23Co13Ni11Cr3Mo鋼電弧微鑄鍛增材制造組織性能研究
2018-08-30 11:18:46朱士一高建成張海鷗王桂蘭
新技術新工藝 2018年8期
朱士一,高建成,張海鷗,王桂蘭
(1.華中科技大學 材料科學與工程學院,湖北 武漢 430074;2.國家國防科技工業局,北京 100000;3.華中科技大學 機械科學與工程學院,湖北 武漢 430074)
當前飛機起落架主要通過萬噸水壓機整體模鍛與后續機械加工來制造成形。然而,傳統工藝存在著成形裝備龐大、成形載荷大、BTF比率(buy-to-fly ratio,即制造一個零部件所需的原材料量與最終零部件中所含材料量的比率)過大和后續機械加工難度大等問題。
近年來,國內外對超高強度鋼增材制造技術進行了大量研究[1-4]。作為一項先進的零件整體制造技術,增材制造不僅可節約大型模鍛設備工作成本,且具有材料利用率高和生產周期短等優勢[5-8]。但值得注意的是,在增材制造成形過程中,夾雜、氣孔和未熔合等質量缺陷以及局部特殊熱現象導致的組織缺陷,均是損害零件性能的因素[9]。眾多研究表明,半固態金屬在多向壓力作用下發生高溫塑性變形,能壓實或彌合氣孔和裂紋等缺陷,使其組織致密、晶粒均勻細小,從而提高金屬制件的綜合性能[10-11]。
本研究以23Co13Ni11Cr3Mo超高強度鋼為原材料,基于研究室獨立開發的電弧微鑄鍛復合增材成形專利技術及裝置,在電弧熔積成形中,對處于高溫溫度狀態的熔積層金屬實施微區軋制來改善其熔積成形性。分析比較微鑄鍛增材成形與電弧自由熔積成形試件的組織和力學性能特點,旨在為高性能難加工貴重金屬零件的低成本綠色制造開辟新的途徑。
1 試驗條件
1.1 試驗材料及設備
選用23Co13Ni11Cr3Mo鋼板作為基板,尺寸為230 mm×160 mm×30 mm。選用23Co13Ni11Cr3Mo焊絲,焊絲直徑為1.2 mm。試驗設備包括自主研發的微鑄鍛復合增材制造系統、DX70金相顯微鏡、JXB-300擺錘式沖擊試驗機、QUANTA FEG 450掃描電子顯微鏡、萬能拉伸試驗機和HXS-1000AK數字式智能維式硬度計。
1.2 試驗方法
增材制造試驗工藝參數見表1。試樣通過多道多層熔積成形,分別采用微鑄鍛成形工藝及電弧自由熔積工藝制備試樣。微鑄鍛試樣相鄰焊道搭接率為35%,壓下量為40%。試樣成形后的尺寸如圖1所示。

表1 增材制造試驗工藝參數
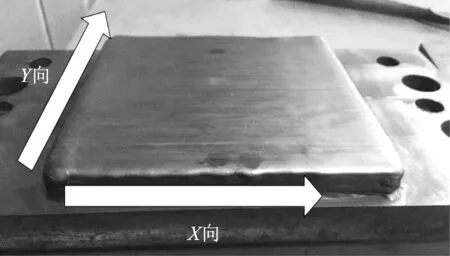
圖1 微鑄鍛增材制造成形試樣塊
圖1中,X向是熔積過程中焊槍行走方向,Y向是同一層不同焊道搭接方向。增材成形試樣塊的尺寸為140 mm×140 mm×15 mm。在試樣塊中心,取尺寸為10 mm×10 mm×5 mm的小塊,經鑲樣、磨拋與腐蝕后用于金相觀測。力學性能試驗試樣取樣圖如圖2所示。
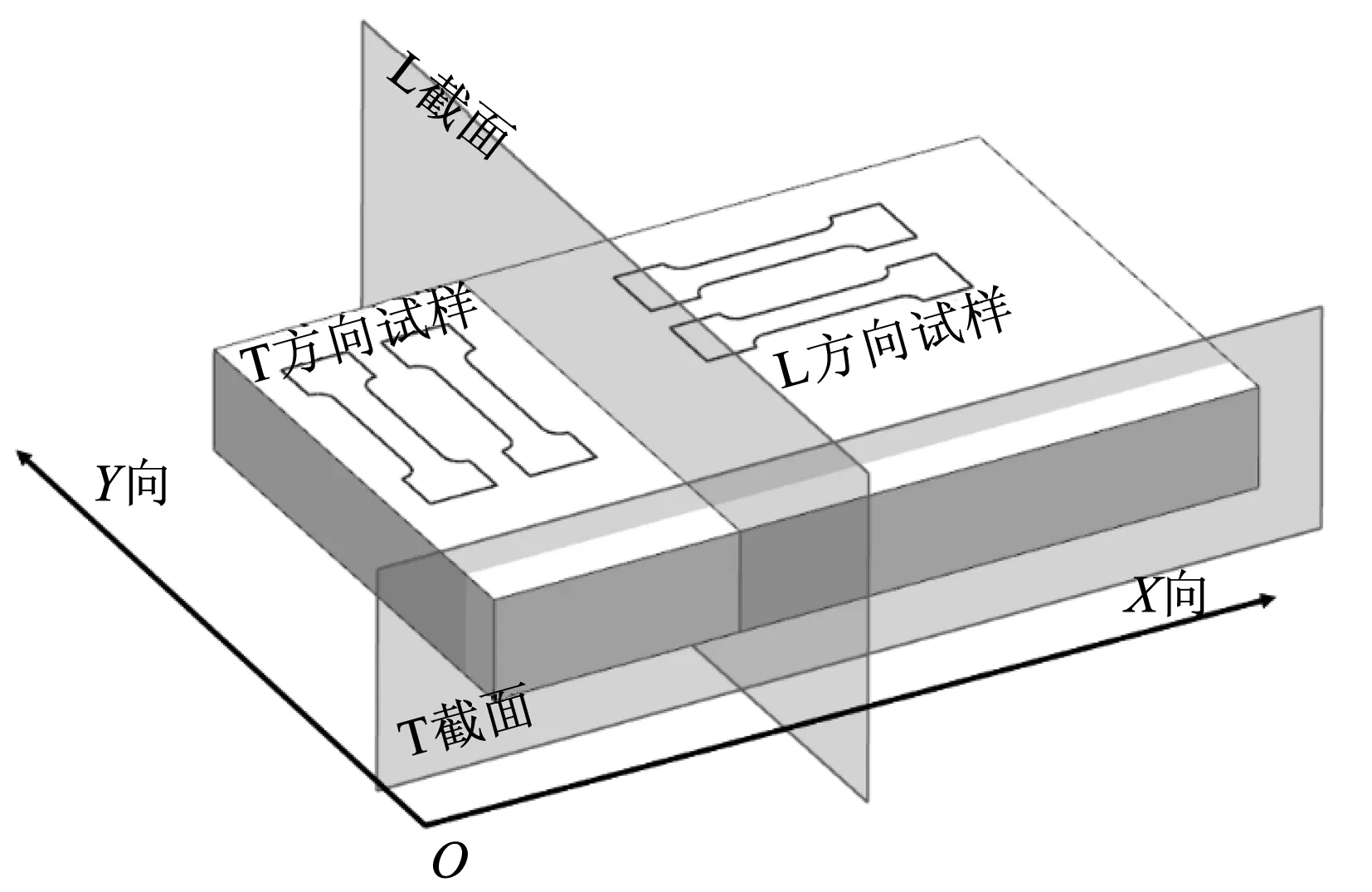
圖2 試樣取樣圖
2 試驗結果與分析
2.1 金相試驗
取成形后經退火熱處理的試樣塊,對試樣表面進行預磨拋光后,采用飽和苦味酸溶液+烷基苯磺酸鈉活性劑(90 ℃熱水浴)進行腐蝕,在100倍光學顯微鏡下所得金相形貌如圖3所示。
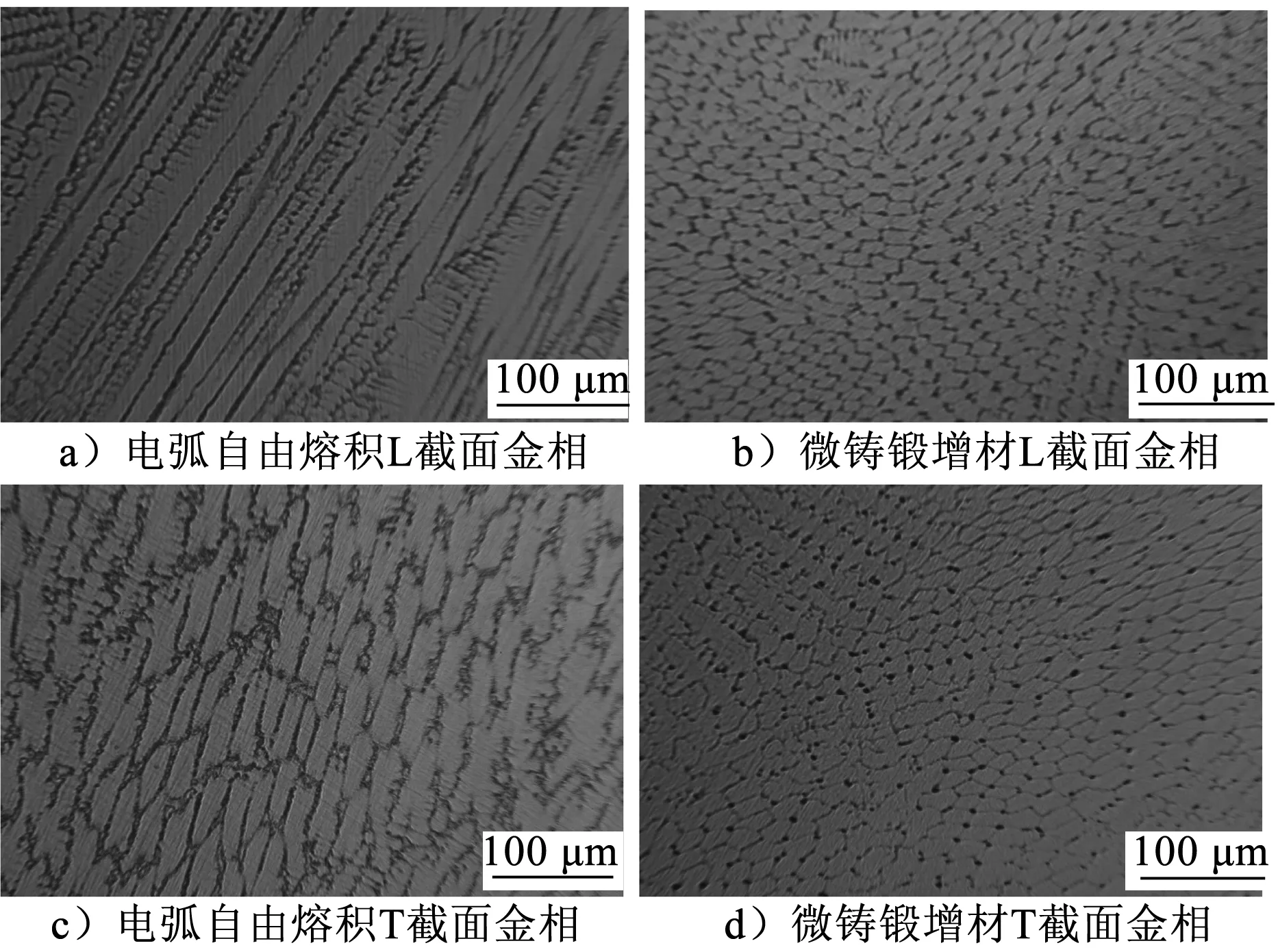
圖3 電弧自由熔積和微鑄鍛增材制造退火后金相對比
由圖3a與圖3c可見,自由熔積成形23Co13Ni11Cr3Mo鋼的金相形態呈典型的焊縫金屬凝固組織形態,即存在較多的樹枝晶和胞狀樹枝晶。由圖3b與圖3d可見,在熔積成形過程中生成的樹枝晶及胞狀樹枝晶,在隨后軋制力的作用下破碎斷裂并進行再結晶,從而微鑄鍛工藝中整體上晶粒得到細化,并呈現出大量等軸晶的形態。細晶強化是一種在提高材料強度的同時不降低其韌性和塑性的強化方式。晶粒越細小,材料的強度越高。電弧微鑄鍛工藝能夠細化熔積層晶粒尺寸,從而提高熔積層的力學性能。
取成形后經常規處理的金相試樣塊拋光,對拋光好的試樣采用濃度為4%的硝酸酒精進行腐蝕,10 s后清洗吹干,通過掃描電鏡觀察微觀組織。經過482 ℃回火處理的試樣組織如圖4所示。
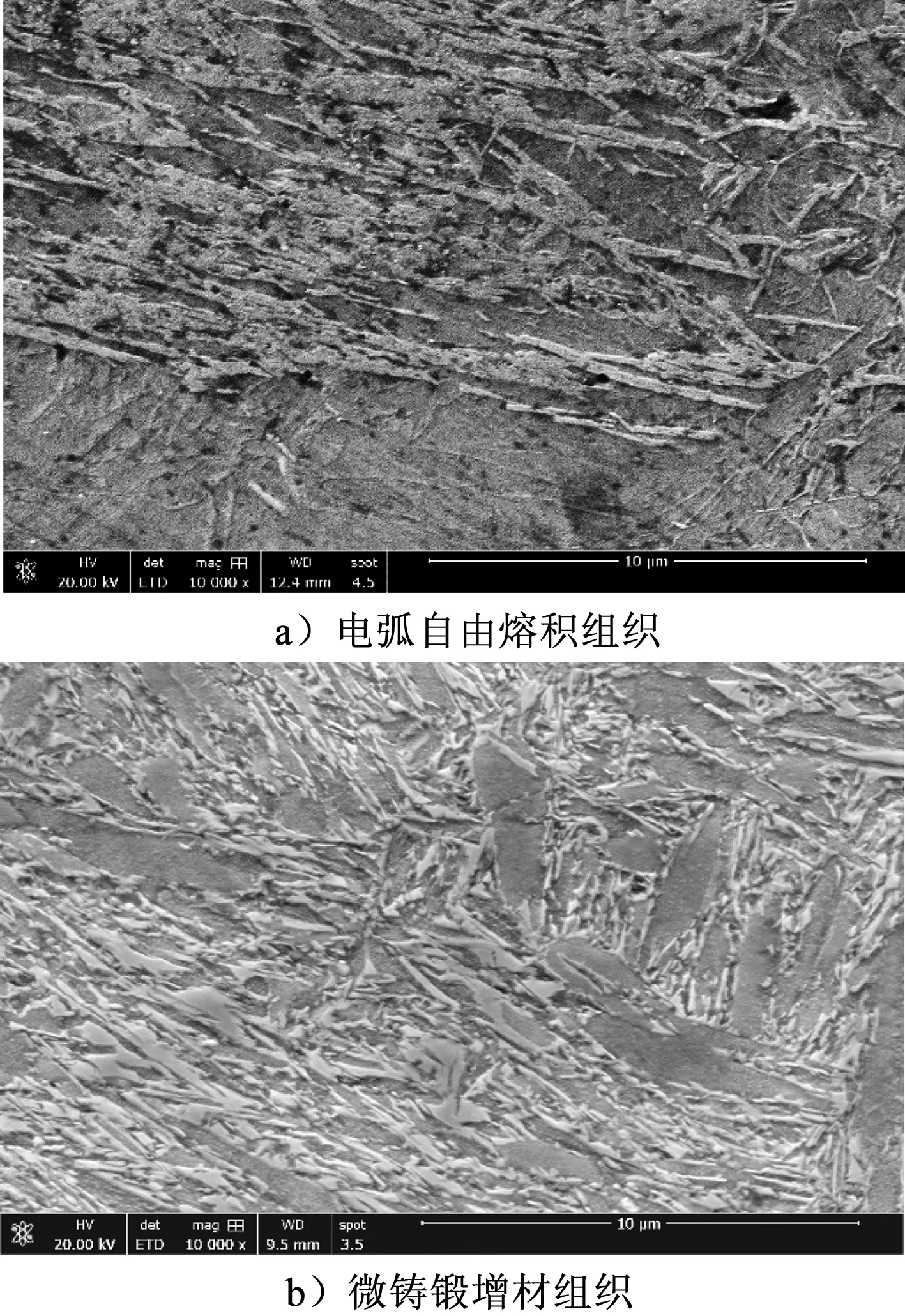
圖4 電弧自由熔積和微鑄鍛增材制造SEM組織對比
圖4a中,電弧自由熔積的組織中板條狀的馬氏體分布不均勻,且組織中存在滲碳粒子。圖4b中,板條狀馬氏體均勻分布,而板條狀馬氏體上形成的逆轉錄奧氏體被認為是23Co13Ni11Cr3Mo超高強度鋼482 ℃回火提高韌性的重要因素[12]。
2.2 硬度測試結果
采用HXS-1000AK數字式智能維式硬度計,分別在微鑄鍛及電弧自由熔積試樣塊T截面上等距取10個點,對試樣L截面進行硬度測量,結果如圖5所示。硬度計的加載力為5 kgf,加載時間為10 s。

圖5 微鑄鍛及電弧自由熔積洛氏硬度值
由圖5可見,電弧自由熔積成形試樣塊L截面洛氏硬度平均值為44 HR,電弧微鑄鍛成形試樣塊T截面洛氏硬度平均值為49 HR。相比電弧自由熔積,電弧微鑄鍛工藝成形試樣塊的硬度平均提高了11.2%。電弧自由熔積成形試樣晶粒度不均勻,其凝固組織形態具有柱狀晶、胞狀樹枝晶等多種亞結構,因而不同部位硬度分布不一致。電弧微鑄鍛工藝成形試樣晶粒形態更為均勻,其晶粒尺寸遠小于自由熔積試樣,因而硬度更為均勻。
2.3 力學性能試驗結果
2種增材制造工藝制備的23Co13Ni11Cr3Mo鋼的力學性能測試結果對比如圖6所示。由圖6可知,與電弧自由熔積試樣性能相比,微鑄鍛復合成形熔積制件硬度提高了6%~11%,抗拉強度提高了6.5%,屈服強度提高了13.3%,延伸率提高了27%。微鑄鍛復合成形工藝制備試樣性能均得到了一定的提升。
在微鑄鍛復合增材成形工藝中,熔積層在高溫區受到微軋輥的軋制力的作用,金屬組織更加均勻化,晶粒粒度與自由熔積工藝相比大幅度細化,從而使熔積層金屬的綜合性能得到了顯著改善。

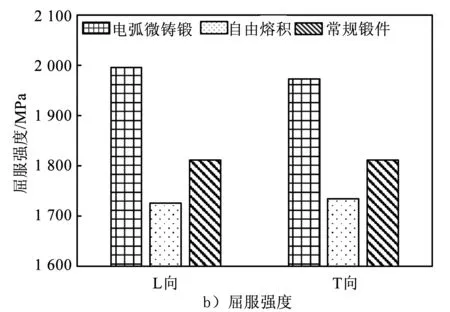

圖6 微鑄鍛和自由熔積成形力學性能對比
3 結語
通過上述研究得出如下結論。
1)電弧自由熔積過程中容易形成粗大的柱狀晶,柱狀晶區過大;而微鑄鍛復合工藝可將晶粒度細化,經過軋制后晶粒由粗大的柱狀晶、胞狀樹枝晶變為細小的等軸晶,起到了很好的細晶強化作用。
2)與電弧自由熔積相比,采用微鑄鍛復合工藝,可將熔積制件硬度提高6%~11%,抗拉強度提高6.5%,屈服強度提高13.3%,延伸率提高27%。
3)與23Co13Ni11Cr3Mo超高強度鋼傳統制造方法相比,微鑄鍛增材成形件BTF比率較低,且能提高零件的力學性能和細化成形件的晶粒尺寸,為超高強度鋼的低成本綠色制造開辟了一條重要途徑。
猜你喜歡
材料與冶金學報(2022年2期)2022-08-10 09:15:46
云南化工(2021年11期)2022-01-12 06:06:14
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
山東冶金(2019年3期)2019-07-10 00:54:00
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
中國塑料(2015年12期)2015-10-16 00:57:14
焊接(2015年9期)2015-07-18 11:03:53
石油化工應用(2014年8期)2014-03-11 17:40:03