熔噴用共混彈性聚合物切片性能分析
2018-08-02 05:33:40
產(chǎn)業(yè)用紡織品 2018年5期
3M中國(guó)有限公司,上海 200233
熔噴工藝是非織造加工微米級(jí)超細(xì)纖維最有效的一種方式,其利用高速熱空氣快速牽伸熔體實(shí)現(xiàn)瞬間細(xì)化,所得纖維直徑通常在2~6 μm[1]。凡是能高溫熔融、低溫固化的熱塑性聚合物切片,均可用作熔噴工藝的原料,如聚丙烯切片就是熔噴工藝應(yīng)用最多的一種原料。除此之外,常用的聚合物原料還有聚酯、聚酰胺、聚乙烯、聚四氟乙烯、聚苯乙烯、聚對(duì)苯二甲酸丁二醇酯、乙烯-醋酸乙烯酯共聚物及聚氨酯等切片。
彈性切片為小眾化的樹(shù)脂,近年來(lái)有較好的應(yīng)用。熟知的彈性切片有BASF公司的聚氨酯彈性切片、Exxonmobil公司的Vistamaxx?聚烯烴類(lèi)彈性切片、TICONA公司的聚對(duì)苯二甲酸丁二醇酯切片及巴陵石化的SEBS共混彈性聚合物切片等。
對(duì)彈性切片的加工有很多種技術(shù),如薄膜擠出技術(shù)、聚合物直接成網(wǎng)技術(shù)及淋膜復(fù)合加工技術(shù)等。其中,薄膜擠出技術(shù)將彈性切片通過(guò)擠出、吹塑等方法加工成具有一定彈性的片狀材料;聚合物直接成網(wǎng)技術(shù)則利用彈性切片熔融直接紡絲成網(wǎng);淋膜復(fù)合加工技術(shù)采用諸如化學(xué)黏合等方法實(shí)現(xiàn)非織造布和彈性膜之間的復(fù)合。
本文利用聚合物直接成網(wǎng)技術(shù)加工國(guó)產(chǎn)共混彈性聚合物(Blended Elastomer Polymer,簡(jiǎn)稱(chēng)BEP)切片,研究BEP切片的熔融流動(dòng)指數(shù)、流變性能、非牛頓指數(shù)、黏流活化能對(duì)熔噴工藝的影響,比較BEP切片及其熔噴非織造布的結(jié)晶度,以期能更好地優(yōu)化熔噴非織造布加工工藝,指導(dǎo)生產(chǎn)。
1 BEP切片性能分析
1.1 熔融流動(dòng)指數(shù)
在實(shí)際生產(chǎn)中,通常使用熔融流動(dòng)指數(shù)表征樹(shù)脂或切片的熔融流動(dòng)性能。熔融流動(dòng)指數(shù)的獲取采用杜邦公司的聚合物測(cè)試方法,后該方法被美國(guó)測(cè)量標(biāo)準(zhǔn)協(xié)會(huì)(ASTM)采納并制定成通用的測(cè)試標(biāo)準(zhǔn)。其測(cè)試原理:樹(shù)脂或切片在規(guī)定的時(shí)間內(nèi)(通常約10 min)、在特定的溫度或壓力條件下(樹(shù)脂或切片的材料不同,則測(cè)試條件略有不同)完全熔化成熔體后,經(jīng)過(guò)直徑為2.095 mm的圓管流出的聚合物質(zhì)量(g)即為熔融流動(dòng)指數(shù)。熔融流動(dòng)指數(shù)越大,則表明該樹(shù)脂或切片的流動(dòng)性能越好,熔噴可加工性越強(qiáng),反之則相反。
本文采用上海共誠(chéng)聚合新材料科技有限公司提供的兩種BEP切片,其熔融流動(dòng)指數(shù)歸納于表1。

表1 兩種BEP切片的熔融流動(dòng)指數(shù)
1.2 流變性能
流變學(xué)是研究材料流動(dòng)與形變的一門(mén)科學(xué)[2]。切片熔融流變性能是衡量切片在熔噴工藝加工過(guò)程中熔體質(zhì)量和穩(wěn)定程度的一項(xiàng)指標(biāo)。
圖1和圖2分別反映了BEP1熔體和BEP2熔體在不同溫度、不同剪切速率時(shí)對(duì)應(yīng)的剪切應(yīng)力和剪切黏度,可以發(fā)現(xiàn):
(1) 當(dāng)BEP1熔體和BEP2熔體處于高剪切速率時(shí),不同溫度條件下的剪切黏度偏差小;當(dāng)BEP1熔體和BEP2熔體處于低剪切速率時(shí),不同溫度條件下的剪切黏度偏差較大。
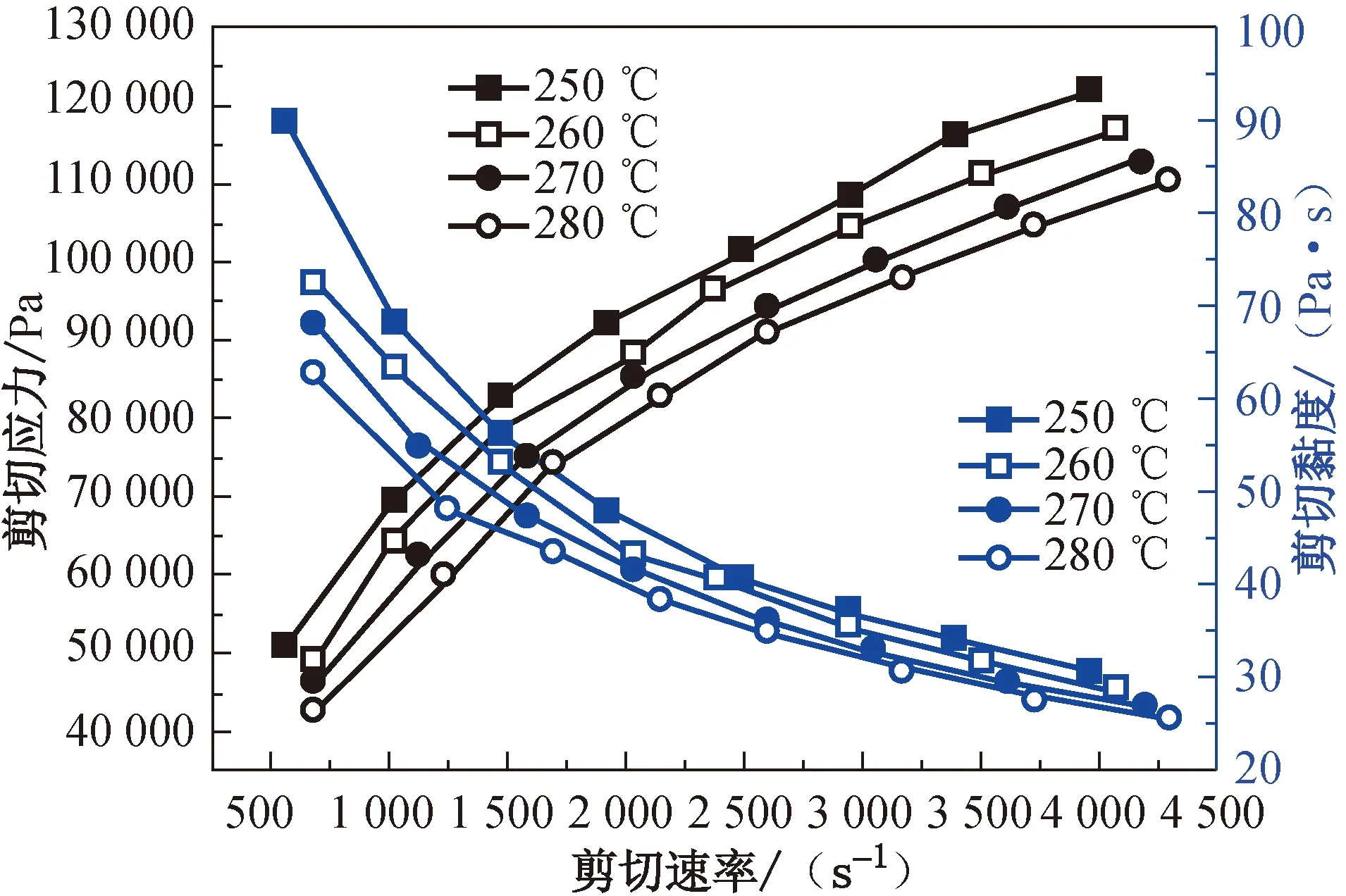
圖1 BEP1熔體的剪切速率與剪切應(yīng)力、剪切黏度的關(guān)系
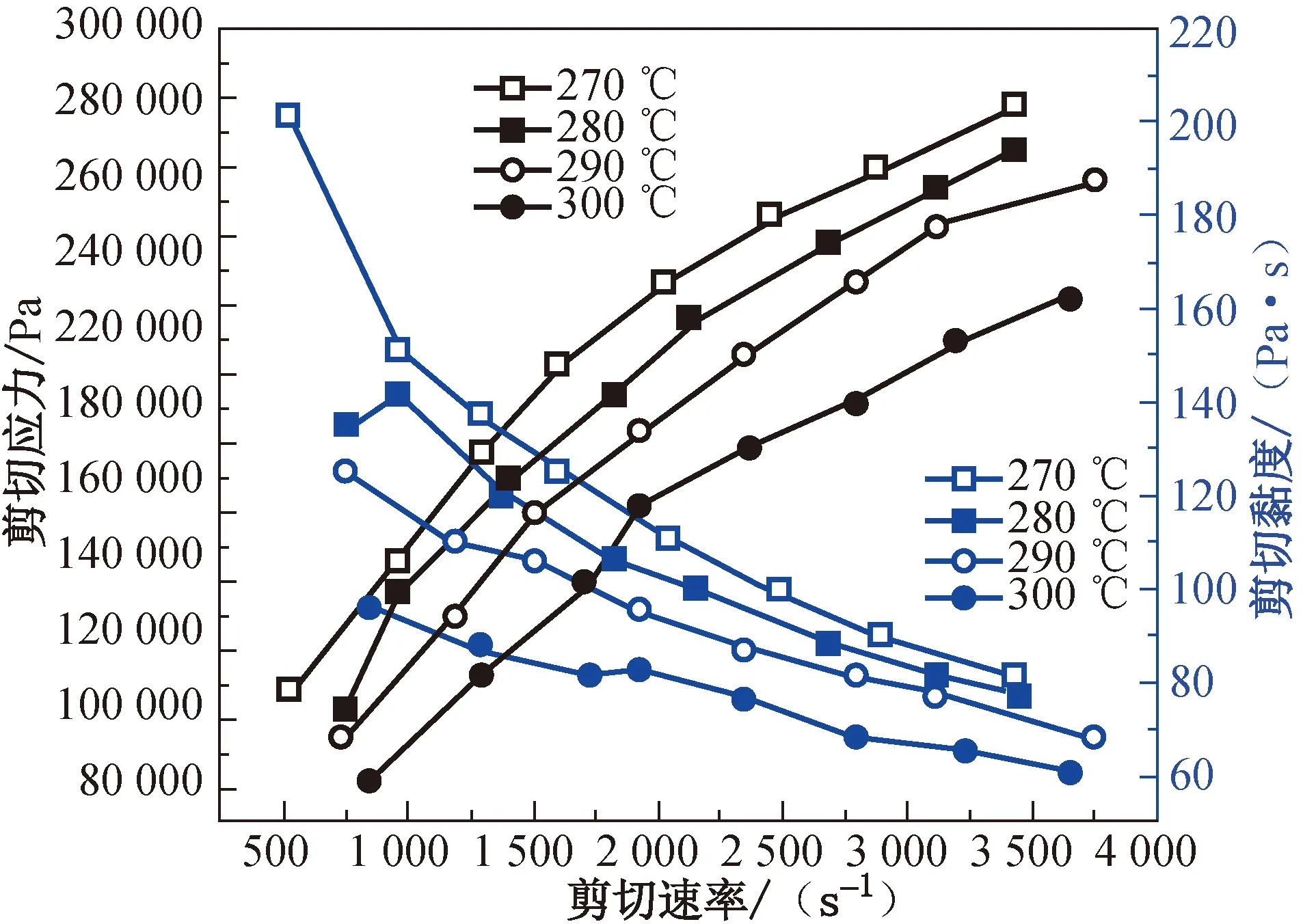
圖2 BEP2熔體的剪切速率與剪切應(yīng)力、剪切黏度的關(guān)系
(2) BEP1熔體和BEP2熔體的剪切應(yīng)力變化相對(duì)穩(wěn)定,且高溫下的剪切應(yīng)力小于低溫下的剪切應(yīng)力。
(3) BEP1熔體和BEP2熔體屬典型的切力變稀流體,且剪切黏度在低剪切速率時(shí)高、在高剪切速率時(shí)下降很快。這是由分子結(jié)構(gòu)變化所致,高剪切速率下,大分子鏈遠(yuǎn)離平衡態(tài)沿熔體流動(dòng)方向取向,大分子鏈解糾纏,宏觀上表現(xiàn)為BEP1熔體和BEP2熔體的黏度急劇降低。
由此可知:盡管BEP熔體的流動(dòng)性不好、零剪切黏度高,但仍然可以通過(guò)提高剪切速率來(lái)降低剪切黏度,使其能順利進(jìn)行熔噴工藝加工。此外,溫度的提升也有助于BEP熔體剪切黏度的下降。
1.3 非牛頓指數(shù)
非牛頓指數(shù)或稱(chēng)材料的流動(dòng)指數(shù),其與切片的熔噴可加工性存在一定的關(guān)聯(lián)。非牛頓指數(shù)與溫度、相對(duì)分子質(zhì)量、分子結(jié)構(gòu)、分子鏈間相互作用力及切變速率等有直接關(guān)系。非牛頓流體的剪切黏度和剪切速率的關(guān)系是非線性的。一般利用冪律公式描述剪切應(yīng)力和剪切速率間的關(guān)系:
σ=K×γn
(1)
式中:σ為剪切應(yīng)力;γ為剪切速率;K為溫度常數(shù);n為非牛頓指數(shù)。
兩邊取對(duì)數(shù):
lnσ=nlnγ+ln K
(2)
對(duì)lnσ與lnγ進(jìn)行回歸擬合,所得曲線的斜率即為n。
圖3和圖4反映了BEP1熔體和BEP2熔體的剪切速率和剪切應(yīng)力取對(duì)數(shù)后的關(guān)系,可以看出:剪切速率與剪切應(yīng)力取對(duì)數(shù)后具有較好的回歸擬合,且呈一元線性關(guān)系。
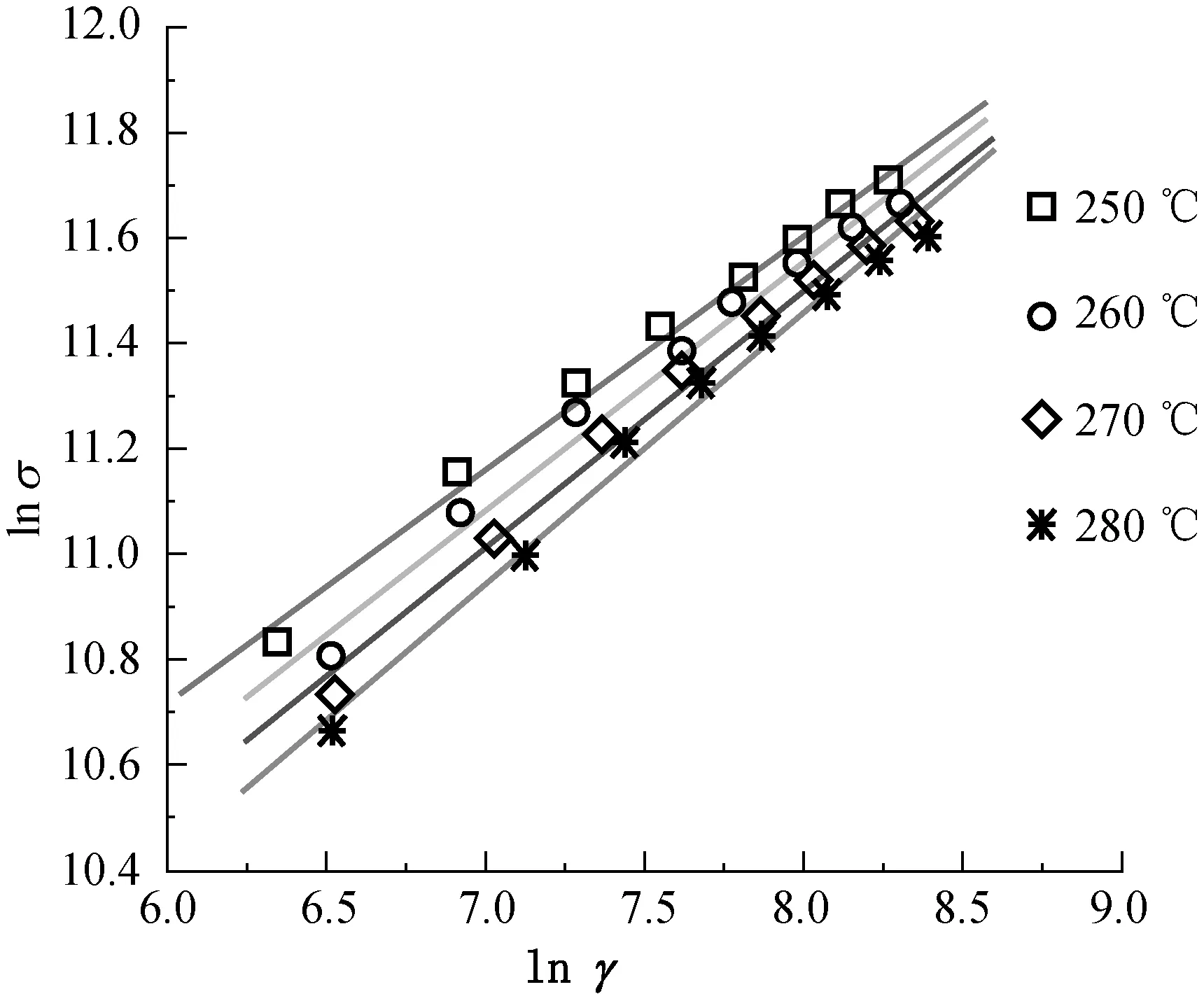
圖3 不同溫度下ln σ和ln γ的回歸擬合(BEP1熔體)
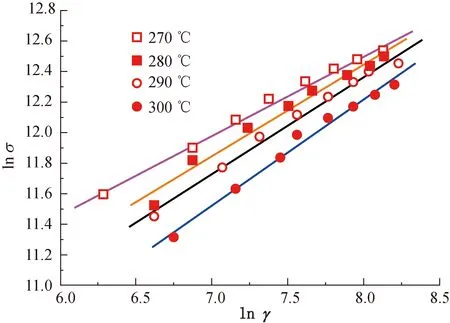
圖4 不同溫度下ln σ和ln γ的回歸擬合(BEP2熔體)
當(dāng)n<1時(shí),熔體為切力變稀的非牛頓流體;當(dāng)n=1時(shí),熔體為牛頓流體。n值越小,則預(yù)示著熔體隨剪切速率的升高而剪切黏度降幅較大。圖5和圖6所示為不同溫度條件下BEP1熔體和BEP2熔體的非牛頓指數(shù),可以看出:BEP1熔體的n值隨著溫度的升高而增加,尤其在270~280 ℃,n值增速快,說(shuō)明該溫度范圍對(duì)熔體的流動(dòng)性影響較大,溫度的升高對(duì)熔體的流動(dòng)性改善效果顯著;BEP2熔體的n值變化趨勢(shì)與BEP1熔體一致,即溫度的升高有利于熔體流動(dòng)性能的改善,不同的是BEP2熔體的n值增速較快的溫度集中在290~300 ℃。因此,在實(shí)際熔噴工藝加工過(guò)程中,應(yīng)充分考慮不同溫度區(qū)域各熔體的特點(diǎn),合理選擇熔噴加工的溫度。

圖5 不同溫度下BEP1熔體的非牛頓指數(shù)
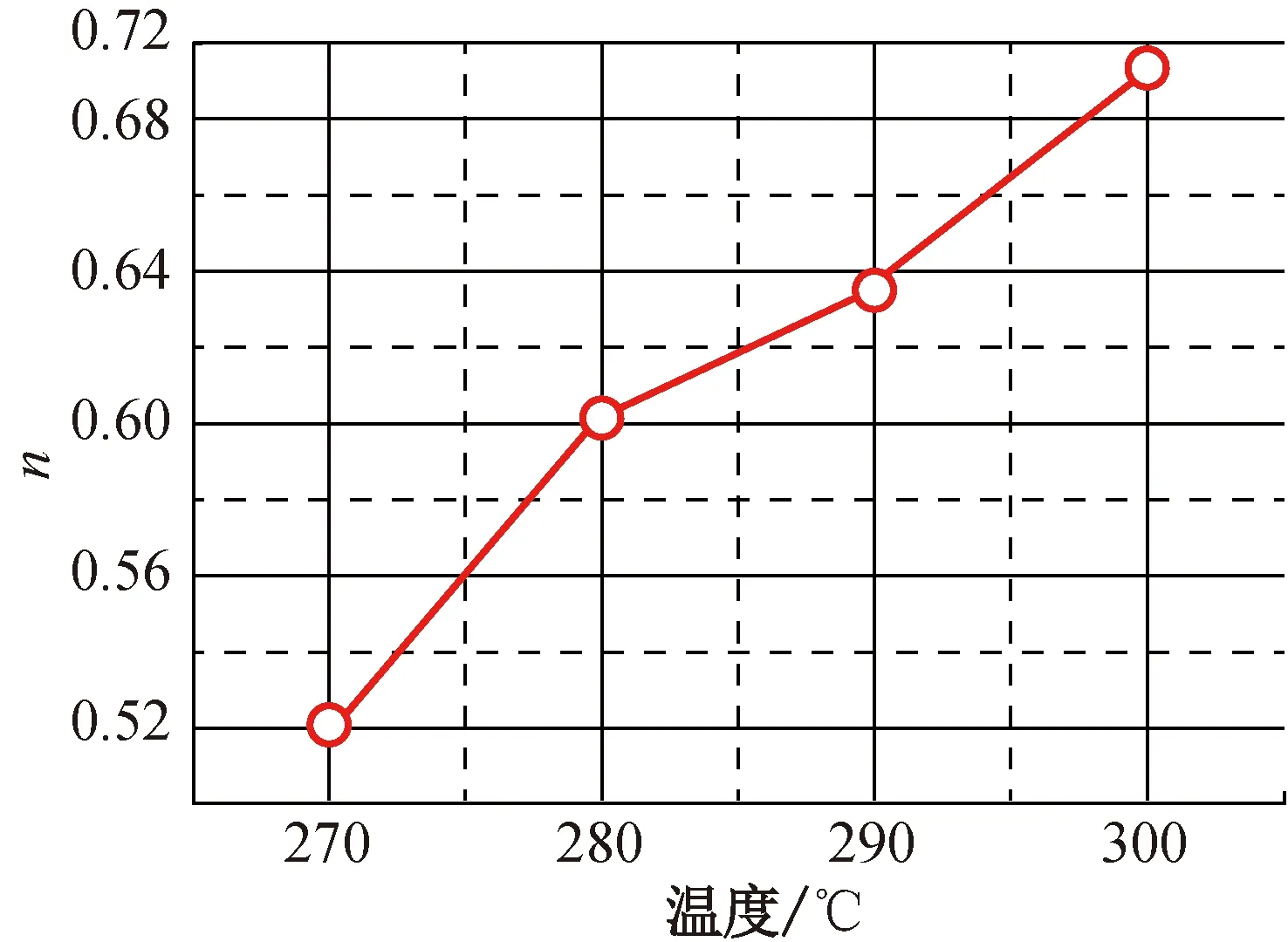
圖6 不同溫度下BEP2熔體的非牛頓指數(shù)
1.4 黏流活化能
黏流活化能(Eη)[3]反映的是材料流動(dòng)的難易程度和材料黏度對(duì)溫度的敏感度。其定義為流動(dòng)單元用于克服位壘,由原位置躍遷到附近“空穴”所需的最小能量,單位為kJ/mol或Kcal/mol。可利用Andrade方程描述高聚物熔體的黏度與溫度的關(guān)系:
(3)
兩邊取對(duì)數(shù):
(4)
式中:η0(T)表示溫度為T(mén)時(shí)的剪切黏度;C指材料常數(shù),C=η0(T→∞);R指氣體常數(shù)。
圖7和圖8反映了BEP1熔體和BEP2熔體的lnη0(T)與1/T之間的關(guān)系,發(fā)現(xiàn)兩者呈線性關(guān)系,可根據(jù)斜率值計(jì)算得到黏流活化能Eη(表2),其中BEP2熔體的黏流活化能要高于BEP1熔體,這表明BEP2熔體需要更高的溫度和能量來(lái)克服位壘,打破束縛狀態(tài),實(shí)現(xiàn)自由躍遷。BEP2熔體流動(dòng)性較BEP1熔體差,因此在實(shí)際熔噴工藝加工中,應(yīng)合理選擇或控制溫度以改善熔體流動(dòng)性。
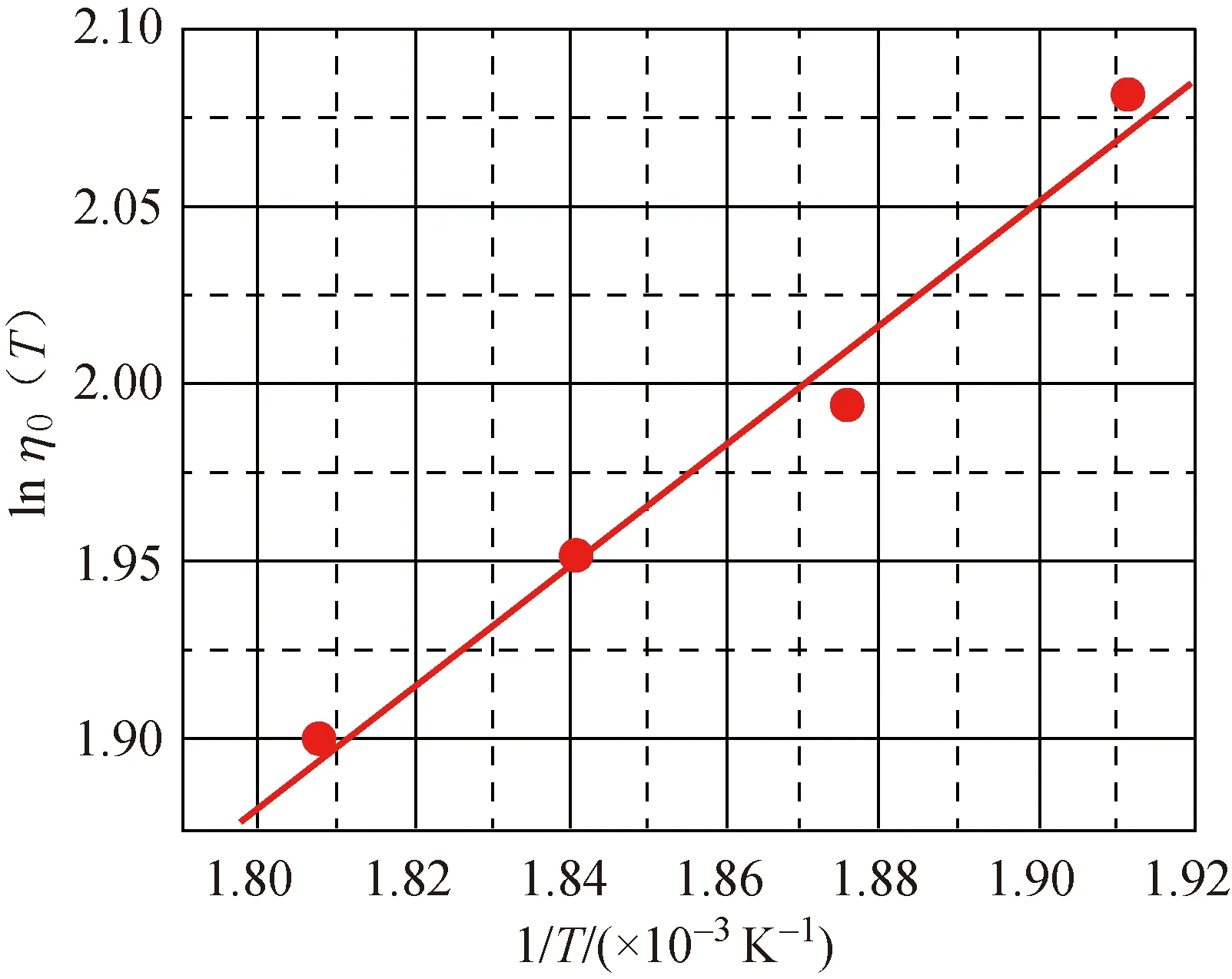
圖7 BEP1熔體ln η0(T)與1/T之間的關(guān)系曲線
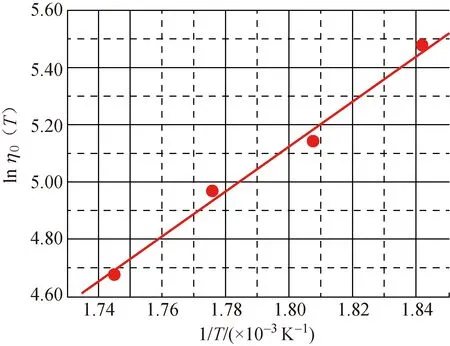
圖8 BEP2熔體ln η0(T)與1/T之間的關(guān)系曲線
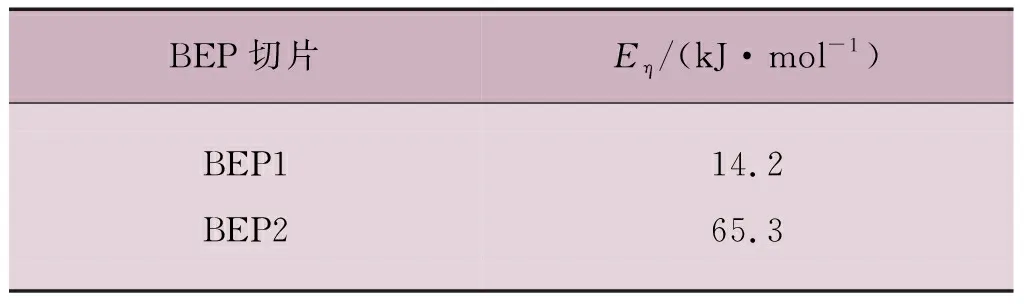
BEP切片Eη/(kJ·mol-1)BEP114.2BEP265.3
2 熔噴前后的結(jié)晶度
圖9~圖12為BEP1切片、BEP2切片及其熔噴非織造布的X衍射圖,其中,縱坐標(biāo)為衍射強(qiáng)度(以計(jì)數(shù)器每秒探測(cè)到的X射線根數(shù)來(lái)表示),橫坐標(biāo)為布拉格衍射角。

圖9 BEP1切片的X射線衍射圖
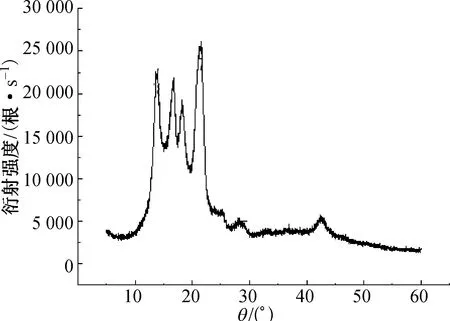
圖10 BEP1熔噴非織造布的X射線衍射圖

圖11 BEP2切片的X射線衍射圖
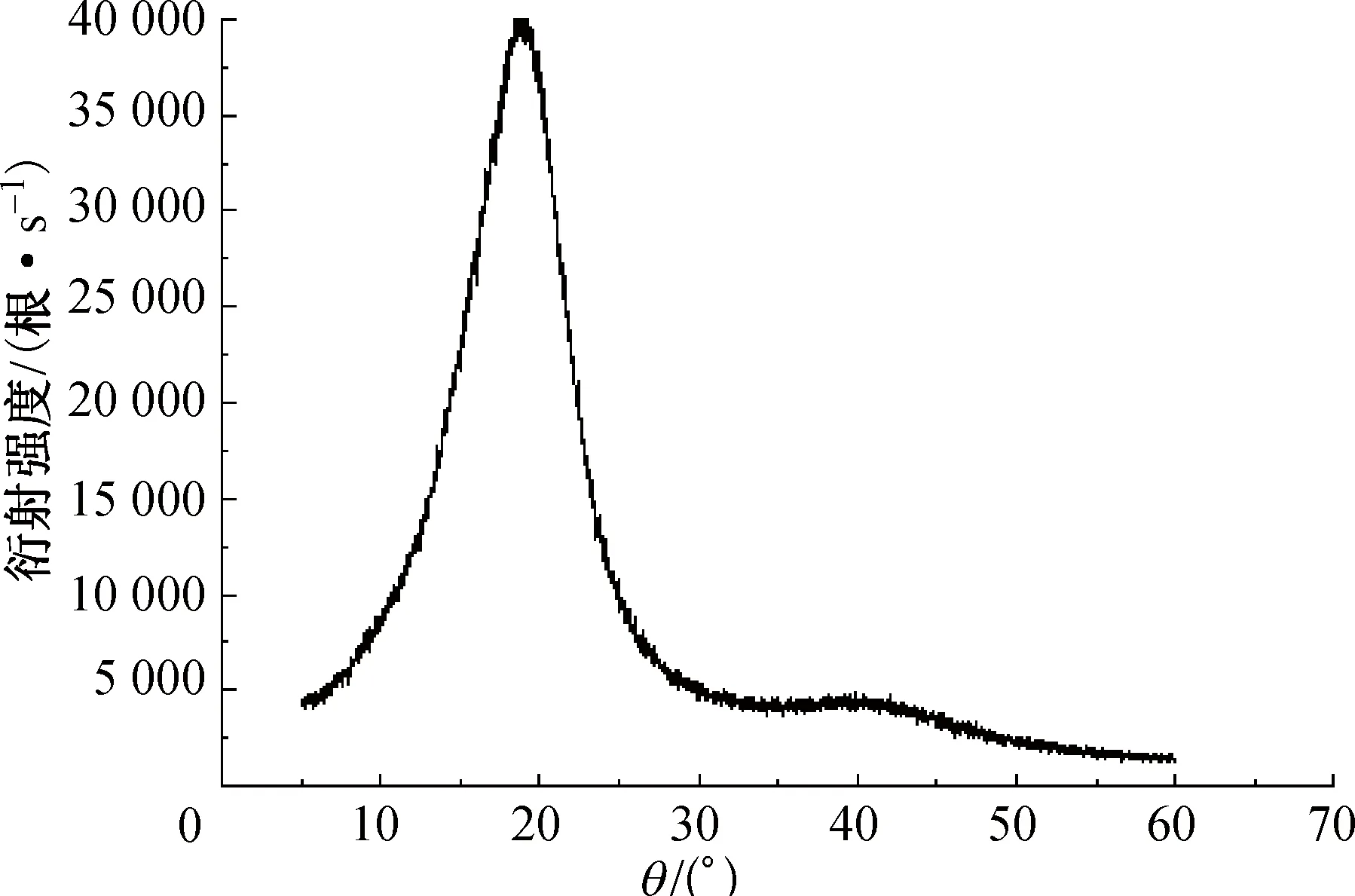
圖12 BEP2熔噴非織造布的X射線衍射圖
比較圖9和圖10,熔噴前后的結(jié)晶度是有差異的,BEP1切片的峰值非常尖銳,而B(niǎo)EP1熔噴非織造布的峰值相對(duì)平緩。圖11和圖12顯示除了衍射強(qiáng)度差異明顯外,峰型差異不大。通過(guò)計(jì)算分析可以得到:BEP1切片的結(jié)晶度為43.7%,BEP1熔噴非織造布的結(jié)晶度為63.1%;BEP2切片的結(jié)晶度為0.0%,BEP2熔噴非織造布的結(jié)晶度為19.6%。可見(jiàn),熔噴工藝加工后,共混彈性聚合物的結(jié)晶度提高,其根本原因在于熔噴是一個(gè)拉伸、取向、結(jié)晶的過(guò)程,熔體從模頭擠出后受兩側(cè)高速氣流的快速牽伸,其中的大分子瞬間產(chǎn)生取向和結(jié)晶效應(yīng),故結(jié)晶度提高[4]。
3 結(jié)論
通過(guò)對(duì)BEP切片性能的研究發(fā)現(xiàn):
(1) BEP熔體流動(dòng)性差,可通過(guò)提高剪切速率來(lái)有效降低BEP熔體的剪切黏度,使熔噴工藝順利進(jìn)行。
(2) BEP熔體在特定溫度區(qū)域內(nèi)非牛頓指數(shù)變化大,溫度對(duì)BEP熔體流動(dòng)性影響顯著,故實(shí)際加工中應(yīng)合理選擇工藝溫度,改善熔體流動(dòng)特性。
(3) BEP1切片與BEP2切片的結(jié)晶度差異大,熔噴工藝加工時(shí)可利用高速牽伸引導(dǎo)纖維結(jié)晶取向,提高熔噴非織造布的結(jié)晶度。
BEP切片應(yīng)用廣泛,目前國(guó)內(nèi)外很多廠家都在進(jìn)行相應(yīng)的BEP切片研發(fā)工作,以改善熔體的流動(dòng)性及熔噴可加工性。本文系統(tǒng)研究了當(dāng)前國(guó)產(chǎn)BEP切片的性能,以期為BEP切片下一步的改進(jìn)提供參考。
