煤機履帶板鍛造工藝設計及優化
2018-07-31 02:13:00韓海河王文清潘海江內蒙古一機集團富成鍛造有限責任公司
鍛造與沖壓 2018年15期
文/韓海河,王文清,潘海江·內蒙古一機集團富成鍛造有限責任公司
煤機履帶板是集裝載、運輸、行走于一體的承重部件,其產品質量及壽命直接影響裝煤機的工作安全性和效率。項目組針對煤機履帶板的結構特點,通過采用“一模兩件”鍛造方案,以雙模膛成形技術為突破點,運用數字化仿真分析,優化預鍛、終鍛工藝參數,實現高精度、優性能的煤機履帶板批量生產。
隨著礦用機械科技水平的提高,促使履帶式裝煤機的不斷推廣與應用,在履帶式裝煤機連續性和可靠性不斷提升的前提下,其主要承力部件履帶板的機械性能要求也越來越高。本次項目組設計開發的煤機履帶板鍛件(圖1)形狀復雜,在鍛件前后設有多個穿銷凸臺,中間部位擁有雙側齒孔,在鍛件一側的兩端設有高而窄的著地筋。
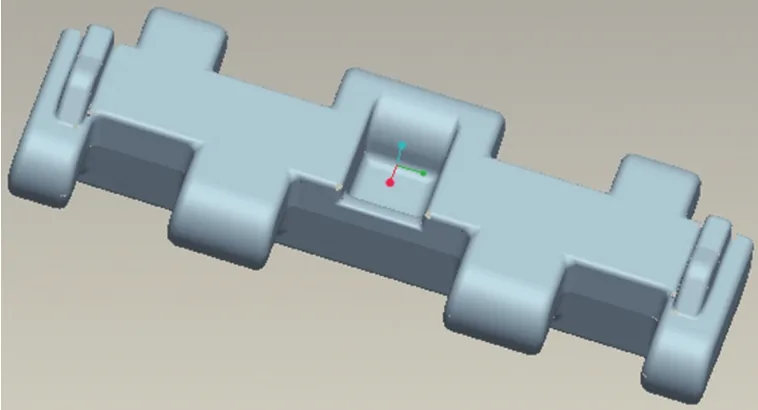
圖1 履帶板鍛件實體形狀
工藝技術難點分析及措施
工藝技術難點分析
⑴預鍛工序放料不準。坯料加熱后放入預鍛模膛內,因為是圓柱狀,導致坯料左右滾動,預鍛時放料不準,極易使鍛件充不滿或產生折疊。
⑶著地筋難充型。根據圖紙計算出該鍛件的復雜系數為0.35,屬于S2級較復雜鍛件,通過結構分析,著地筋偏向一側,且遠離中心分布在兩端,致金屬在著地筋處不易流動和充滿。
⑷穿銷凸臺切邊變形。由于兩端設有著地筋的穿銷凸臺窄而薄,在切除毛邊工序中,使兩端穿銷凸臺拉伸變形,導致機加后的穿銷孔壁厚差不均勻。
工藝技術難度解決措施
⑴因棒料加熱后放入預鍛模膛內不易準確定位,項目組設計增加了坯料壓扁工序(圖2),使圓棒料變為扁平料,從而限制了坯料左右滾動。
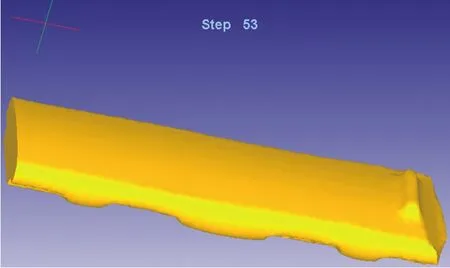
圖2 壓扁工序仿真分析
⑵針對鍛件較薄、設備打擊力較大等因素導致的鍛件不易打靠,厚度尺寸超差等問題。項目組認真研究分析,通過“一模兩件”鍛造方案設計和增大預鍛、終鍛模具的過橋高度,來降低鍛件厚度尺寸,使其滿足圖紙要求,預鍛工序和終鍛工序仿真分析如圖3、4所示。
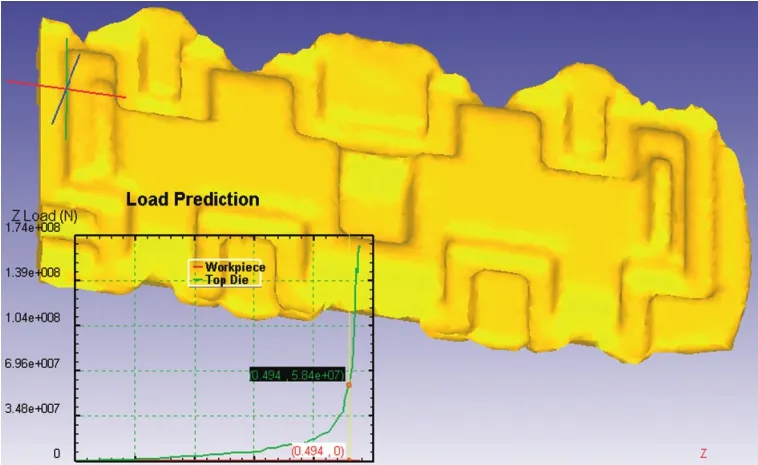
圖3 預鍛工序仿真分析
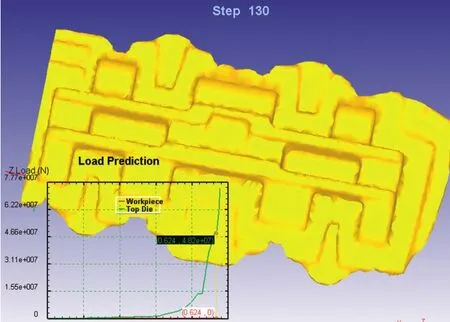
圖4 終鍛工序仿真分析
⑶為了滿足著地筋的充型效果,項目組在預鍛、終鍛模具上增設了阻尼墻,迫使坯料向難成形的著地筋部位流動。
⑷項目組在兩端穿銷凸臺處增設切邊補償量,來彌補兩端穿銷凸臺切邊后變形的缺陷,使切邊后的鍛件滿足圖紙要求,如圖5所示。

圖5 終鍛成形后的履帶板鍛件
工藝流程及鍛造工藝制定
煤機履帶板生產工藝流程包括:下料(鋸床)→加熱(中頻爐)→壓扁(PZS900F壓力機)→預、終鍛成形(PZS900F壓力機)→切邊(2000t液壓機)→技術檢驗→熱處理→硬度檢驗→翹曲度檢驗→校直→表面清理→探傷→終檢。下文重點介紹鍛造工藝的制定和鍛件熱處理的方法。
鍛造工藝
⑴計算下料規格。根據履帶板鍛件圖紙,通過經驗計算、實體造型及有限元分析得出下料規格及尺寸為φ120×(1190±2)(mm×mm),經小批(30件)生產驗證,滿足生產要求,納入工藝。
⑵加熱。42CrMoA鋼鍛造適宜溫度為1180~1220℃,工藝定制為中頻爐加熱,加熱節拍50件/小時,采用光學高溫計抽檢并做好記錄,避免造成過燒或溫度過低。
⑶壓扁。坯料從中頻爐出來后,由2號機械手夾持并轉移到壓扁模膛內,壓扁工序的打擊力設置需適中,不能太高,避免壓扁毛坯超出預、終鍛模膛產生鍛件折疊。
⑷預、終鍛造成形。要確保預、終鍛的模具溫度在150~300℃,根據模擬分析結果,預、終鍛打擊次數均為一次,避免多次打擊下出現鍛造缺陷。由于著地筋為非加工,每次鍛造完成后需先用風管對模膛進行徹底清理,然后再用石墨進行模具潤滑冷卻,防止因氧化物堆積造成著地筋充型不完全。
⑸切邊。鍛件在PZS900F主機終鍛后,由4號機械手轉移到切邊機上,直接完成切邊過程。為保證鍛件在切邊后毛邊痕均勻,需有效的保證切邊模具的精度。
熱處理
鍛件內在質量的好壞主要決定于金相組織及機械性能,項目組依據原材料復驗報告單中的合金元素含量,確定鍛件熱處理工藝的加熱及保溫參數,從而保證熱處理質量。

圖6 煤機履帶板
結束語
通過工藝試制及生產驗證,煤機履帶板的鍛造工藝方案及參數正確、合理,能夠切實指導生產。試制所用的生產設備、工藝裝備、檢測儀器及檢測方法能夠保證產品的質量要求。生產的履帶板鍛件外觀質量、尺寸精度、機械性能等指標均滿足設計標準,如圖6所示。
猜你喜歡
民用飛機設計與研究(2020年4期)2021-01-21 09:15:02
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
電子制作(2018年18期)2018-11-14 01:48:24
山東工業技術(2016年15期)2016-12-01 05:31:22
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
中國中醫藥現代遠程教育(2014年11期)2014-08-08 13:23:44
石油化工應用(2014年8期)2014-03-11 17:40:03
終身教育研究(2014年5期)2014-02-28 01:23:06
