單塔汽提裝置汽提塔封頭開裂原因分析
2018-08-29 11:17:14,,
石油化工腐蝕與防護 2018年4期
,,
(中國石油天然氣股份有限公司獨山子石化分公司,新疆 獨山子 833699)
某石化分公司單塔汽提裝置汽提塔檢驗時,發(fā)現(xiàn)其上封頭外壁與筒體焊接的焊縫附近出現(xiàn)多處裂紋。該塔2003年投用,筒體及封頭材質(zhì)為1Cr18Ni9Ti,上封頭及筒體公稱直徑為DN600,設(shè)計壓力為0.78 MPa,設(shè)計溫度為300 ℃;塔內(nèi)介質(zhì)為含鹽污水、H2S和NH3。為了找出裂紋產(chǎn)生的原因,對該封頭取樣進行了檢測分析。
1 檢測分析
1.1 宏觀檢查
1.1.1 封頭外表面
封頭外表面裂紋存在于直邊段,位于焊接熱影響區(qū),距焊縫約5 mm。裂紋大多垂直于焊縫呈梳狀,在垂直于焊縫的裂紋之間也有少量裂紋與焊縫平行(見圖1)。裂紋僅出現(xiàn)在熱影響區(qū),焊縫及筒體其他部位未發(fā)現(xiàn)裂紋。對裂紋區(qū)域和附近焊縫進行打磨拋光,觀察發(fā)現(xiàn),打磨后的裂紋呈網(wǎng)狀(見圖2)。

圖1 封頭外表面裂紋宏觀形貌
1.1.2 封頭內(nèi)表面
將封頭與筒體切割分離,對封頭內(nèi)表面檢查,發(fā)現(xiàn)從焊縫熔合線開始可見大量腐蝕坑點,部分區(qū)域腐蝕坑點已經(jīng)連成線,呈現(xiàn)裂紋形態(tài)(見圖3a)。將內(nèi)表面打磨后進行滲透檢測,在熔合線附近發(fā)現(xiàn)裂紋,見圖3b。

圖2 打磨后封頭外表面裂紋形貌

圖3 封頭內(nèi)表面宏觀形貌
將圖3a中檢驗區(qū)域放大觀察,在焊縫附近有腐蝕坑點,最大蝕坑尺寸為0.25 mm×0.61 mm,該區(qū)域及焊縫附近的焊接熔滴內(nèi)也發(fā)現(xiàn)裂紋。
1.1.3 剖開觀察
使用線切割將圖2中裂紋從外向內(nèi)每隔3 mm剖開,觀察裂紋走向,見圖4。從圖4可以看出,宏觀裂紋呈直線狀,外表面裂紋向內(nèi)逐漸減少,表明裂紋從外表面向內(nèi)擴展。

圖4 裂紋剖開形貌
1.2 封頭成分分析
在封頭上取樣制成光譜分析樣品,按照GB/T 11170—2008《不銹鋼 多元素含量的測定 火花放電原子發(fā)射光譜法(常規(guī)法)》要求,使用德國SPECTRO Lab. M11型固定式直讀光譜儀對樣品進行光譜分析,測得各元素含量,見表1。

表1 封頭成分 w,%
由表1可知,所檢樣品Ti質(zhì)量分數(shù)少于0.28%,僅有0.004%,不能滿足相關(guān)標準對1Cr18Ni9Ti成分的要求。
1.3 硬度試驗
使用430SVD數(shù)顯維氏硬度計,按照GB/T 4340.1—2009《金屬材料維氏硬度試驗 第1部分:試驗方法》對封頭進行硬度試驗。試驗選擇在焊縫及母材縱截面、外表面進行,結(jié)果見表2。

表2 硬度檢測結(jié)果 HV
由表2可知,無論外表面還是縱截面,封頭焊縫附近硬度最低,遠離焊縫的母材硬度在250 HV左右,不符合國家相關(guān)標準對1Cr18Ni9Ti的硬度要求。
1.4 金相檢驗
按照GB/T 13298—2015《金屬顯微組織檢驗方法》,選取宏觀檢查中的打磨區(qū)域和內(nèi)表面檢查區(qū)域作為試樣,經(jīng)精磨、拋光及腐蝕后,使用金相顯微鏡進行金相觀察。
1.4.1 外表面金相組織
外表面金相組織為單相奧氏體+孿晶。對封頭上典型裂紋觀察,可見裂紋呈網(wǎng)狀,沿晶界開裂,少量晶粒已經(jīng)脫落(見圖5)。

圖5 外表面裂紋區(qū)金相組織
1.4.2 內(nèi)表面金相組織
內(nèi)表面金相組織為單相奧氏體+孿晶,宏觀上呈直線狀裂紋沿晶界擴展,少量晶粒已經(jīng)脫落(見圖6)。
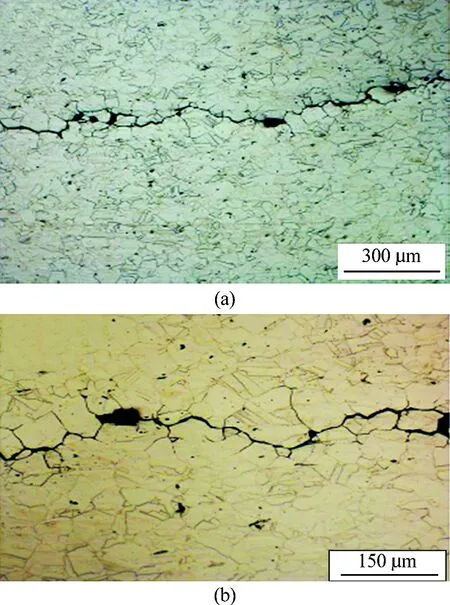
圖6 內(nèi)表面裂紋區(qū)金相組織
1.4.3 縱截面金相組織
對樣品縱截面進行金相檢驗,其金相組織為單相奧氏體+孿晶,宏觀上呈直線的裂紋沿晶界擴展,內(nèi)外表面均有少量晶粒脫落(見圖7)。內(nèi)表面凹坑底部裂紋沿晶界向封頭內(nèi)部擴展(見圖7a),外表面裂紋在沿表面擴展的同時也向封頭內(nèi)部擴展(見圖7b),該區(qū)無裂紋處組織晶界有小顆粒的碳化物分布(見圖7c)。
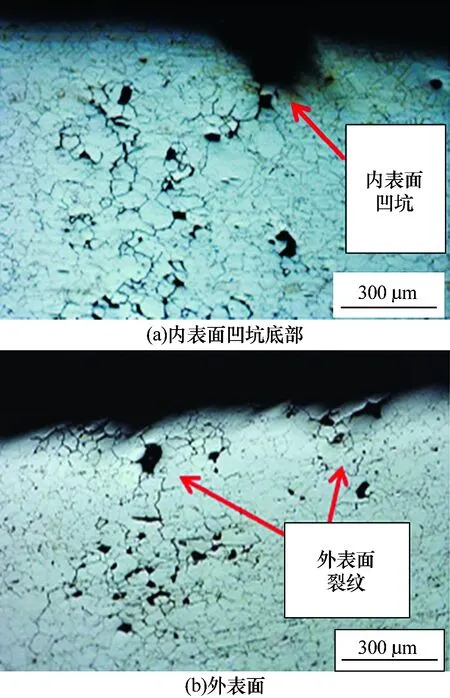

圖7 縱截面裂紋區(qū)金相組織
1.4.4 橫截面裂紋區(qū)金相組織
將裂紋截斷取其截面進行金相檢驗。裂紋從外向內(nèi)全拼接后的形貌見圖8。可以看出,外表面裂紋較寬,向內(nèi)延伸過程逐漸變細,說明裂紋從外表面向內(nèi)擴展。

圖8 橫截面裂紋區(qū)金相組織
1.4.5 封頭未開裂區(qū)金相組織
觀察未開裂區(qū)金相組織,封頭金相組織為單相奧氏體+孿晶,仍保持加工方向變形的長條狀分布的α鐵素體;沿奧氏體晶界分布著大量的(Cr·Fe)23C6碳化物(見圖9)。
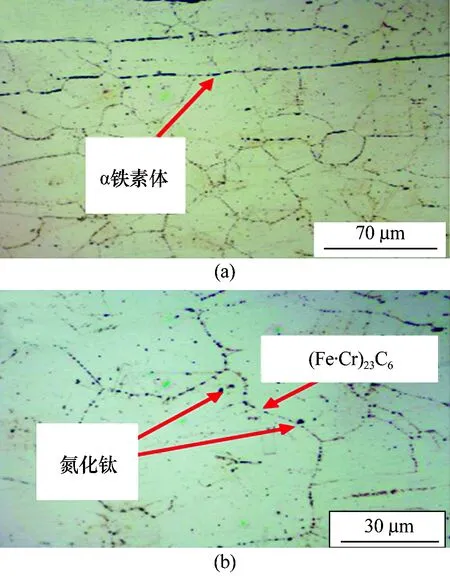
圖9 母材金相組織
1.4.6 焊縫區(qū)金相組織
取焊縫區(qū)樣品,觀察焊縫區(qū)組織形貌,焊縫區(qū)為奧氏體+排列整齊的樹枝狀分布的δ鐵素體,呈柱狀晶,見圖10。

圖10 焊縫區(qū)金相組織
1.5 掃描電鏡分析
用掃描電鏡放大觀察封頭內(nèi)表面焊縫熱影響區(qū)試樣,發(fā)現(xiàn)內(nèi)表面存在大量腐蝕坑,表面被腐蝕產(chǎn)物覆蓋,也有大量二次裂紋存在(見圖11)。

圖11 腐蝕坑及其底部形貌
從圖11可以看出,腐蝕坑底部覆蓋的腐蝕產(chǎn)物呈泥團狀,部分晶粒已經(jīng)脫落。
將封頭上的裂紋打開,使用掃描電鏡對斷口進行分析。裂紋斷口呈冰糖狀,為典型的沿晶裂紋,見圖12。從圖12可以看出,主裂紋附近存在二次裂紋,晶粒有脫落現(xiàn)象,靠近裂紋的晶粒有少量的撕裂嶺存在(見圖12b),在裂紋內(nèi)部可見到近似解理斷裂的形貌(見圖12c)。

圖12 斷口形貌
1.6 能譜分析
1.6.1 封頭內(nèi)表面分析
對封頭內(nèi)表面覆蓋腐蝕產(chǎn)物區(qū)進行能譜分析,結(jié)果見表3。從表3可以看出,該區(qū)的有害元素主要有S和Cl,其中S來源于內(nèi)部介質(zhì), Cl是造成奧氏體不銹鋼產(chǎn)生孔蝕和應(yīng)力腐蝕開裂的元素。
1.6.2 裂紋斷口分析
將斷口清洗后對斷口表面、裂紋源區(qū)和斷口內(nèi)晶粒表面進行能譜分析,結(jié)果見表4。從表4可以看出,斷口表面同樣有Cl和S元素存在。

表3 封頭內(nèi)表面能譜分析
2 裂紋成因分析
2.1 裂紋情況
從上述檢測分析可以看出,封頭外表面裂紋位于焊縫熱影響區(qū)附近;封頭內(nèi)表面有肉眼可見凹坑,部分凹坑連接在一起,也有裂紋存在。分層剖開的裂紋和裂紋橫截面觀察分析,均可確認封頭裂紋由外表面產(chǎn)生,由外向內(nèi)擴展。
2.2 成分因素
檢測封頭化學成分,Ti含量不足,不能實現(xiàn)固定不銹鋼中C元素的作用,而母材硬度偏高,易導(dǎo)致應(yīng)力腐蝕開裂。
2.3 組織因素
金相分析發(fā)現(xiàn),在熱影響區(qū)晶界分布著大量(Cr·Fe)23C6化合物,表明奧氏體不銹鋼材料在焊接熱影響下發(fā)生了敏化。敏化導(dǎo)致不銹鋼耐腐蝕能力下降,而裂紋沿敏化后的晶界開裂所需能量最小。
金相和斷口掃描電鏡分析發(fā)現(xiàn),封頭內(nèi)、外部裂紋均沿晶界擴展,并且裂紋都在焊縫熱影響區(qū)附近,表明開裂受焊接熱影響并與焊接過程有關(guān)。
2.4 環(huán)境介質(zhì)因素
能譜分析表明,斷口中有Cl存在。Cl是奧氏體不銹鋼發(fā)生應(yīng)力腐蝕開裂的敏感元素,奧氏體不銹鋼在有Cl和水存在的環(huán)境中易發(fā)生應(yīng)力腐蝕開裂。
對汽提塔保溫材料進行檢測,發(fā)現(xiàn)Cl-質(zhì)量分數(shù)達到28 μg/g。經(jīng)多年運行,保溫材料中的Cl-很容易在保溫層下濃縮,當有雨水從外保護層破損處進入后,就會形成Cl-的腐蝕環(huán)境。
2.5 應(yīng)力因素
由于封頭的冷加工變形量很大,使得封頭加工變形后殘余應(yīng)力較大,且該區(qū)域還承受內(nèi)壓產(chǎn)生的薄膜應(yīng)力和焊接熱應(yīng)力,所以其綜合應(yīng)力最大。
2.6 開裂原因
在封頭外部保溫層含Cl-和水的腐蝕環(huán)境中,封頭焊縫區(qū)綜合應(yīng)力和敏感介質(zhì)共同作用,使得敏化的奧氏體不銹鋼發(fā)生晶界開裂,最終導(dǎo)致封頭在該區(qū)域發(fā)生了沿晶型應(yīng)力腐蝕開裂。
3 結(jié)論及建議
在含Cl-和水的腐蝕環(huán)境中,封頭焊縫區(qū)綜合應(yīng)力和敏感介質(zhì)共同作用,使得敏化的奧氏體不銹鋼發(fā)生晶界開裂,最終導(dǎo)致封頭在與筒體焊接的焊縫熱影響區(qū)發(fā)生了沿晶型應(yīng)力腐蝕開裂。為了避免類似情況發(fā)生,提出如下建議:
(1)容器制作前要對所使用的材料進行化學成分、力學性能復(fù)查,保證使用的材料符合標準要求。
(2)嚴格按照審批的焊接工藝進行容器焊接、檢驗。
(3)奧氏體不銹鋼容器保溫應(yīng)選用疏水性保溫材料,嚴禁使用親水性保溫材料,且保溫材料中Cl-質(zhì)量分數(shù)要控制在10 μg/g以下。
(4)規(guī)范容器保溫施工質(zhì)量。外保護層破損要及時維修更換,以防雨水進入保溫材料,形成敏感腐蝕環(huán)境。
猜你喜歡
艦船科學技術(shù)(2022年13期)2022-08-11 09:29:16
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:08
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
山東冶金(2019年1期)2019-03-30 01:35:32
中學生數(shù)理化·八年級物理人教版(2017年10期)2018-01-22 03:04:00
制造技術(shù)與機床(2017年8期)2017-11-27 02:10:21
制造業(yè)自動化(2017年2期)2017-03-20 14:26:13
制造技術(shù)與機床(2015年10期)2015-04-09 07:06:00
設(shè)備管理與維修(2015年12期)2015-04-09 06:57:24