精密復雜零件數控加工在線檢測方法研究*
2018-08-31 02:13:58毛文亮楊小平
機械制造 2018年5期
□ 毛文亮 □ 楊小平
1.甘肅機電職業技術學院 甘肅天水 741001
2.甘肅農業大學科學技術處 蘭州 730000
精密復雜零件制造是一個國家制造業水平的集中體現。隨著我國數控加工技術的飛速發展,人們對在線檢測技術提出了更高的要求。當前國內大量在線檢測軟件受機床系統、測頭品牌等限制,編程煩瑣,價格昂貴,無法通用。開發一套宏程序在線檢測庫,引入數控機床系統,通過調用宏程序并賦值,生成所需要的在線檢測程序,控制加工中心自動完成檢測任務,這樣不但可以有效提高產品檢測精度、效率,還可以大大降低檢測成本[1-4]。
1 精密復雜零件數控加工在線檢測原理
復雜零件通常由圓孔、圓柱、圓錐、凸臺、凹槽、球、橢圓等幾種基本體組合而成,將一個精密復雜零件按不同特征分解為不同的基本體,在計算機上生成基本體在線檢測宏程序,將基本體在線檢測宏程序由RS 232通信接口傳輸至數控機床,通過調用基本體在線檢測宏程序庫中的宏程序并賦值,生成所需要的在線檢測程序[5],機床伺服系統驅動測頭對被測件上的點、線、面、圓孔、圓柱、圓錐、凸臺、凹槽、球、橢圓等基本體進行測量,測頭測量時發出的觸發信號通過測頭與數控系統的專用接口轉換為數控系統可識別的信號。數控系統接收信號后,記錄下各測量點坐標,對坐標進行處理,最終獲得組合體的測量結果。
2 在線檢測路徑規劃
檢測路徑對工件檢測精度的影響很大,規劃檢測路徑時既要避免測頭碰撞工件,又要避免測頭超程。測量曲面時,測頭接觸測點的方向有沿軸線方向接觸和沿法線方向接觸兩種方式[6]。測頭沿軸線方向接觸測點如圖1所示,測頭以測點A的Z軸方向接觸工件,測頭與實際工件表面接觸的是B點,檢測系統返回的是C點的坐標值,由于測點B的法線矢量方向未知,因此難以通過C點求出測點B的坐標值,一般不采用。測頭沿法線方向接觸測點如圖 2所示,這種方法被廣泛應用,測頭與實際工件表面B點接觸,檢測系統返回的是C點的坐標值,可由沿法線矢量方向測頭半徑補償測量值方便地計算出A點的加工誤差。具體檢測時,測頭以Z軸方向接近某測點,到達預設高度點時停留片刻,再沿工件曲面模型法線方向接觸測點。該測點 檢測完畢后,沿原法線矢量方向返回到預設高度,重復以上動作接觸下一個測點,直到所有測點檢測完畢[7-10]。
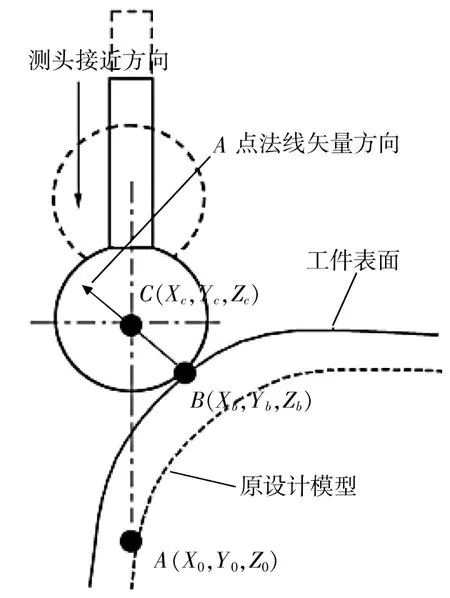
▲圖1 測頭沿軸線方向接觸測點
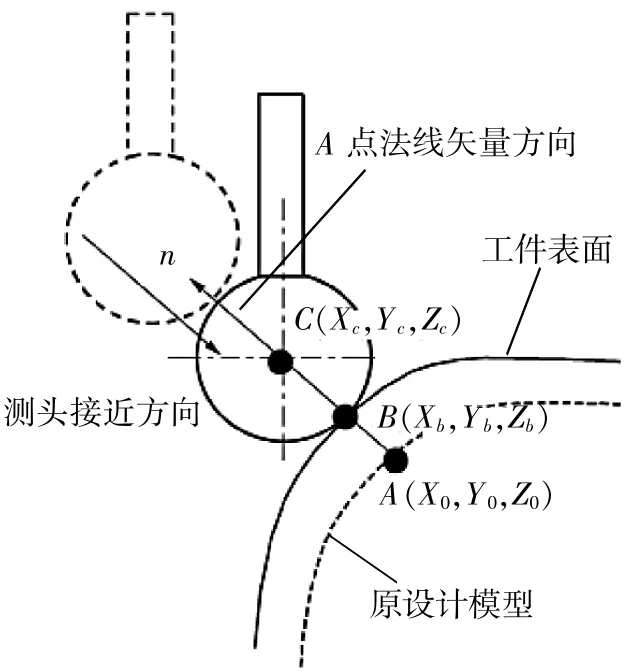
▲圖2 測頭沿法線方向接觸測點
3 在線檢測宏程序庫的建立
3.1 用戶宏程序基本檢測指令
G31是在線檢測程序中最常用的基本檢測指令,它是FANUC Oi數控系統自定義的模態跳步指令。指令格式為G31 IP_F_,IP為X軸、Y軸、Z軸中一個軸的移動量。當測頭碰觸工件表面時,接觸信號產生,控制系統接收此信號,將X軸、Y軸、Z軸坐標值儲存起來并保持不變,僅當下一個跳越信號發出后才能改變,然后立即停止執行當前程序段的剩余部分,轉向下一個程序段。
G92是工件坐標系設定指令,功能是設定工件坐標系的原點。
M02是程序結束指令,功能是在完成程序段的所有指令后,使主軸進給停止。
G65是宏程序調用指令,指令格式為G65 P L<宏變量傳遞值>,P為程序號,L為重復次數。
外部輸出指令是加工中心在線測量系統與外部處理器進行通信的重要指令,主要包括開通指令POPEN、關閉指令 PCLOS、數據輸出指令BPRNT和DPRNT。
3.2 用戶宏程序變量
FANUC Oi數控系統中,宏變量用地址符#和后面的數字來表示,分為空變量(#0)、局部變量(#1~#33)、公共變量(#100~#149、#500~#531)和系統變量(#1000及以上)。空變量的值總是NULL,若沒有值,則可設置為這種類型。局部變量在一個宏程序中用來保存數據,系統斷電時局部變量為NULL,被調用時參數賦值給局部變量。公共變量可被不同宏程序分享,系統斷電時,#100~#149為 NULL,#500~#531可保持。 系統變量是用來讀寫數控系統指令或數據的變量。
3.3 在線檢測宏程序舉例
編制點、線、面、圓孔、圓柱、圓錐、凸臺、凹槽、球、橢圓等基本體的在線檢測宏程序,組成在線檢測宏程序庫。測量時,通過調用宏程庫中的宏程序并賦值,生成所需要的實際測量程序,這樣就可以對工件進行測量了。
下面以凸臺在線檢測宏程序的編制來進行具體說明[11-12]。
調用格式為:
G65 P9661 X Y Z U V B F C E Q H
變量的定義見表1。
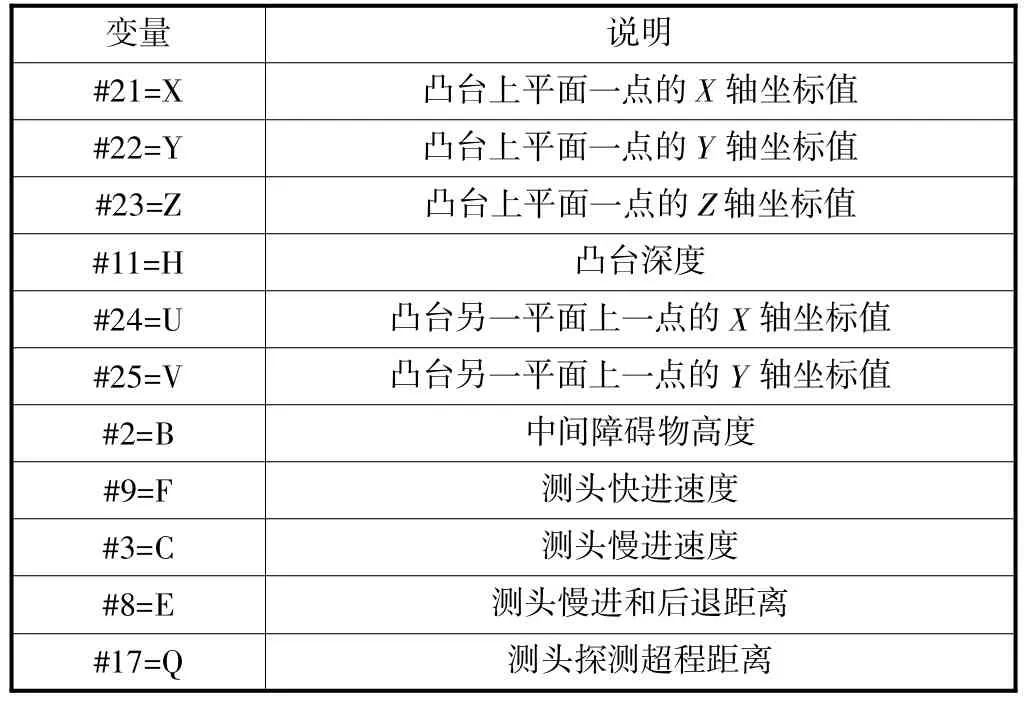
表1 變量定義
宏程序如下:
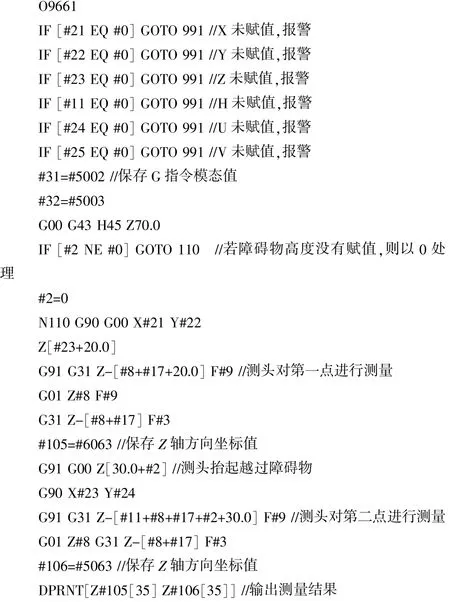
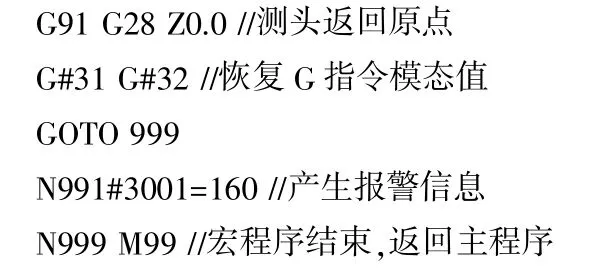
4 試驗驗證
采用 FANUC 0i VMC-850B三軸立式加工中心、TP20型觸發式測頭,通過調用在線檢測宏程序庫中點、線、面、圓孔、凸臺等基本體的在線檢測宏程序并賦值,對精密復雜零件的點、線、面、圓孔、凸臺進行在線檢測,并將檢測結果與三坐標測量機的測量結果進行對比。結果顯示,零件的各項數據符合技術要求,與三坐標測量機測量結果基本一致。在線檢測宏程序測量如圖3所示,零件上選取的5個測量點的檢測結果與三坐標測量機的檢測結果進行比較,見表2。
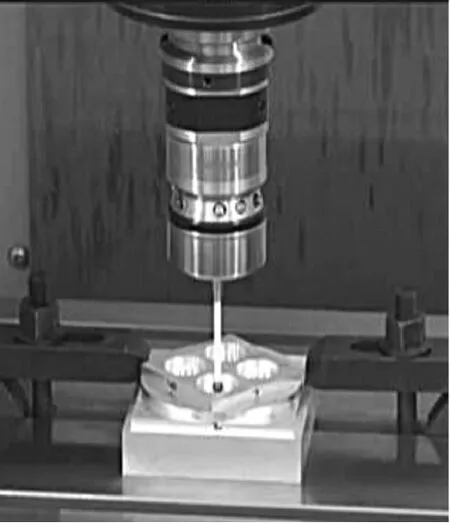
▲圖3 在線檢測宏程序測量

表2 檢測數據比較 mm
5 結論
在數控機床中引入點、線、面、圓孔、圓柱、圓錐、凸臺、凹槽、球、橢圓等基本體在線檢測宏程序庫,通過調用賦值,對精密復雜零件進行在線檢測,這樣不但精準、高效,而且非常簡捷、低成本。通過不斷完善在線檢測宏程序庫,在線檢測宏程序可以完成部分三坐標測量機的功能。在后續的研究中,將不斷完善,使這項技術被廣泛推廣應用。
猜你喜歡
科普童話·神秘大偵探(2023年1期)2023-05-30 12:48:10
計算機應用(2022年2期)2022-03-01 12:33:42
計算機應用(2021年4期)2021-04-20 14:06:36
計算機應用(2021年1期)2021-01-21 03:22:38
中學生數理化·八年級物理人教版(2019年9期)2019-11-25 07:33:02
中學生數理化·八年級物理人教版(2019年3期)2019-04-25 06:20:54
測控技術(2018年5期)2018-12-09 09:04:26
電子測試(2018年18期)2018-11-14 02:30:34
中學生數理化·八年級物理人教版(2018年3期)2018-05-31 08:52:45
少兒科學周刊·兒童版(2016年1期)2016-03-14 03:52:21