智能型皮帶給料機的開發(fā)與設(shè)計*
2018-08-31 02:13:38杭柏林仲廣民
機械制造 2018年5期
□ 杭柏林 □ 仲廣民 □ 劉 展
1.青島科技大學(xué)機電工程學(xué)院 山東青島 266061
2.青島萬龍智控科技有限公司 山東青島 266042
1 設(shè)計背景
在橡膠、食品、醫(yī)藥等行業(yè)中,制備部分產(chǎn)品需要將多種原材料在不同工位的設(shè)備上按一定比例混合加工,其中每個工位負責(zé)一種原料。這種將原材料按一定比例混合的過程稱為配料,其混合配比的精確度直接關(guān)系到產(chǎn)品質(zhì)量的優(yōu)劣,因此按特定配比精確配料是保證產(chǎn)品質(zhì)量的一個重要工藝環(huán)節(jié)[1]。目前在配料車間內(nèi),較為常見的給料設(shè)備是螺旋式給料機[2]與振動式給料機[3]。螺旋式給料機的優(yōu)點是運行可靠、輸送量大,但葉片和料槽較易磨損,不利于干燥,進料口空間小,容易造成堵料現(xiàn)象。振動式給料機雖然結(jié)構(gòu)簡單、功率小,但易造成物料碎裂,不能輸送粘結(jié)性的物料。相比于螺旋式給料機和振動式給料機,傳統(tǒng)的裙帶式皮帶給料機[4]具有輸送能力大、便于實現(xiàn)程序化控制的特點。基于傳統(tǒng)機械結(jié)構(gòu),進行裙帶式皮帶給料機機械結(jié)構(gòu)與控制方法的設(shè)計改造,可以提高系統(tǒng)的穩(wěn)定性和給料的精確性[5-6]。
筆者分析了影響給料設(shè)備微給料的因素,對傳統(tǒng)裙帶式皮帶給料機進行機械結(jié)構(gòu)改造,設(shè)計了智能型皮帶給料機,并選用落差預(yù)估控制算法[7]進行數(shù)值仿真,分析設(shè)計效果,以使設(shè)備達到高效率、高精度、強穩(wěn)定性、智能控制的要求。
2 微給料影響因素
影響給料機微給料的因素主要有物料下落的沖擊力、下料落差的產(chǎn)生和給料動作的滯后等[8],其中對稱量精度影響最大的是下料落差的產(chǎn)生。前文所述常見的給料機在機械結(jié)構(gòu)上普遍沒有設(shè)計微給料機械結(jié)構(gòu)。為了能夠?qū)崿F(xiàn)給料機的微給料,許多設(shè)備選擇提前關(guān)閉給料門來克服由下料落差引起的稱量誤差。但由于各種因素的影響,下料落差值是隨機的,采用預(yù)關(guān)門方法,需要保證試驗條件不變,但實際控制參數(shù)是實時變化的,給料機給料的穩(wěn)定性比較低[9]。
針對影響給料機微給料的因素,筆者在給料機上增加微給料調(diào)節(jié)結(jié)構(gòu)與料層厚度調(diào)節(jié)機構(gòu),設(shè)計了智能型皮帶給料機,并結(jié)合現(xiàn)有的下料落差控制算法進行工程改進,通過在給料過程中調(diào)節(jié)給料速度,控制給料流量與給料精度,提高控制系統(tǒng)的可控性、實時性,提高給料精度與效率。
3 智能型皮帶給料機的結(jié)構(gòu)設(shè)計
智能型皮帶給料機的結(jié)構(gòu)如圖1所示,具體包括減速電機、料層厚度調(diào)節(jié)機構(gòu)、帶裙邊皮帶和微給料調(diào)節(jié)機構(gòu)等。
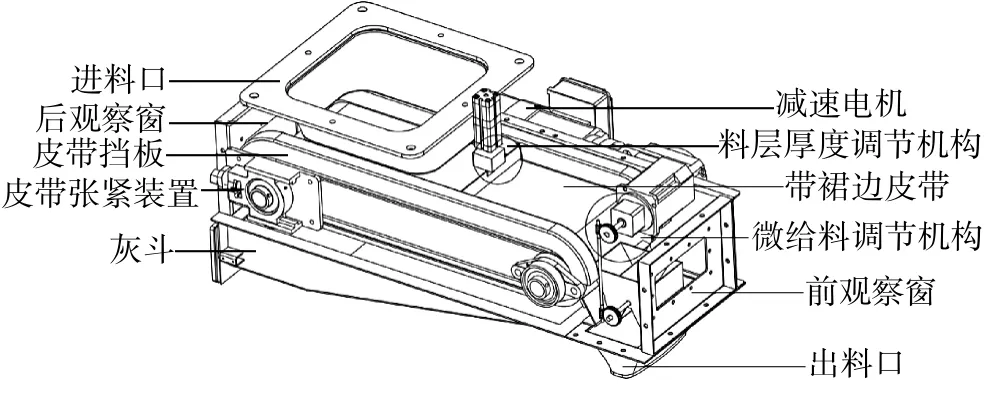
▲圖1 智能型皮帶給料機結(jié)構(gòu)
智能型皮帶給料機在工作時,物料從進料口進料,帶裙邊皮帶以初始速度V0開始運送物料。料層厚度調(diào)整機構(gòu)設(shè)定兩個擋位調(diào)節(jié)料層的高度,皮帶輸送物料落入下方計量秤上。皮帶的帶速不斷降低,進入微給料階段后,皮帶停止轉(zhuǎn)動,微給料調(diào)節(jié)機構(gòu)開始緩慢給料,物料下落至出料口底部的計量秤上。當(dāng)計量秤稱得物料處于誤差允許范圍之內(nèi)后,微給料調(diào)節(jié)機構(gòu)停止給料,物料稱量結(jié)束。圖2所示為智能型皮帶給料機的料層厚度調(diào)節(jié)機構(gòu),H為給料機物料擋板上下移動的高度,H=70 mm;a為物料擋板頂部可以移動的高度,0≤a≤40 mm;b為物料擋板寬度,b=30 mm;h為物料厚度調(diào)整范圍,0≤h≤40 mm。由于電缸具有控制精度高、易與可編程序控制器連接的特點,因此可以根據(jù)控制參數(shù)預(yù)先設(shè)定好電缸移動的距離,使電缸推動物料擋板上下運動,調(diào)整物料厚度在 40~20 mm與 20~10 mm這兩個擋位上。
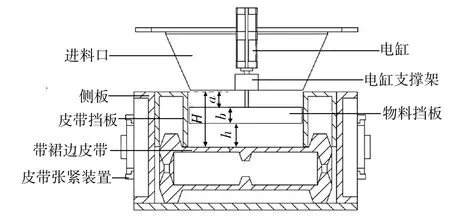
▲圖2 料層厚度調(diào)節(jié)機構(gòu)
微給料調(diào)節(jié)機構(gòu)如圖3所示,e為皮帶到微給料調(diào)節(jié)機構(gòu)的垂直距離,e=40 mm;g為皮帶驅(qū)動軸到微給料調(diào)節(jié)機構(gòu)的距離,可由物料到達皮帶末端的速度和e來確定;k為微給料調(diào)節(jié)機構(gòu)儲料倉的長度;d為皮帶到出料口的距離;β為微給料調(diào)節(jié)機構(gòu)儲料倉的扇葉每次可以轉(zhuǎn)動的角度。在微給料階段,由減速電機驅(qū)動蝸輪蝸桿帶動扇葉轉(zhuǎn)動β角度,會有微量的物料落入計量秤上。待計量秤稱得物料的誤差縮小至誤差允許范圍之內(nèi)后,微給料調(diào)節(jié)機構(gòu)停止工作。微給料調(diào)節(jié)機構(gòu)在微給料階段前處于靜止?fàn)顟B(tài),工作時通過皮帶初始速度以拋物線形式拋灑物料落入機構(gòu)內(nèi)部。
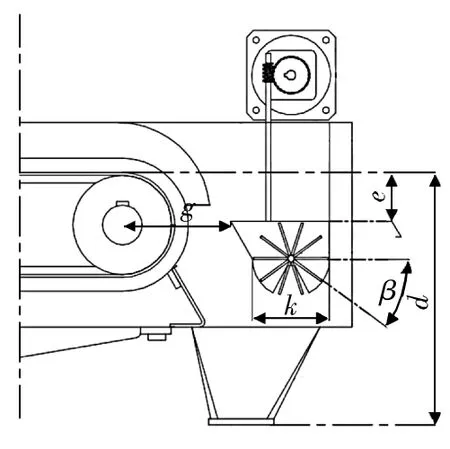
▲圖3 微給料調(diào)節(jié)機構(gòu)
4 配料控制系統(tǒng)的改進
4.1 控制系統(tǒng)
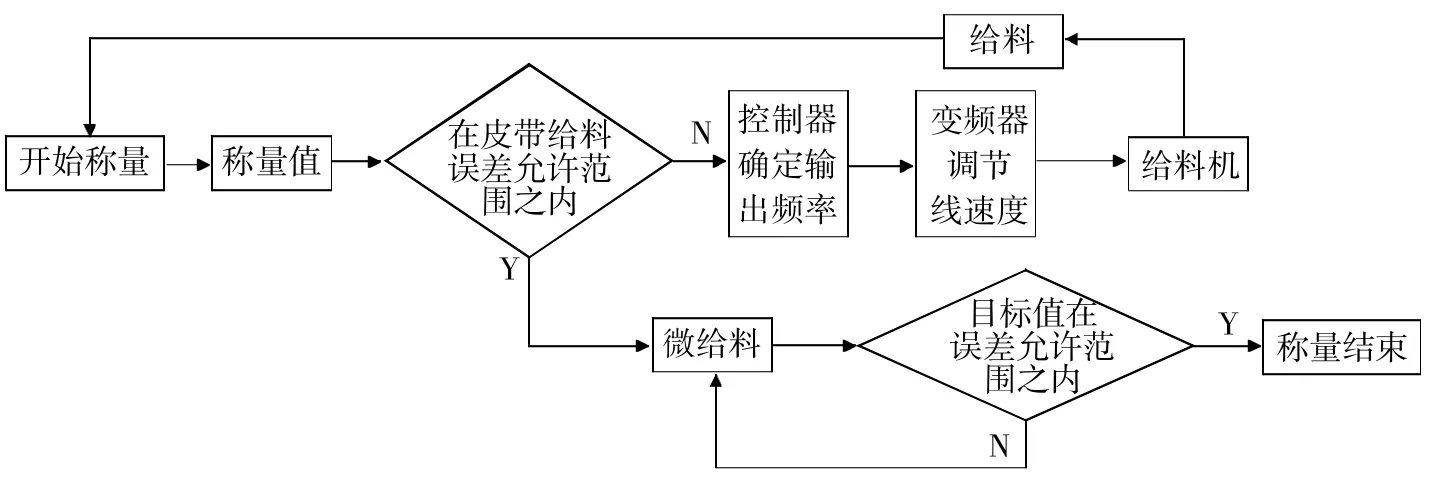
智能型皮帶給料機控制系統(tǒng)流程如圖4所示,采用基于給料速度的閉環(huán)控制,以物料的給料速度為控制參數(shù),通過改變電機的轉(zhuǎn)速控制皮帶的線速度。當(dāng)皮帶給料處于誤差允許范圍之內(nèi)后,微給料調(diào)節(jié)機構(gòu)開始執(zhí)行微給料,實現(xiàn)目標(biāo)值后稱量結(jié)束。
4.2 基于給料速度的控制模型
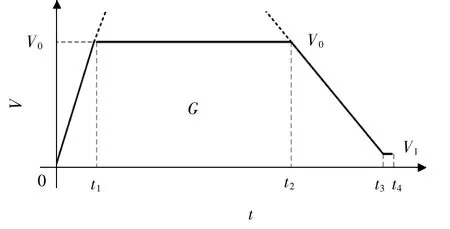
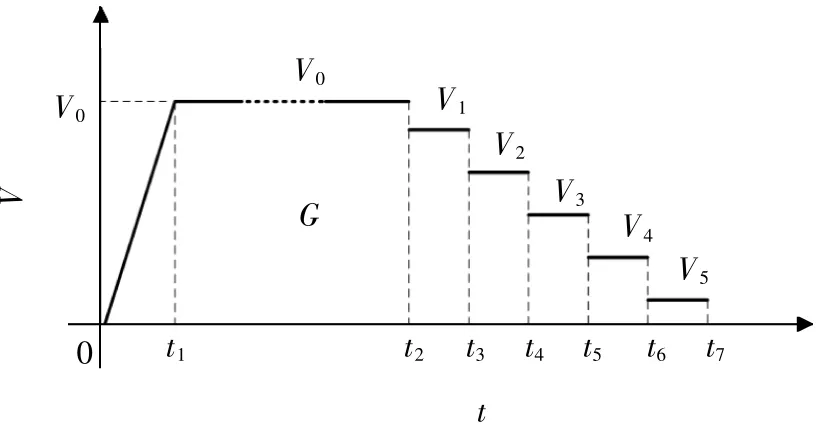
基于給料速度的閉環(huán)控制,以物料的給料速度為控制參數(shù),對各因素的變化均以改變振動力或電機轉(zhuǎn)速的方式加以控制,克服了各種因素對稱量精度和生產(chǎn)效率的影響。圖5給出了理想速度變化目標(biāo)模型,對應(yīng)多段速度給料方法。在實施配料過程中,對速度控制的方法進行了工程化改進,便于使用可編程序控制器進行控制,如圖6所示。
在實際稱量控制過程中,由于給料的真實速度始終圍繞理想速度曲線在波動,模型各給料速度的轉(zhuǎn)換必須與實際給料速度匹配控制,這樣效果才最佳。根據(jù)配比的要求,物料的稱量在指定時間內(nèi)完成,并保證稱量的精度。物料稱量的過程是對物料質(zhì)量的累積過程,隨著時間的延長,稱量的質(zhì)量G不斷接近目標(biāo)值Gs。根據(jù)配料速度變化、稱量和機械系統(tǒng)特性等要求,在30 s內(nèi)需完成最大10 kg的稱量。利用倒推法,t2~t7各段稱量時間均設(shè)為 3 s,在稱量速度V5、V4、V3、V2、V1依次為 20 g/s、60 g/s、120 g/s、200 g/s、300 g/s 時,稱量時間為15 s,稱量2.1 kg。剩余物料7.9 kg以V0的速度進行稱量,則初始給料速度V0不應(yīng)低于527 g/s。
4.3 相關(guān)控制參數(shù)
根據(jù)智能型皮帶給料機的結(jié)構(gòu)和工作原理,輸送物料的量即為稱量質(zhì)量G。G與給料機出口寬度W、料層高度hn、皮帶線速度U、稱量時間t的關(guān)系為:

式中:ρ為物料的堆積密度,g/cm3。
根據(jù)工程經(jīng)驗,給料機的物料出口寬度W一般設(shè)計為 100~200 mm,料層高度hn一般設(shè)計為 10~40 mm,皮帶線速度U一般≤300 mm/s,且頻率在50~80 Hz間變化時實現(xiàn)皮帶線速度U在20~300 mm/s間連續(xù)可調(diào)。
在橡膠行業(yè)生產(chǎn)工藝的配料中,氧化鋅是配料量最大的品種,能滿足該物料配料的要求,其它物料即可滿足要求。以氧化鋅為例對智能型皮帶給料機各參數(shù)進行確定。依據(jù)式(1)有:
▲圖4 智能型皮帶給料機控制系統(tǒng)流程
▲圖5 理想速度變化目標(biāo)模型
▲圖6 可編程序控制器控制模型

給料速度V為:

根據(jù)在30 s內(nèi)完成10 kg物料稱量的要求,最大稱量速度Vmax不應(yīng)低于527 g/s,稱量時間為15 s,稱量質(zhì)量G為7.9 kg,氧化鋅的堆積密度ρ=0.4 g/cm3,料層高度hn取40 mm。
當(dāng)W=100 mm 時,由式(2)得U=329 mm/s,由式(3)得V=526 g/s。
當(dāng)W=150 mm 時,由式(2)得U=219 mm/s,由式(3)得V=526 g/s。
當(dāng)W=200 mm 時,由式(2)得U=165 mm/s,由式(3)得V=528 g/s。
筆者以U=300 mm/s、hn=30 mm、W=200 mm 作為一組設(shè)計參數(shù),由式(3)得V=720 g/s>527 g/s,滿足設(shè)計要求。
5 數(shù)值仿真
基于下料落差預(yù)估模型[10],采用Visual Studio中的C#語言編程進行數(shù)值仿真。為更貼合實際,數(shù)值仿真速度的設(shè)定值疊加了±10 g/s的隨機變化量。選取一種配比進行仿真,配比中的物料及相關(guān)參數(shù)見表1。
表2所示為在相同配比下,車間實際稱量誤差與數(shù)值仿真誤差的比較。每車次的實際稱量誤差為生產(chǎn)車間現(xiàn)場采用脈動加料法時的實際稱量與設(shè)定質(zhì)量的誤差。數(shù)值仿真誤差為采用下料落差預(yù)估模型的智能型皮帶給料機數(shù)值仿真結(jié)果與設(shè)定質(zhì)量的誤差。由表2可知,生產(chǎn)車間現(xiàn)場給料實際稱量誤差的最大標(biāo)準(zhǔn)偏差為3.391 16 g,最小標(biāo)準(zhǔn)偏差為2.449 49 g,智能型皮帶給料機數(shù)值仿真誤差的最大標(biāo)準(zhǔn)偏差為1.303 84 g,最小標(biāo)準(zhǔn)偏差為1.140 17g,后者的稱量穩(wěn)定性要遠好于前者。

表1 物料及相關(guān)參數(shù)
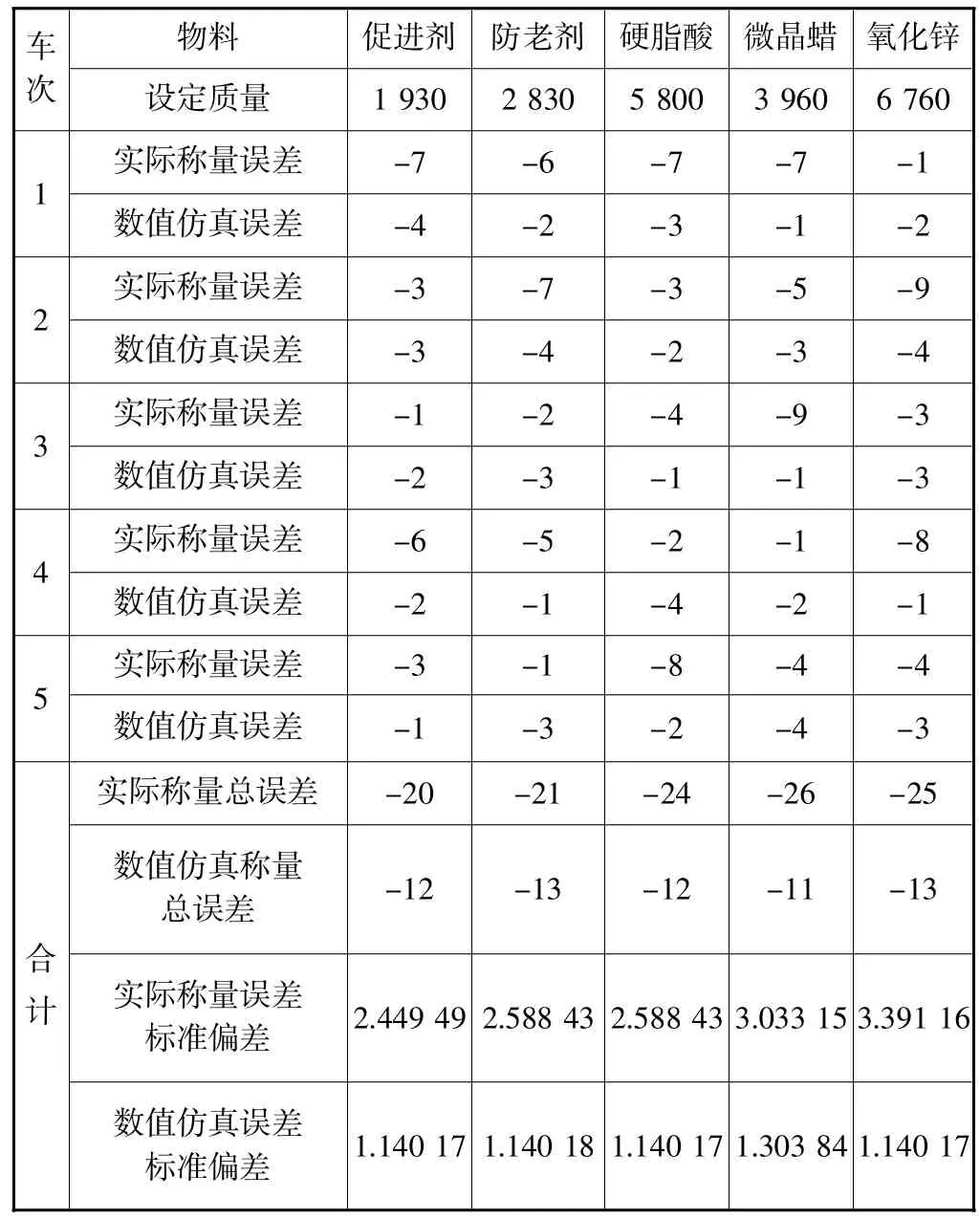
表2 誤差比較 g
根據(jù)表2的數(shù)據(jù)還可以明顯看出,智能型皮帶給料機每車次物料的數(shù)值仿真總誤差均小于車間現(xiàn)場采用脈動加料法時的實際稱量誤差,且每車次的單物料稱量誤差都處于±5 g內(nèi)。因此,可以得出結(jié)論,智能型皮帶給料機的數(shù)值仿真結(jié)果優(yōu)于車間現(xiàn)場采用脈動加料法時的稱量結(jié)果。
6 總結(jié)
筆者在傳統(tǒng)裙帶式皮帶給料機的機械結(jié)構(gòu)基礎(chǔ)上增加了微給料調(diào)節(jié)機構(gòu)、料層厚度調(diào)節(jié)機構(gòu),設(shè)計了智能型皮帶給料機,并基于給料速度進行閉環(huán)控制,選取下料落差預(yù)估模型作為落差控制算法,確定相關(guān)控制參數(shù)。數(shù)值仿真結(jié)果表明,智能型皮帶給料機的稱量結(jié)果優(yōu)于生產(chǎn)車間現(xiàn)場采用的脈動加料法。因此,筆者設(shè)計的智能型皮帶給料機可在配料過程中推廣應(yīng)用,提高配料稱量的精度、效率與系統(tǒng)穩(wěn)定性。