汽車輪胎生產基本工藝(一)
2018-09-01 06:59:18楊順根
橡塑技術與裝備 2018年17期
關鍵詞:工藝流程
楊順根
(全國橡塑機械信息中心,北京 100143)
楊順根(1933-),男,長期從事橡機行業工作和信息工作。曾任《橡塑技術與裝備》、《橡膠工業》、《世界橡膠》等刊物編委。編寫/主編了1964版、1982版和1992版《橡膠工業手冊》、《橡膠機械手冊》和《橡膠機械安裝、維護保養和檢修》,并撰寫了大量文章。現任中國化工裝備協會橡機專業委員會高級顧問,全國橡塑機械信息中心和石化橡塑節能環保中心資深顧問,中國橡膠工業協會《中國橡膠》專家組成員。《橡膠工業手冊》獲化工部科技進步三等獎(1997年),本人獲《中國橡膠》雜志全國百名突出貢獻信息工作榮譽稱號(2015年),獲《橡塑技術與裝備》創刊40年特殊貢獻者稱號(2015年)。2016年榮獲中國橡機工業“終身成就獎”。
1895年,法國研制成世界上第一條充氣輪胎。1935年我國上海大中華橡膠廠產出第一條汽車輪胎。1948年法國開始生產子午線輪胎。我國在生產了大約45年的斜交輪胎之后的20世紀80年代開始實施工業化生產子午線輪胎,在之后的年代里,我國輪胎產業得到了快速發展,成為輪胎生產大國。2016年我國輪胎生產總量達到了6.10億條,其中子午線輪胎5.65億條,子午化率達到92.6%。少量斜交輪胎僅用于低速場合下使用的一般車輛及某些特種車輛。
隨著我國國民經濟的持續發展,輪胎產業將進一步適應國民經濟的發展速度,進一步提高產量和質量,2017年的輪胎生產總量達到6.35億條,其中子午線輪胎5.91億條,子午化率提升到93%。
為普及輪胎生產知識,本文簡要介紹輪胎生產基本工藝技術情況,以供參考。
1 輪胎概述
1.1 輪胎產品的分類
輪胎一詞是輪胎產品的廣義詞,用于各種交通、運輸工具上的輪胎統稱,產品的實際分類情況如下。
1.1.1 按用途分類
(1)轎車和輕卡輪胎:主要裝用于小轎車和小型輕載汽車上的充氣輪胎。
(2)載重汽車輪胎:主要用于載貨汽車、客車及其掛車上的充氣輪胎。
(3)工程機械輪胎:用于輪式工程車輛和工程機械的輪胎。分為裝載機輪胎、鏟運機輪胎、平地機輪胎和壓路機輪胎等。
(4)工業車輛輪胎:主要用于工業車輛上的充氣輪胎、實芯輪胎和半實芯輪胎。分為叉車輪胎、電瓶車輪胎和平板車輪胎等。
(5)農業輪胎:主要用于農業機械與農業車輛上的充氣輪胎。分為拖拉機輪胎、聯合收割機輪胎和農業機具輪胎等。
(6)林業輪胎:主要用于林業機械和林業車輛上的充氣輪胎。
(7)航空輪胎:用于航空飛行器上的充氣輪胎。
1.1.2 按結構分類
目前常用的為下列兩類:
(1)斜交輪胎
胎體簾布層和緩沖層各相鄰層簾線交叉,且與胎冠中心線呈小于90°角,排列的充氣輪胎。
(2)子午線輪胎
胎體簾布層簾線與胎冠中心線呈90°角,或接近90°角排列并以帶束層箍緊胎體的充氣輪胎。
1.1.3 按有無內胎分類
(1)有內胎輪胎:外胎內腔中需裝配內胎的充氣輪胎,壓縮空氣充注在內胎中,內胎上設有充氣止回閥(即氣門嘴)。
(2)無內胎輪胎:外胎內沒有內胎的充氣輪胎,壓縮空氣直接充入輪胎內腔,輪胎內表面氣密層和胎圈與車輪輪輞著合,依靠內壓實施自密封,以保持輪胎內腔內的氣壓。
1.2 輪胎胎側上輪胎規格表示方法及其他標記內容
1.2.1 輪胎規格表示方法
(1)一般輪胎規格表示方法。一般輪胎規格通常以英制表示。對于斜交輪胎:

(2)輪胎規格國際標準表示法
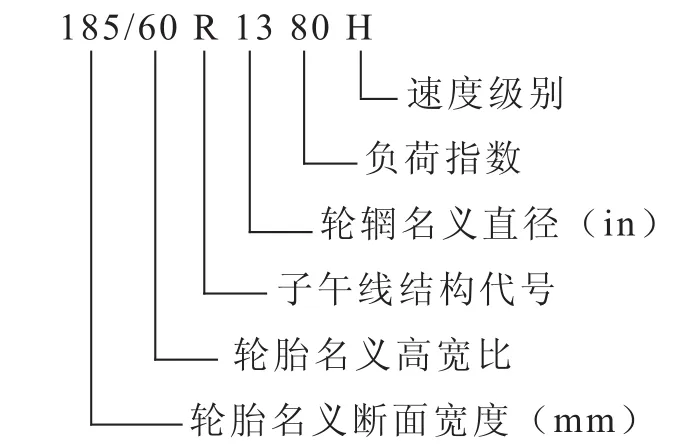
用國際標準表示輪胎規格時其內容相對較復雜,通常以輪胎斷面寬度(mm)、輪胎扁平率(%)、輪胎結構代號、輪輞名義直徑(in)四項為主表示。有些輪胎另外加注輪胎負荷指數和速度級別等代號。這種表示方法大都用于轎車子午線輪胎。標記示例如下:
(3)輪胎規格公制表示法
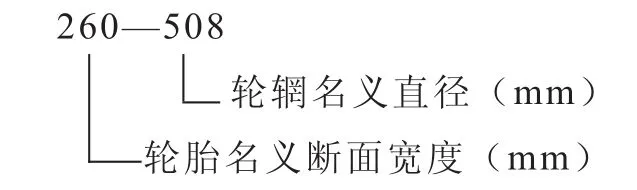
有的國家,如俄羅斯,輪胎規格采用公制表示法,例如:
1.2.2 輪胎胎側上的其他標記
每一條輪胎胎側上除標記有輪胎規格外,還標記有下列內容:
(1)制造廠名、國名、商標;
(2)最大負荷、充氣壓力;
(3)輪胎骨架材料、如全鋼子午線輪胎,則標記“ALL Steel”;
(4)無內胎輪胎標記“TUBELESS”,有內胎輪胎則無標記;
(5)輪胎層級,如14PR、16PR,意為14層級、16層級,但并非表示實際的輪胎胎體簾布層層數。轎車子午胎不標層級,層級主要標記在載重輪胎胎側上。字母PR為英文Ply Ratimg兩字字頭組成;
(6)使用條件,全天侯輪胎標記“ALL WEATH ER”,雪地輪胎標記“SNOW”,冬季輪胎標記“WINTER”;
(7)胎面花紋磨損后可以重新刻制花紋的標記“REGROOVABLE”;
(8)得到美國和加拿大運輸局認可的輪胎則標有“DOT”標記號。
此外,有的輪胎尚有生產編號、胎面磨耗標記位置和檢查標記等。有的也可以根據需要標記其他內容以指導用戶。
隨著技術的進步,歐盟、美日等國和地區先后出臺了“輪胎標簽法”,要求輪胎必須加貼標簽,內容包括燃油效率、滾動阻力、濕路面抓著力和滾動噪聲的等級。RFID電子標簽也可以將這些參數及其等級存儲。
從2016年7月1日起,我國輪胎產品開始實行輪胎身份證植入輪胎射頻識別(RFID)電子標簽,通過采集終端讀取有關數據,與管理軟件配合,實現對輪胎生命周期資料的記錄及追溯。
1.3 速度級別和負荷指數
1.3.1 速度級別
每一種規格的輪胎均有一個相應的速度級別,每個速度級別對應一個最高時速,如表1所示。但一般跑高速公路的轎車可選H級輪胎,一般選擇T級輪胎就已足夠。

表1 輪胎速度級別
1.3.2 負荷指數
汽車輪胎在用棉纖維作為骨架材料的年代,用簾布層數代表輪胎的負荷能力,后來又改用簾布層級來表示(層級和層數不是一個概念)。在新型高強度簾線不斷發展和應用的情況下,采用“負荷指數”取代“層級”的表示方法。國際標準將可以預見到的負荷量從小到大依次劃分為280個等級負荷指數,每個指數代表一級“輪胎負荷能力”,相鄰級的指數差級約3%。最低負荷指數為“O”,其相應負荷為45 kg(0.44 kN),最高負荷指數為279,其相應負荷為136 000 kg(1 334 kN)。
常用負荷指數及其對應的負荷量見表2。
2 輪胎基本結構
2.1 斜交輪胎基本結構
斜交輪胎者顧名思義是胎體簾布呈45°斜載后以交叉貼合的方式構成胎體受力骨架。斜交輪胎的基本結構如圖1~圖3所示。雙鋼絲圈的結構主要用于載重斜交輪胎,而單鋼絲圈的結構主要用于輕型斜交輪胎。斜交輪胎主要由胎面、胎側、緩沖層、胎體簾布層、內襯層、鋼絲圈等部件構成。這種輪胎由于胎體簾布層多,胎體厚實、堅固,胎側膠較厚不易損壞。鋼絲圈為方形,其三角膠較短,但起填充作用。斜交輪胎消耗原材料多,滾動阻力大,緩沖性能欠佳、耗油量多,不適合高速行駛。
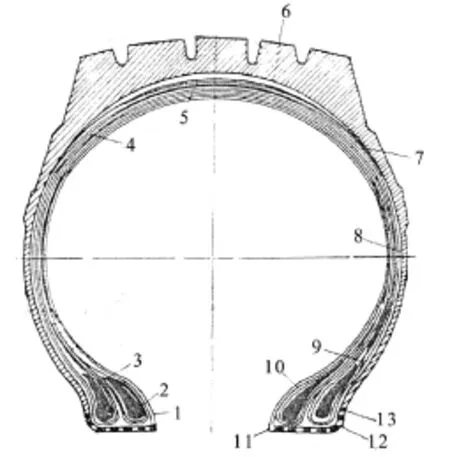
圖1 雙鋼絲圈斜交輪胎斷面圖
斜交輪胎的胎面花紋有普通花紋、混合花紋和越野花紋等,胎面花紋合理與否,同樣影響到行駛性能。

表2 常用輪胎負荷指數及其對應的負荷量
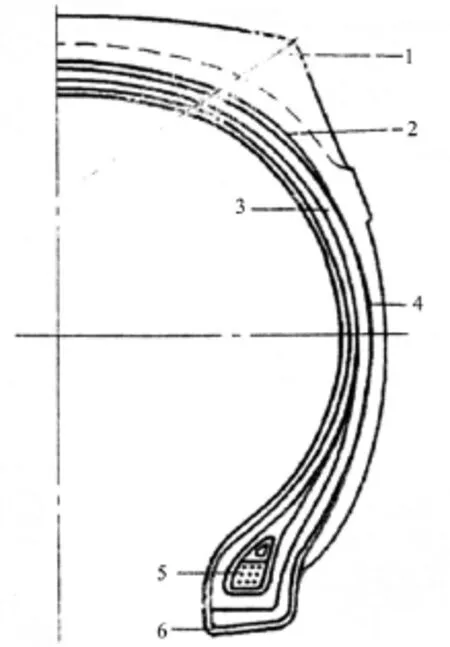
圖2 單鋼絲圈斜交輪胎斷面圖
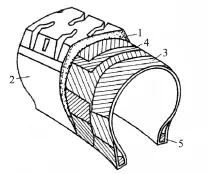
圖3 斜交輪胎剖面圖
斜交輪胎一般均為有內胎輪胎,內胎和車輛輪輞之間襯有墊帶以防內胎與輪輞之間產生摩擦而損壞內胎。
不論是斜交輪胎還是子午線輪胎,均與汽車輪軸上的輪輞配合使用,如圖4所示,通過氣門嘴向內胎充入壓縮空氣,充氣氣壓為0.3~0.6 MPa,視不同輪胎而定。在內胎充氣壓力作用下,將輪胎胎圈部位緊緊箍緊在輪輞上。
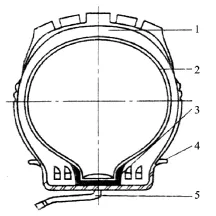
圖4 輪胎與汽車車軸上輪輞的裝配
斜交輪胎經歷了上百年的發展和使用歷史,為交通事業的發展作出了貢獻,然而我國從20世紀80年代開始,子午線輪胎在引進技術推動下,取得了意想不到的飛速發展,到2016年,除少數品種輪胎外,基本達到全面子午化,子午線輪胎產量達到5.65億條,而斜交輪胎產量僅為0.45億條。
2.2 子午線輪胎基本結構
子午線輪胎的子午線系指胎體簾線與輪胎胎冠中心線呈90°或接近90°排列,即胎體簾線呈子午向排列。輪胎胎體簾布上方有強度很高的鋼絲帶束層緊箍著胎體,因此子午線輪胎內壓對簾線產生的應力比對斜交輪胎胎體簾線的應力約低50%,從而可減少胎體簾布層數,且可降低滾動阻力20%~35%,節油5%~10%。載重子午線輪胎的帶束層承受輪胎總應力60%~75%,而斜交輪胎胎體簾布層承受總應力的80%~90%。子午線輪胎胎側徑向變形比普通結構斜交輪胎大25%~30%,側向剛性低10%~30%。胎側承受的最大應力比斜交輪胎高一倍。
圖5和圖6所示為子午線輪胎的解剖圖,圖6所示頂層帶束層兩邊增設了0°帶束層,其功能是當輪胎負載行駛時,帶束層的應力幾乎被完全消除,僅產生較小的變形,當沒有0°帶束層時,帶束層邊緣應力集中而產生變形。
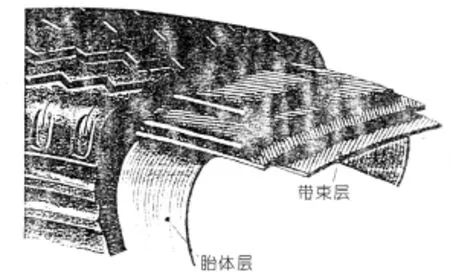
圖5 子午線輪胎剖面圖
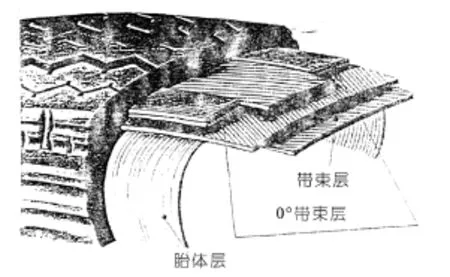
圖6 具有0°帶束層的子午線輪胎剖面圖
圖7所示為設有0°帶束層的有內胎全鋼載重子午線輪胎斷面圖。圖8所示為設有0°帶束層的無內胎全鋼載重子午線輪胎斷面圖。無內胎輪胎的內腔氣密層要求極高的氣密性,胎圈部位有15°的斜度,以便和輪輞配合靠內壓自行密封。0°帶束層技術源自意大利Pirelli公司。

圖7 帶0°帶束層的有內胎全鋼載重子午線輪胎斷面圖
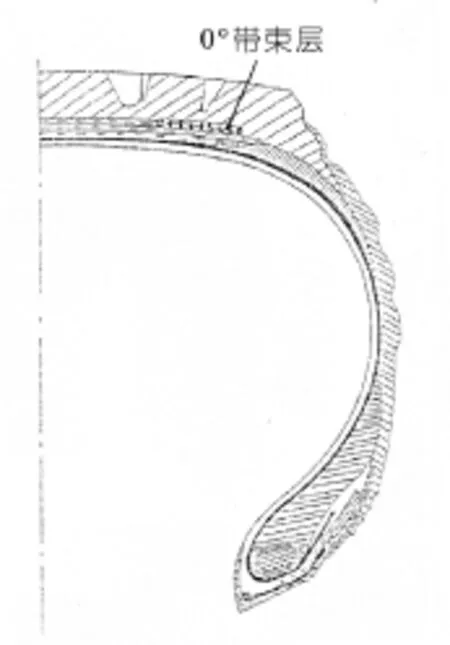
圖8 帶0°帶束層的無內胎全鋼載重子午線輪胎斷面圖
圖9所示為轎車子午線輪胎的斷面圖。圖10所示為全鋼載重子午線輪胎斷面圖。前者結構相對簡單一些,但行駛速度高、性能要求高、多年來追求扁平化。轎車子午線輪胎的扁平化,在高速行駛下有利于汽車的穩定性和乘坐的舒適性。
全鋼載重子午線輪胎的結構相對比較復雜,必須具備重載高速行駛性能。
子午線輪胎一般由胎體簾布層、內襯層、胎面、帶束層、胎側、鋼絲圈及其三角膠和一些小部件組成,轎車子午線輪胎的胎體簾布大多用尼龍簾布或聚酯簾布、芳綸簾布,帶束層則用鋼絲簾布,鋼絲圈則多用六角形,少有用方形的。對于全鋼載重子午線輪胎,胎體和帶束層均采用鋼絲簾布作為骨架材料。由于子午線輪胎的結構特點。六角形鋼絲圈的填充三角膠的高度比斜交輪胎的高很多,且由兩種膠料構成,以滿足其工作特點,胎面膠的不同部位據性能要求采用不同膠料構成,并在部分子午線輪胎生產中采用白炭黑作為填充劑,并正在研究試用石墨烯作為填充材料,以提高胎面的導電、導熱和機械性能。
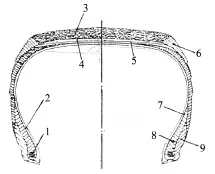
圖9 轎車子午線輪胎斷面圖

圖10 全鋼載重子午線輪胎斷面圖
2.3 胎面花紋
輪胎的胎面是輪胎使用膠料最多的地方,為提高輪胎行駛過程中對地面的抓著力,同時也可減少膠料的用量,在輪胎硫化過程中通過內壓作用硫化出與輪胎模型花紋相對應的胎面花紋。
早期的胎面花紋有普通花紋,如煙斗花紋(橫向花紋)、鋸齒形或波浪形花紋(縱向花紋);混合花紋及越野花紋。對于轎車子午線輪胎,宜考慮適于各種道路和氣候條件的全天侯花紋,同時考慮耐磨性能、排水性能、牽引性能和噪音等問題,以適應高速行駛的要求。
輪胎花紋設有磨損標志,當輪胎胎面花紋磨損到磨損標志時,必須換上新胎。磨損標志設在胎面基礎以上1~1.6 mm處。
有資料介紹,對于花紋溝的深度:普通花紋為9~10 mm,雪地花紋為14~15 mm(斜交輪胎),子午線輪胎為11~12 mm,高速輪胎花紋為7~8 mm。
3 輪胎生產工藝流程
汽車輪胎是由各種部件組合而成,首先要制備各種輪胎部件的膠料,然后利用具有不同特性的膠料與相關材料制成各種輪胎部件,將各種部件組合成型成胎坯,最后經過硫化制成成品輪胎。
不同結構的輪胎的生產工藝流程也不相同。
3.1 斜交輪胎的生產工藝流程
斜交輪胎的生產工藝流程如圖11所示,它由簾布壓延系統、胎面膠系統、鋼絲圈系統、成型硫化系統、內胎和墊帶系統等組成。
3.2 輕卡、轎車子午線輪胎生產工藝流程
輕卡、轎車子午線輪胎的生產工藝有二次法生產工藝和一次法生產工藝兩種。所謂二次法生產工藝和一次法生產工藝,其區別主要在于子午線輪胎的成型。二次法成型在兩臺機器上分別完成胎體組件成型和帶束層胎面組件成型,然后將胎體組件移至第二臺成型機的定型(成型)鼓上完成組合成型。在部件制備和膠料加工、輪胎硫化方面,二次法和一次法沒有什么差異。
輕卡、轎車子午線輪胎二次法生產工藝流程和一次法生產工藝流程分別見圖12和圖13。
3.3 全鋼載重子午線輪胎生產工藝流程
全鋼載重子午線輪胎生產工藝同樣有二次法和一次法兩種生產工藝,但二次法生產工藝僅在少數引進國外二次法生產工藝的企業使用,沒有消化吸收和推廣使用,我國消化吸收和推廣使用的是一次法生產工藝,開發的成型機是二鼓、三鼓和四鼓全鋼載重子午線輪胎一次法成型機。
圖14和圖15所示為兩種一次法成型全鋼載重子午線輪胎的生產工藝流程,其區別是圖14所示的流程中具有0°帶束層(參見圖7),這是意大利Pirelli的工藝技術,而圖15所示則沒有0°帶束層,其他工藝流程基本一樣。
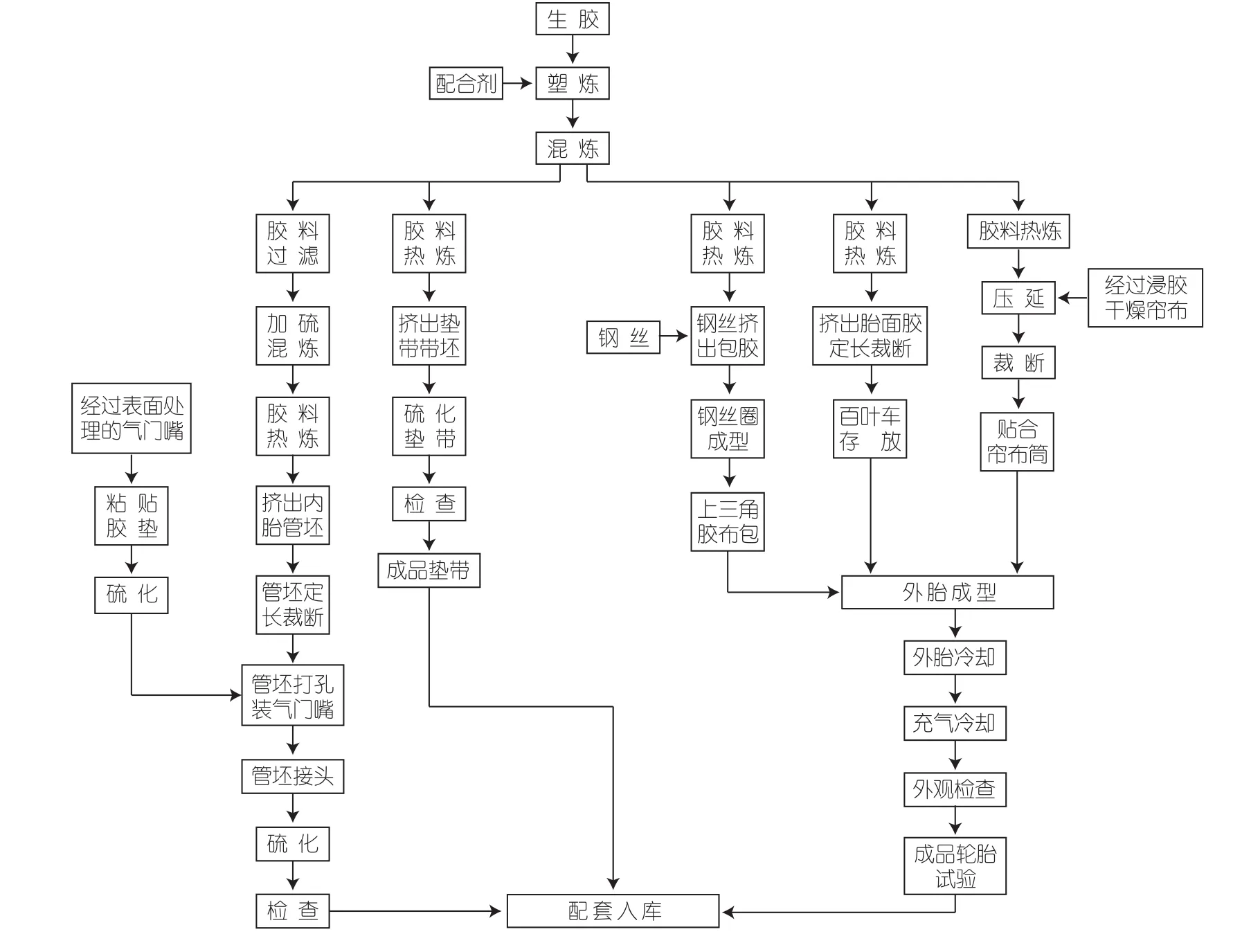
圖11 斜交輪胎生產工藝流程

圖12 二次法成型輕卡、轎車子午線輪胎生產工藝流程
圖13 一次法成型輕卡、轎車子午線輪胎生產工藝流程
圖14 一次法成型全鋼載重子午線輪胎生產工藝流程(一)
圖15 一次法成型全鋼載重子午線輪胎生產工藝流程(二)
猜你喜歡
中學生數理化·自主招生(2024年6期)2024-06-24 11:15:29
中學生數理化(高中版.高考理化)(2022年4期)2022-05-25 13:05:50
昆鋼科技(2021年2期)2021-07-22 07:47:04
昆鋼科技(2021年1期)2021-04-13 07:54:52
中學生數理化(高中版.高考數學)(2020年2期)2020-04-21 07:51:18
中學生數理化·高一版(2020年2期)2020-04-21 07:42:50
當代化工研究(2016年7期)2016-03-20 16:21:56
求學·理科版(2016年1期)2016-02-29 15:34:46
現代制造技術與裝備(2015年4期)2015-12-23 10:20:22
湖南安全與防災(2014年5期)2014-02-27 14:01:38
