砂輪廓形原位視覺檢測方法與試驗研究*
2018-08-31 02:13:58
機械制造 2018年5期
關鍵詞:檢測
上海交通大學機械與動力工程學院 上海 200240
1 研究背景
砂輪廓形檢測廣泛應用于砂輪輪廓修形精度測量、砂輪磨損檢測等場合,因此,研究砂輪廓形的快速原位檢測方法具有重要意義。隨著制造業的發展,精密輪廓磨削的應用越來越多,主要采用具有特定廓形的砂輪來實現輪廓曲線的點磨削。由于砂輪的輪廓修形精度和磨損會影響零件的輪廓加工精度,因此需要在磨削過程中對砂輪廓形進行檢測,進而提高檢測的精度和速度。
目前,砂輪廓形和磨損檢測主要分為離線檢測和原位檢測兩種。離線檢測有復印法[1]和離線三坐標檢測法,測量效率均較低,并會造成砂輪的重復安裝定位誤差。原位檢測方法多以檢測砂輪磨損為目標,并以間接法為主。
國內外學者對此作了相關研究。文獻[2]通過聲頻信號傳感器采集磨削周期信號,監測砂輪的磨損狀態。文獻[3]基于小波包變換的能量百分比法,對砂輪磨損的特征信號進行了分析和提取。日本東北大學和我國湖南大學合作研發了一種砂輪廓形原位檢測裝置[4],通過旋轉回轉臺來掃描砂輪廓形截面,但昂貴的高精度回轉臺和位移傳感器限制了這一技術的推廣。文獻[5]設計了基于計算機視覺的檢測系統,應用圖像拼接算法和基于數學形態學及策尼克矩的邊緣檢測算法,通過檢測被加工件的實際輪廓評價砂輪輪廓。
直接法原位測量的研究則較少。袁勃等[6]基于激光三角測量原理,利用一維激光位移傳感器搭建平臺測量砂輪的輪廓,并通過激光修整砂輪試驗驗證輪廓測量的結果,這對測量平臺的運動精度要求很高。文獻[7]設計了測量砂輪廓形的視覺檢測系統,同時提出一種了砂輪廓形精度的評價方法。
基于曲線磨削,利用機器視覺技術,在前期研究的基礎上[8-10],筆者提出了一種改進的砂輪廓形直接原位檢測方法,并進行了試驗研究,可以有效保證檢測的精度和效率。
2 砂輪廓形視覺檢測系統的設計原理
基于曲線磨削,所設計的砂輪廓形原位視覺檢測系統結構如圖1所示,系統原理如圖2所示。計算機發送指令至運動控制器,驅動伺服系統使砂輪運動到電荷耦合元件相機的視野中心,并位于成像景深范圍內。再通過由電荷耦合元件相機、鏡頭、光源組成的視覺系統獲得砂輪刀尖輪廓圖像,并反饋至計算機進行圖像處理。
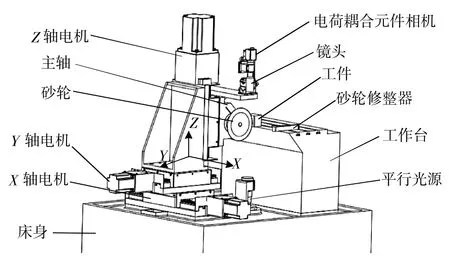
▲圖1 砂輪廓形原位視覺檢測系統結構
3 試驗研究
3.1 試驗設計
試驗所采用的砂輪廓形原位視覺檢測系統組件如下:① 500萬像素電荷耦合元件相機;② 景深為 5 mm、物距為150 mm的物方遠心鏡頭;③ 藍色發光二極管平行點光源,照明方法為平行背光。使用標準圖像標定板對檢測系統進行標定,標定板的精度誤差為±1 μm,像元長度標定結果為 3.49 μm。
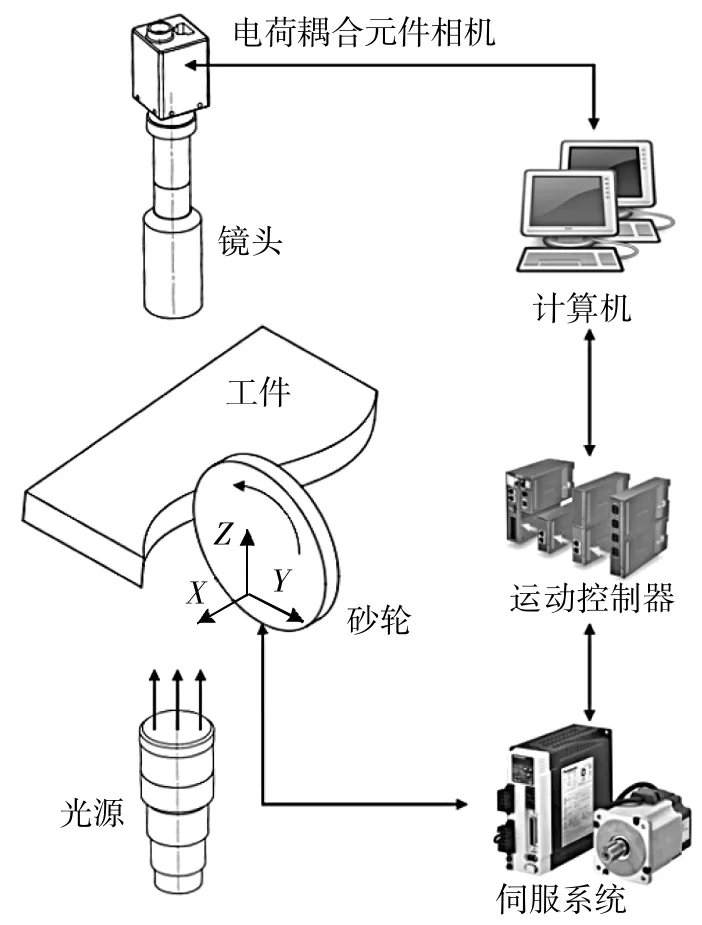
▲圖2 砂輪廓形原位視覺檢測系統原理
3.2 測量方法
曲線磨削用的砂輪刀尖輪廓曲線如圖3所示,其中L1、L2為砂輪的兩個斜邊,半徑為R,圓心為O,對應的圓心角為α。刀尖圓弧兩端分別與斜邊相切,整個輪廓相對于中心線L對稱。測量得到砂輪輪廓圖像后,通過圖像處理算法獲取砂輪輪廓邊緣像素點,再通過算法擬合得到實際的砂輪輪廓曲線,進而計算輪廓參數。選取刀尖圓弧半徑、刀尖圓弧中心位置、刀尖圓弧對應的圓心角、刀尖圓弧的圓度誤差共四個參數作為砂輪廓形精度的評價指標。
3.3 試驗結果和分析
試驗中選取砂輪刀尖圓弧半徑的理論值為2.17 mm,圓心角的理論值為 90°。測量時,砂輪每旋轉 45°,基于圖像處理算法[5]對砂輪的截面輪廓參數進行一次測量,并計算不同截面刀尖圓弧參數的平均值和極差,具體結果見表1。
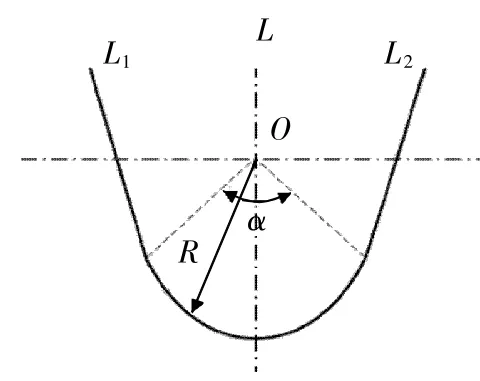
▲圖3 砂輪刀尖輪廓曲線
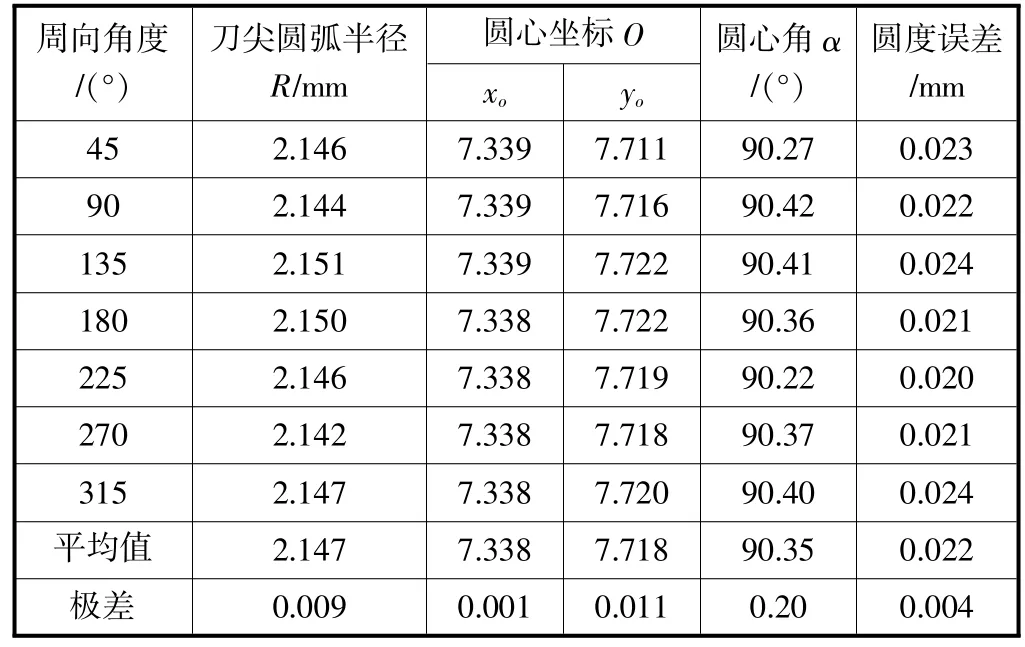
表1 試驗結果
分析表1中數據,各周向截面的數據具有高度一致性,這主要是因為砂輪修整和砂輪工作采用一次安裝方法,沒有重復定位誤差,消除了主軸精度對砂輪不同周向截面廓形的影響,保證了不同截面廓形的一致性。因此,采用這種砂輪原位修整和原位測量方法,可以通過單個截面的輪廓參數來反映砂輪的包絡輪廓廓形。
4 檢測系統的精度評定
4.1 評定方法
為驗證砂輪廓形原位視覺檢測系統的精度,采用樣板復印法將砂輪廓形復印到樣板上,對樣板輪廓進行測量。樣板復印法的基本原理是,將樣板固定在工作臺上,在樣板上復印出砂輪的刀尖輪廓。對獲得的復印輪廓采用原位視覺和離線精密輪廓儀兩種方法檢測,進而比較砂輪廓形的直接原位檢測、復印廓形的直接原位檢測和復印廓形的離線輪廓儀檢測三種方法的結果,評定各檢測方法的精度。試驗中,選取厚度為5 mm的碳纖維板作為復印樣板,圖4所示為樣板復印輪廓。
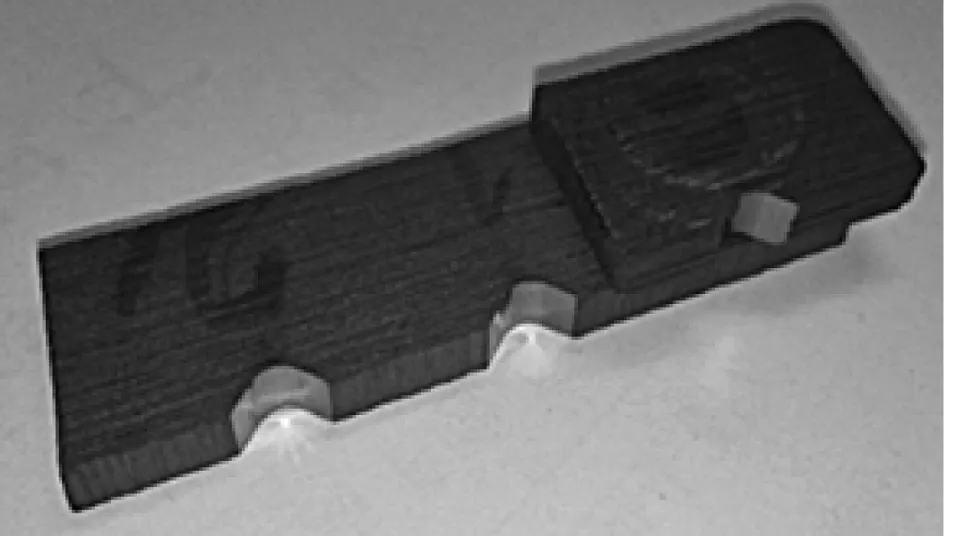
▲圖4 樣板復印輪廓
4.2 復印輪廓檢測
(1)復印輪廓的直接原位檢測。在通過樣板復印法獲得復印輪廓后,直接將復印輪廓移動到電荷耦合元件相機的拍攝范圍內,通過原位視覺檢測系統獲得清晰的復印輪廓圖像,對輪廓分析提取,進而獲得樣板上砂輪刀尖復印輪廓的廓形參數。
(2)復印輪廓的離線輪廓儀檢測。使用三維表面光學輪廓儀對樣板復印輪廓進行檢測,傳感器在X軸、Y軸方向上以2 μm的步長掃描,檢測每個掃描點的Z軸方向距離,獲得輪廓面上各點的坐標信息。復印輪廓的檢測點云圖如圖5所示。選取樣板厚度中心上下各1 mm寬度的輪廓坐標求平均值,作為樣板上復印輪廓的坐標值。根據筆者提出的圖像處理算法,可獲得砂輪刀尖復印輪廓的廓形參數。
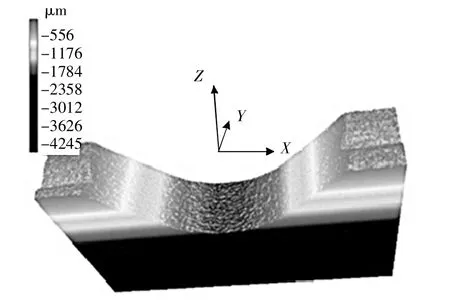
▲圖5 復印輪廓檢測點云圖
4.3 檢測結果評定
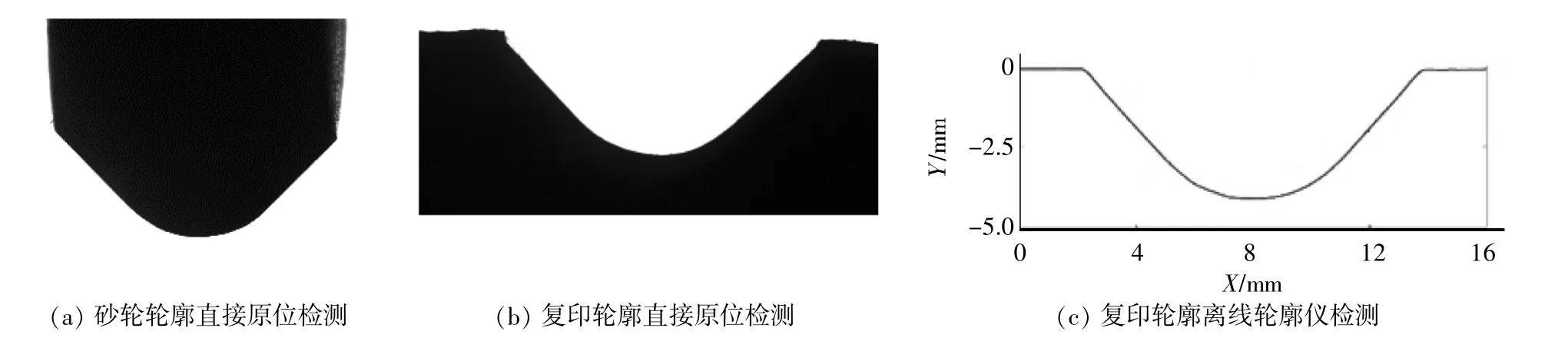
砂輪輪廓直接原位檢測、復印輪廓的直接原位檢測和復印輪廓的離線輪廓儀檢測三種方法的檢測結果如圖6所示。由于在離線輪廓儀檢測方法中檢測坐標系發生改變,獲得的刀尖圓弧中心位置坐標也相應發生了變化,無法再以該參數作為評價指標,因此僅選取刀尖圓弧半徑、刀尖圓弧對應的圓心角和刀尖圓弧的圓度誤差三個參數進行評價,計算獲得的砂輪廓形參數見表 2。
比較復印輪廓直接原位檢測與復印輪廓離線輪廓儀檢測的結果,刀尖圓弧半徑的相對誤差為0.37%,刀尖圓弧對應圓心角的相對誤差為0.12%,刀尖圓弧圓度誤差的絕對誤差為2 μm,兩種檢測方法獲得的結果具有很高的一致性,說明原位視覺檢測系統精度高,能滿足實際檢測要求。

表2 砂輪廓形參數
▲圖6 檢測結果
比較砂輪廓形直接原位檢測與復印輪廓直接原位檢測的結果,刀尖圓弧半徑的相對誤差在0.09%~0.51%之間,刀尖圓弧對應圓心角的相對誤差在0~0.22%之間,刀尖圓弧圓度誤差的絕對誤差在0.008~0.012 mm之間,兩種檢測方法獲得的結果具有很好的一致性,說明基于周向任意截面輪廓,采用直接原位視覺檢測,可以替代輪廓復印法,獲得與復印輪廓檢測一致的效果。
5 結論
筆者提出的砂輪廓形原位視覺檢測方法,能夠實現曲線磨削中砂輪廓形的直接原位檢測。采用砂輪原位修整和檢測一次定位的方法,可以實現用單個截面的輪廓測量參數來反映砂輪的包絡輪廓廓形,在保證檢測精度的同時提高檢測效率。試驗結果表明,這一方法能有效保證砂輪廓形檢測的精度和效率,可應用于曲線磨削中砂輪廓形的原位檢測,并能推廣至其它干式磨削場合。
猜你喜歡
中國設備工程(2022年12期)2022-07-11 04:33:00
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
中學生數理化·七年級數學人教版(2019年9期)2019-11-25 07:34:36
中學生數理化·七年級數學人教版(2019年9期)2019-11-25 07:34:34
中學生數理化·七年級數學人教版(2019年12期)2019-05-21 02:53:50
中學生數理化·七年級數學人教版(2019年12期)2019-05-21 02:53:48