新型奧氏體耐熱鋼與馬氏體耐熱鋼焊接工藝探究
2018-08-27 05:10:32李青鋒
電力與能源 2018年4期
李青鋒,張 艷
(上海電力安裝第一工程公司,上海 200090)
某電廠2×1 050 MW超超臨界燃煤機組的三級過熱器出口連接管(材質SA213-TP310HCbN)與集箱管(材質為SA213-T92)異種鋼焊接接頭,在運行后出現早期失效的現象。通過對新型奧氏體耐熱鋼與馬氏體耐熱鋼焊接工藝探究,經實際應用焊接接頭力學性能達到標準要求。
1 材料分析
1.1 高鉻鎳奧氏體不銹鋼
高鉻鎳奧氏體不銹鋼SA213-TP310HCbN(HR3C)的化學成分和力學性能見表1和表2。

表1 HR3C鋼的化學成分 Wt%

表3 T92鋼的化學成分 Wt%

表2 HR3C鋼的力學性能
1.2 高合金馬氏體耐熱鋼
SA213T92鋼的化學成分和力學性能見表3和表4 。

表4 T92鋼的力學性能
2 焊接接頭性能分析
2.1 焊接SA213-TP310HCbN(HR3C)鋼的接頭
(1)焊接裂紋。焊接Cr、Ni純奧氏體鋼容易出現焊接高溫裂紋,裂紋與材料中的Ni、C、Si、Nb、S、P等元素的含量有關,它們會明顯提高形成裂紋的敏感性。
(2)接頭抗腐蝕性能。在燃煤電站條件下, Cr-Ni 奧氏體鋼的應力腐蝕發生在含有Cl- 的介質中,而且介質溫度愈高愈容易發生應力腐蝕破裂。
(3)接頭的脆化。HR3C鋼在550~750℃和600~800℃下時效以后脆化傾向明顯,再也容不得發生σ相脆化。焊縫金屬也會有這種時效脆化的傾向,焊接時焊接材料必須選擇正確,以避免σ相脆化的危險。

表5 ERNiCr-3的化學成分 Wt%
2.2 焊接T92鋼的接頭
(1)焊接冷裂紋。由于T92鋼的C、S、P等元素含量低、純凈度高,有一定的焊接冷裂紋傾向。
(2)焊縫韌性。焊縫金屬的沖擊韌性總是低于母材的。
2.3 焊接HR3C/T92異種鋼的接頭問題
異種金屬之間因為成分和組織、性能上的差別很大,所以焊接異種鋼會遇到以下問題。
(1)焊縫金屬的稀釋。當選擇合金元素含量較高的Cr、Ni焊接材料作為填充金屬,由于T92鋼合金元素含量較少,熔化的馬氏體母材對焊縫金屬中合金元素的含量具有稀釋作用,使焊縫中奧氏體形成元素含量減少,結果焊縫金屬中可能會出現馬氏體組織,從而惡化接頭質量,嚴重時可能出現裂紋。
(2)靠近熔合線的焊縫金屬出現過渡層。當選擇合金元素含量較高的Cr、Ni焊接材料作為填充金屬,熔化的馬氏體母材和填充材料成分相差懸殊,越靠近熔合線,馬氏體鋼母材成分所占比例越大,馬氏體的存在可能影響接頭的整體性能,降低焊接接頭的韌性
(3)增碳層和脫碳層的形成。由于熔合線兩側存在懸殊的成分差別,促使碳元素在焊后熱處理或隨后的加熱過程中不斷地從低合金(T92鋼)側向奧氏體不銹鋼焊縫擴散遷移,使靠近熔合線低合金側脫碳,出現脫碳層而軟化,在奧氏體不銹鋼焊縫側增碳,形成增碳層而硬化,降低接頭高溫持久強度和塑性。
(4)焊接應力與焊接變形的產生。成分和組織不同的母材,其物理性能也大不同。奧氏體鋼和焊縫金屬的線膨張系數比馬氏體耐熱鋼大30%左右,溫度變化時母材和焊縫線膨長系數不一致會產生的熱應力,而導熱率只有1/2左右。因此在焊接時,受到迅速冷卻和加熱,必然產生很大的熱應力和變形。
3 實施的焊接工藝參數和技術措施
3.1 工藝試驗用鋼材的規格及焊接材料
SA213-TP310HCbN/SA213-T92 Φ51×8/Φ51×7.5。鎳基焊材ERNiCr-3, Φ2.4。化學成分和力學性能見表5。
3.2 焊接方法
對直徑不大、管壁不厚的小直徑管的焊接,采用了熔池體積小、熱輸入量較小的焊接方法手工鎢極氬弧焊(GTAW),直流正接。
焊接位置:45固定°(見圖1)
焊道層次:多層多道焊(見圖2)
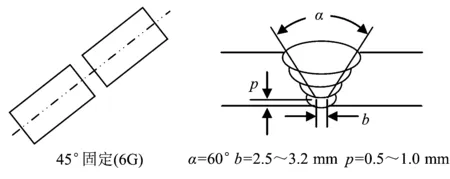
圖1 對口簡圖 圖2 焊疲乏簡圖
3.3 焊前預熱
一側為奧氏體型鋼時,對非奧氏體型鋼單側進行預熱,且選擇較低的預熱溫度。故在靠近T92側預熱,預熱溫度100~150℃。焊接過程中采用紅外測溫儀或其他測量器具測量層間溫度,層間溫度≤150℃。在整個焊接過程中,當焊縫溫度高于層間溫度時,必須立即停止焊接,待溫度恢復正常時繼續焊接。
3.4 保護氣體
為防止根部焊縫背面產生燒枯和內凹現象,充氬氣進行保護,流量為6~10 l/min。充氣3~5 min后,開始焊接。
3.5 施焊技術
采用較小線能量焊接,即小幅擺動、間斷的焊接方法,焊層厚度控制在焊絲直徑內。
在焊口點固前、每層焊道之間用鋼絲刷、角向磨光機等清理干凈。
氬弧焊打底前應檢查焊口的清潔度,對口間隙為2.5~3.2 mm,點焊固定。然后貼上焊口一半的鋁箔紙,應對根部進行充氬氣。焊縫根部的加絲方法為內加絲焊法,焊工的視線順著焊絲透過焊縫的對口間隙進行觀察,觀察焊口坡口內壁邊緣及焊絲的熔化情況,如有內咬邊、未焊透、生焊絲等缺陷,應及時改變焊槍的角度及加絲的速度;如還有問題,應將缺陷處的焊縫打磨掉,然后繼續施焊。焊口點焊處應打磨掉,以確保內壁焊縫的正常成形。
3.6 焊接參數
采用較小線能量焊接,即小電流低電壓快速焊的焊接參數,見表6。

表6 焊接參數
3.7 熱處理工藝參數
熱處理種類:高溫回火熱處理參數:熱處理參數:焊縫與SA213-TP310HCbN鋼是奧氏體組織,不需熱處理,但T92鋼焊后會產生脆而硬的馬氏體組織,很容易開裂,焊后必須進行熱處理,而奧氏體鋼焊后熱處理應避開脆化溫度敏感區(475℃)、防止晶間腐蝕和σ相脆化,所以調整熱處理參數,即焊后焊接接頭冷卻到80~100℃保溫1~2 h,所以快速升溫到400℃,以≤220℃/h升溫速率升溫到760℃±10℃,保溫1.5 h,再以≤275℃/h降溫速率降至400℃,400℃以下不控降溫速率,用保溫材料包覆緩冷至室溫。焊接熱處理曲線見圖3。
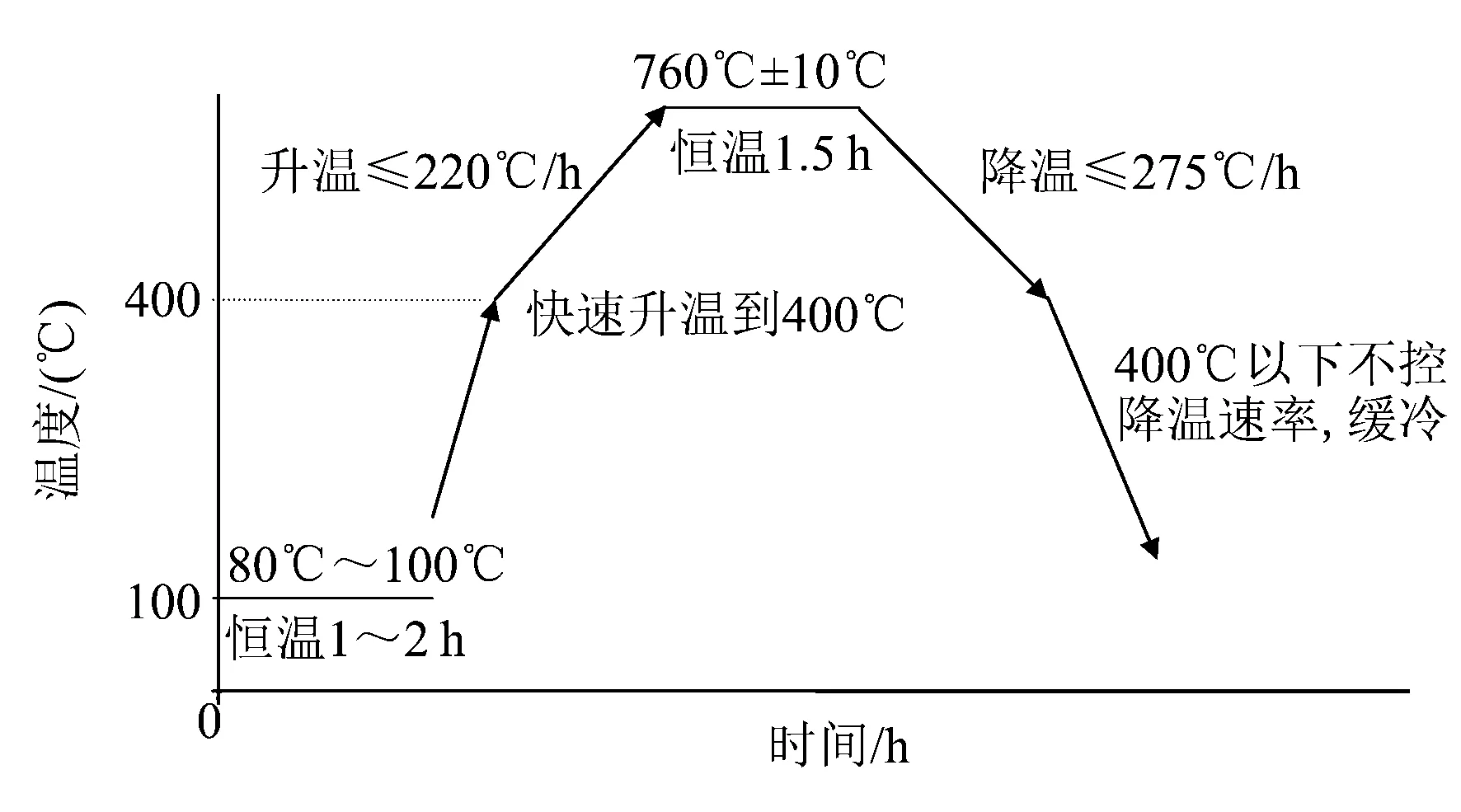
圖3 熱處理曲線圖
4 檢驗結果
兩種不同工藝焊接的試件,焊縫的外表成型均良好,內部無缺陷。但力學性能檢驗有明顯的區別。
(1)試樣試驗后。數據均符合合格指標(見表7)。從兩組對比數據中得出結論,焊后熱處理工藝的采用與否對焊接接頭的強度性能影響不大。

表7 拉伸試驗結果 MPa
(2)彎曲試驗。試樣經橫向面彎和橫向背彎對比試驗后,均未出現開裂的缺陷(見表8)。焊后熱處理工藝的采用與否對焊接接頭的塑性均良好。
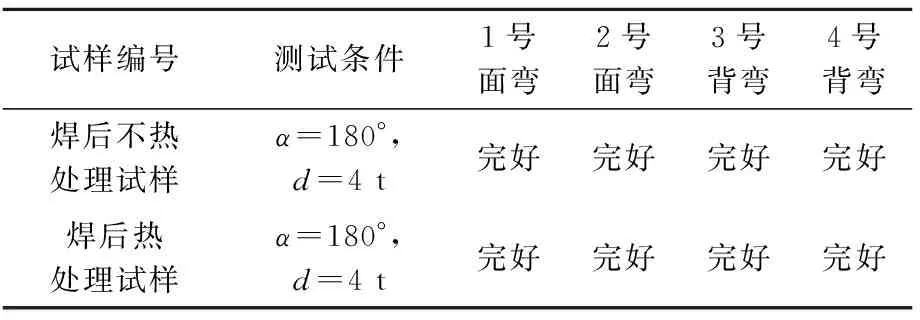
表8 彎曲試驗結果
(3)沖擊試驗。試樣試驗后,數據均符合要求,結論合格,見表9。但從兩組對比數據中發現,焊后熱處理對焊縫和HR3C熱影響區的沖擊韌性不大,但經焊后熱處理的T92鋼熱影響區的沖擊韌性明顯優于不做熱處理工藝的,提高了焊接接頭的性能。
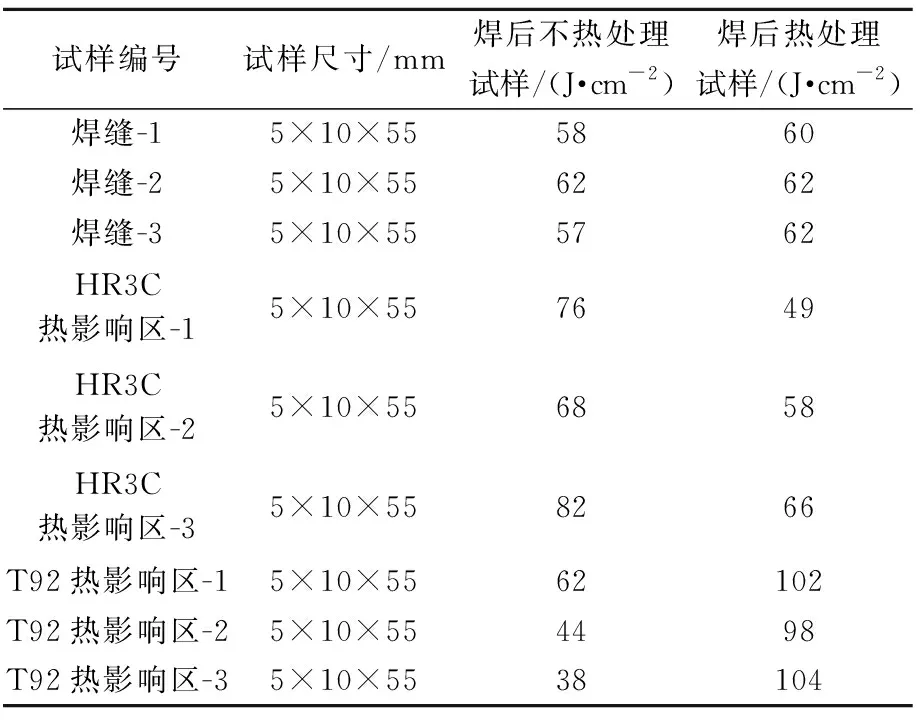
表9 沖擊試驗結果
(4)硬度試驗,其結果見表10。從兩組對比數據中發現,經焊后熱處理的焊接接頭(焊縫、兩側影響區)的硬度值均符合要求。而不做焊后熱處理工藝的焊接接頭的焊縫和HR3C熱影響區的硬度值符合要求,但T92鋼熱影響區的硬度數據明顯高于做熱處理工藝的,降低了焊接接頭的性能。

表10 硬度試驗結果
(5)金相檢驗,其結果見圖4。焊接接頭無裂紋、無過燒組織、無淬硬性的馬氏體,結論合格。從金相微觀組織照片發現焊后熱處理工藝的采取與否,對焊縫和HR3C熱影響區側的影響不明顯,但T92熱影響區側經焊后熱處理晶粒明顯細小,從而提高了韌性與塑性。
5 結語
(1)焊接方法選擇應該盡量減小熔合比,盡量減少馬氏體鋼的熔化量,以抑制對奧氏體焊縫金屬的稀釋作用。
(2)焊接奧氏體/馬氏體鋼異種鋼時必須選取合適的填充金屬材料。
(3)焊接奧氏體/馬氏體鋼異種鋼為防止焊接接頭的裂紋和避免過大的接頭應力,需一定的預熱溫度及控制層間溫度。
(4)奧氏體/馬氏體鋼異種鋼焊態接頭若在開始運行以前先經過700℃以上的高溫回火,令碳化物盡早析出并令其顆粒變細,然后再于556℃以上溫度運行,碳化物可能會較晚出現,從而壽命可能會長些。
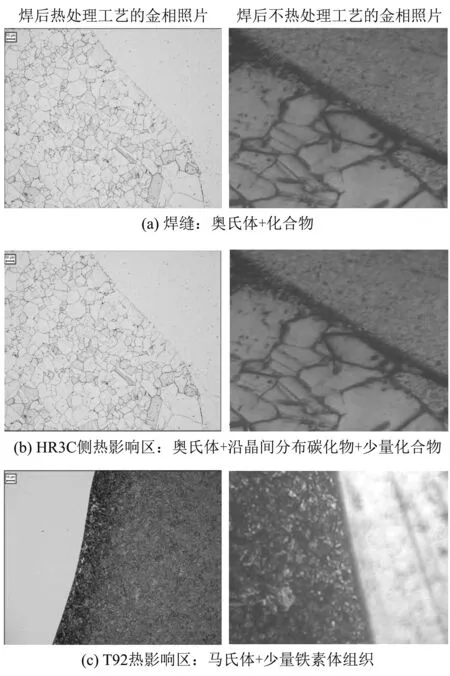
圖4 金相檢驗結果
(5)此工藝可以廣泛地應用于超超臨界、超臨界機組安裝,塔式鍋爐和π型鍋爐20-10型、5Cr-20Ni型鋼種與9Cr-0.5Mo-1.5W型鋼種或9Cr-1Mo-VNb之間焊口焊接。
猜你喜歡
艦船科學技術(2022年13期)2022-08-11 09:29:16
建材發展導向(2021年6期)2021-06-09 05:57:08
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年6期)2020-01-06 07:45:54
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
世界農藥(2019年2期)2019-07-13 05:55:12
制造業自動化(2017年2期)2017-03-20 14:26:13
銅業工程(2015年4期)2015-12-29 02:48:39
設備管理與維修(2015年12期)2015-04-09 06:57:24
石油化工應用(2014年8期)2014-03-11 17:40:03