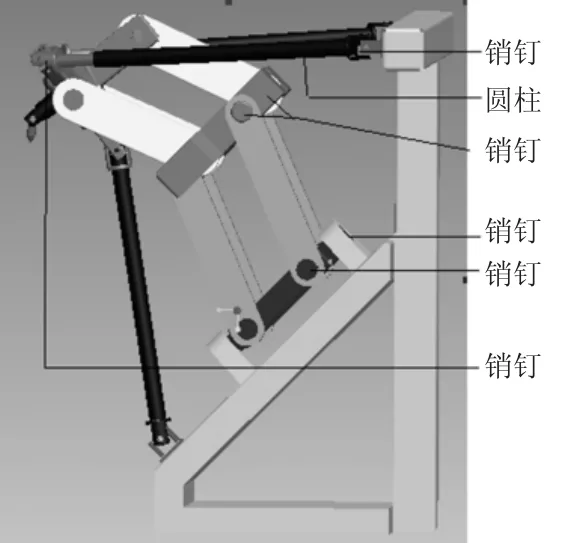
圖4 3-TPS并聯焊機的仿真

圖5 伺服電動機1定義對話框
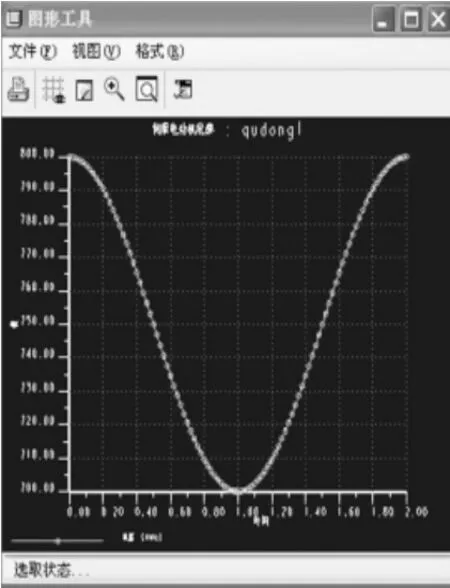
圖6 驅動電動機的速度與時間的關系圖
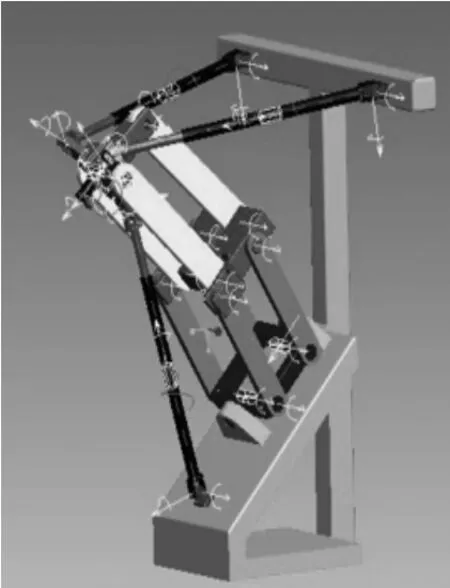
圖7 添加驅動器后的仿真圖
同理,按同樣的方法添加其他伺服電動機(其中參數的設置可根據實際的需要設置)。4個伺服電動機全部添加完畢后,模型中顯示驅動器標志,如圖7所示。
5 結果分析
利用Pro/E軟件對3-TPS并聯焊機的各個零件進行的實體建模,進行了整機的裝配,在裝配過程中進行了各零件之間的干涉檢測以檢查機構設計的合理性。
添加了4個伺服電動機,設置了各個電動機的運行參數,將仿真過程生成視頻文件,最后繪制出3-TPS并聯焊機末端執行器的位置、速度、加速度與時間的關系圖。通過分析,確定該樣機可行。
猜你喜歡
小主人報(2022年1期)2022-08-10 08:28:44
新作文·小學低年級版(2021年9期)2021-11-27 07:57:46
學生天地(2020年17期)2020-08-25 09:28:54
作文成功之路·小學版(2020年7期)2020-08-24 08:19:30
少年博覽·初中版(2020年6期)2020-06-12 11:42:23
作文成功之路·小學版(2020年7期)2020-01-02 10:10:44
趣味(數學)(2018年12期)2018-12-29 11:24:10
小學生作文(中高年級適用)(2017年10期)2017-11-13 06:01:00
能源(2016年2期)2016-12-01 05:10:46
故事大王(2016年7期)2016-09-22 17:30:08
