班組長的生產過程控制
2018-09-05 08:47:52單曉敬
上海包裝 2018年8期
■ 單曉敬
為確保生產過程處于受控狀態,對直接或間接影響產品質量的生產、安裝和服務過程所采取的作業技術和生產過程的分析,診斷和監控,稱之為生產過程控制。其作用在于對生產過程的質量控制進行系統安排,對直接或間接影響過程質量的因素進行重點控制并制定實施控制計劃,確保過程質量。那么,班組長在生產過程控制方面應做哪些事情呢?

物資控制、可追溯性和標識
(一)物資控制:
(二)可追溯性:
追溯所考慮對象的歷史、應用情況或所處場所的能力。包括以下三種主要含意:
1.就產品而言,包括原材料和零部件的來源,產品的生產歷史,產品出廠后的分布及位置。
2.就測量而言,是指測量設備和國家或國際標準,基本物理常數或特性參考物質的關系。
3.就信息收集而言,是指質量環節全過程中產生的統計數據,有時要追溯到對實體的質量要求。
(三)標識:
對原輔材料、零配件,以及生產過程的在制品,成品標明名稱、規格、數量、生產者、生產日期以及質量狀態,便于區分,防止誤用、誤送的標記,以確保物資標識和驗證狀態的可追溯性。
1.標識方法:產品本身的特性標識;產品的檢驗和試驗狀態;唯一性的記錄。
2.標識目的:防止混淆或誤用;保持可追溯性。
3.標識時機:需要時標識產品;根據測量結果標識產品狀態;有追溯要求時用記錄。
管理案例:
某印刷包裝公司近來客戶投訴頻繁,一個月內因用錯紙張、印版造成的退貨已經超過10起,因標識不清造成的誤用錯用已達20次,更搞笑的是類似的問題仍然在發生,并且無法追溯。管理者無奈對員工訓斥:“你們是虛心接受,堅決不改啊!”
案例分析:
問題1.印刷車間如何做好物資控制?
對印刷所使用的紙張、印版、油墨等物資,要根據不同的客戶要求和印刷品特點確定使用標準,然后加以標識,并在生產流程單或作業指導書等工藝文件里注明,使用前印刷工要事先確認,然后經過班組長再次確認,并予以簽字,方可使用。
問題2.如何正確標識產品?
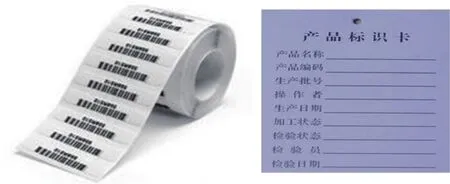
案例中發生物資誤用、錯用,成品誤送是標識不清的問題,換言之,是物資在投放使用前,成品入庫前沒有正確標識,錯標或者漏標所致。正確的標識,紙張、在制品、印刷成品應該標明訂單編號、印刷品名、定量、長×寬、數量、產地、生產者、生產日期、質量狀態;印版應該標明印版編號、板材產地、制版方式、制版人、紙板日期、使用機臺、印次。標識要填寫規范,字跡工整、清楚,牢固張貼在物資或產品正面不易被刮擦的位置。現在有些企業采用條碼和電子標簽保證了標識的唯一性和完整性。右圖是三種不同標識:

三種不同的標識
問題3.如何確保可追溯性?
完整填寫并正確張貼標識,工藝文件、記錄詳實,無遺漏可追溯信息,并得到妥善保存。
管理提示:
1.班組長教育員工嚴格執行“ISO9001質量管理體系7.5.3標識和可追溯性”標準。
2.班組長要確保標識、工藝文件、記錄受控。
設備的管控與維護
(一)設備的管控:對影響產品質量特性的設備工具、計量器具等作出相應規定,在使用前均應驗證其精確度,在兩次使用間合理存放和防護,并定期驗證和再校準。
1.設備采購:因生產或其他需要,增添或更新設備時,由采購部填寫“采購申請單”報總經理批準后實施采購。下表為采購申請單:

XXX公司采購申請單
2.設備驗收:購進的生產設備,設備部要會開箱查驗,按照開箱單核對附件和技術資料、說明書是否齊全,設備外表是否完好。經開箱檢驗無誤的生產設備,設備部必須填寫“設備開箱、安裝、移交、驗收單”,并存檔。設備部對已安裝調試好的設備,對照該設備技術文件的規定要求組織品質部進行驗證。驗證合格的設備,設備部、品質部應對照技術文件填寫驗收合格單及有關記錄。驗收不合格的生產設備,采購部負責與供應商聯系退貨或更換。下表為設備開箱、安裝、移交、驗收單:

設備開箱、安裝、移交、驗收單
3.設備臺賬:設備部應建立公司設備臺帳和主要生產設備檔案,統一編號并作狀態標識。
①設備編號:設備統一編號,登記順序號用3位數字表示,設備分類代號用設備名稱的首個大寫字母標識,每種歸類設備從001開始的順序編號,以便進行該設備的統計臺數;設備的附件和附屬設備,歸入主機設備;每臺設備在設備明顯位置裝訂編號牌。
②建檔:主要設備應建立檔案,保存好使用說明書、合格證、備件清單、安裝圖紙、電氣原理圖、開箱驗收單,以及安裝調試移交、保養、維修、事故處理、檢測、封存、報廢等原始記錄。
③狀態標識:根據設備檢查評定結果,分別給予標識設備完好程度的狀態標牌:“完好”、“待修”、“封存”。
4.設備操作規程:設備部門會同設備使用部門制定安全操作規程,并張掛在設備近處。操作人員應嚴格按安全操作規程操作。特殊工種,如:電工、司爐工、駕駛員、檢驗員、叉車工等經培訓考試合格后,持證上崗。
5.設備報廢:設備損壞嚴重又無修理價值,由使用部門將設備狀態及申請報廢原因書面報告給設備部,由設備部審核后報總經理批準予以報廢。
6.設備故障處理:設備事故是指違反操作規程,超負荷運轉,工藝不合理和維護保養不當等原因造成設備停機或功能下降、損壞設備的事實。發生設備事障,使用者應立即報告設備部,并保護現場,由設備部組織有關人員進行調查和排除,并將發生原因和修理結果予以記錄,必要時書面上報總經理。
7.設備的完好檢查:由設備部對各機臺功能進行檢查,并記錄在《設備完好檢查表》上。下表為設備完好檢查表:

設備完好檢查表
8.設備的封存:長期停用的設備,應拆斷電源并作好防銹、防水、防塵的封存處理。
9.備品備件的管理:根據產品質量特性的要求和設備工藝要求,生產部在執行工藝規程的同時,應考慮備品備件的質量狀態。備品備件倉庫應建立“備品備件管理臺帳”;備品備件應按用途分類定架、定位保管,在架位上作名稱、編號的標識并在“備品備件管理臺帳”上記錄一致的架號和位號;備品備件領用時,各部門應開具“領料單”,備件倉庫作相應的記錄。
10.特種設備管理:印刷包裝企業使用的鍋爐、貨運電梯、叉車、空壓機、儲氣罐等都屬于特種設備。根據國家《特種設備安全監察條例》規定,安裝、拆卸、維修、操作特種設備必須具有安全管理部門、質量技術監督局培訓合格后頒發的有關證書;日常管理要制定特種設備管理制度,專人負責日常監督管理;特種設備每年必須由國家認可的專業檢測機構檢測一次,并出具檢測報告。
(二)設備維護:制定預防性設備維修計劃,保證設備的精度和生產能力,以確保持續的過程能力。
1.設備保養的主要內容:①日常保養,每日和周未進行保養。內容是:清潔、潤滑、緊固和檢驗零件。設備使用者按設備部制定的“設備維修保養計劃表”作好維護保養;
2.設備保養計劃:設備部每年初根據設備的使用狀況和印刷包裝企業的淡季時間,編制《設備保養計劃表》(見下表)上報,經主管領導審批后實施。
3.設備維修:設備在使用中發現功能下降或運行中出現故障無法達到工藝質量要求時,使用者應立即停機檢查,并通知設備部修理,并填寫《設備請修表》。
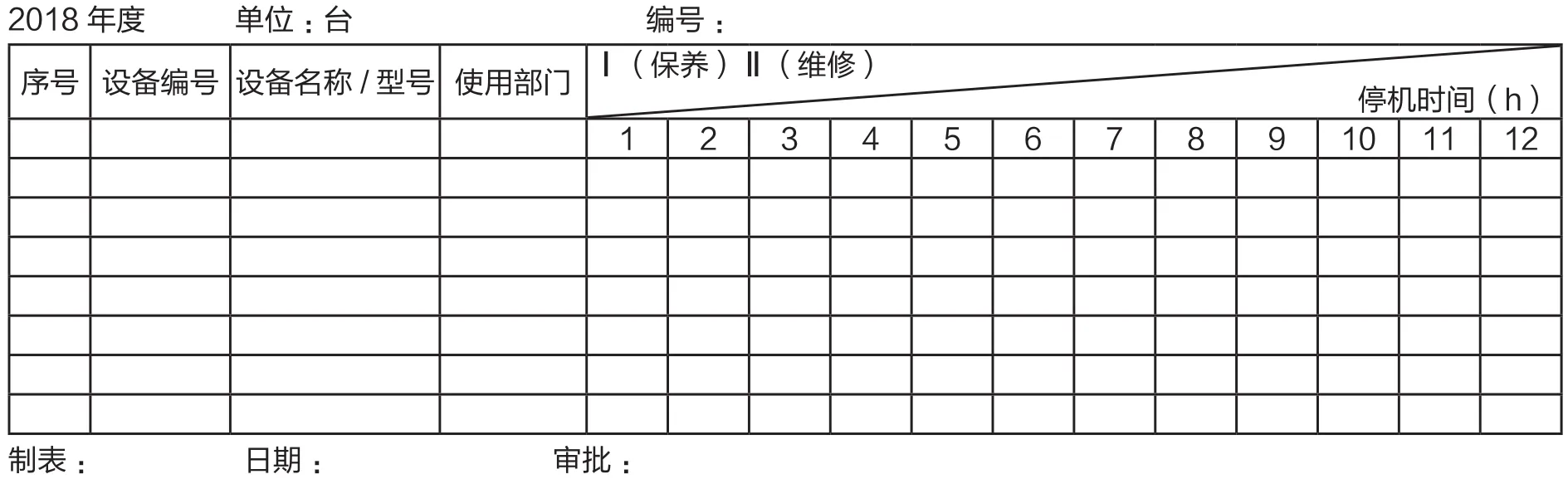
設備維護保養計劃表

設備請修表
4.設備點檢與監督:設備部根據年度設備維護保養計劃,編制《設備日常點檢表》,由設備使用人根據點檢內容進行日常維護保養。設備部定期檢查,并將檢查情況填寫到《設備日常點檢表》上,對點檢不到位或未點檢者予以處理。下表為印刷機日常點檢表:
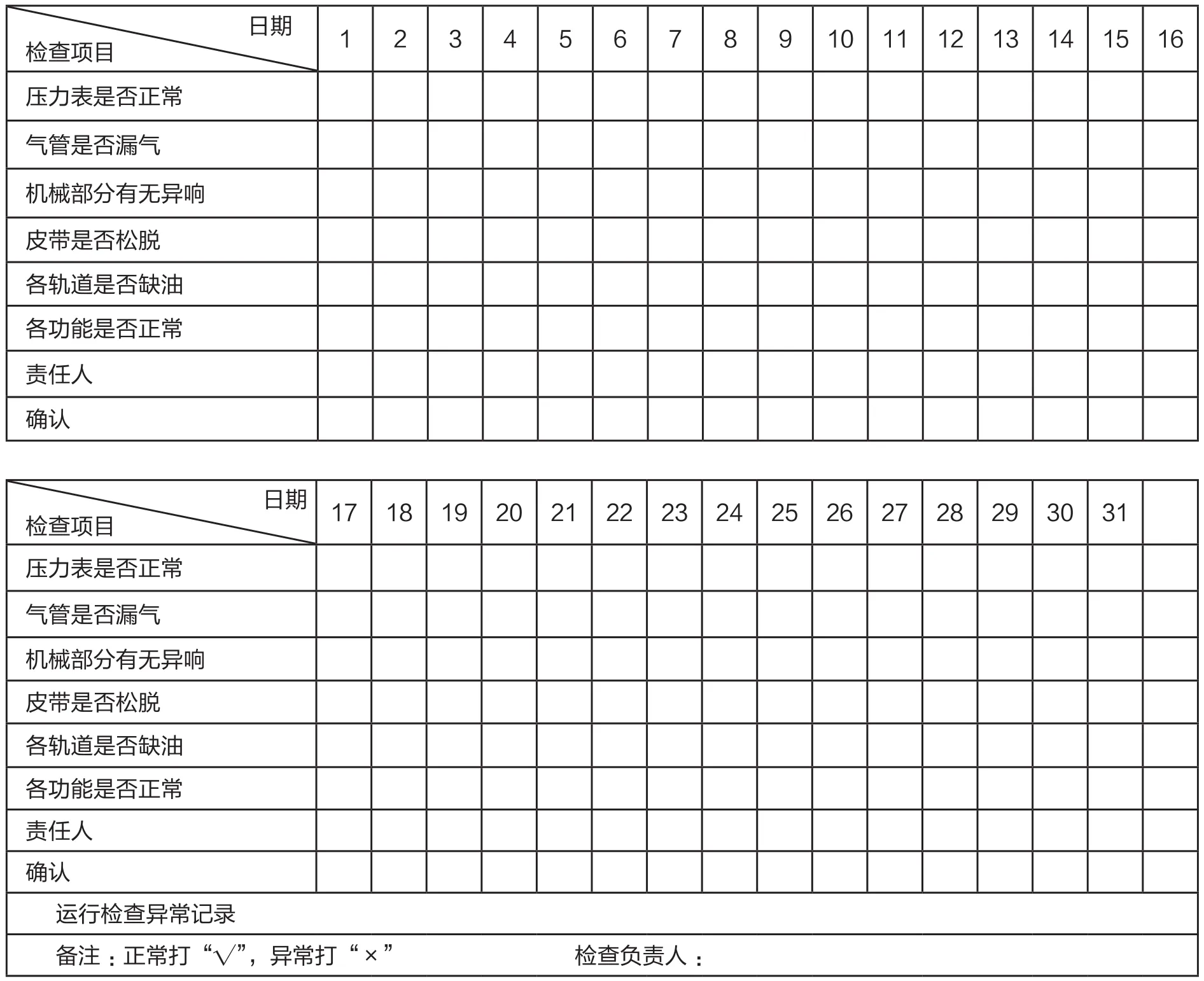
印刷機日常點檢表
(三)管理職責
1.設備部、品質部負責工藝裝備和生產設備的選型、審核并參加設備的驗證工作。
2.設備部負責設備的驗收、安裝與調試、移交、啟用和管理,負責備品備件的歸口管理。3.生產部門負責生產設備、備品備件的使用,維護與保養。
4.采購部負責生產設備的購置。
5.總經理負責對生產設備的更新改造、報廢、購置新設備的審批。
管理案例:
某印刷包裝公司旺季生產忙,員工無暇保養設備,淡季有時間員工也不保養設備,“小車不倒只管推”, 設備出了故障只能停產待修,機修工忙得不可開交,印刷機尚未修好,瓦楞機又“病”了,當機修工有幸“臨床”了,配件倉庫不是缺軸承,就是少螺絲,真是無奈至極。更糟糕的是有些設備發生故障,需要查找設備的說明書、圖紙,卻難尋蹤影。
案例分析:
問題1.班組長在設備管理管控和維護保養方面應負什么責任?
案例中某印刷包裝公司之所以設備故障頻繁,停機次數增加,為了完成任務,不得不加班加點,班組長根本不知道欲實現班組目標,除了加強人員、物資、工藝、現場、質量管理控制外,還不能忽視設備的管控。工藝善其事,必先利其器。設備正常是確保生產任務達成的必備條件之一。在設備管控方面班組長負有如下責任:帶領班組成員執行設備管理制度;監督員工維護保養設備;培訓員工設備的維護保養知識;落實設備管理的獎懲。
問題2.維修與修理有哪些區別?
維修,顧名思義就是維護保養與修理工作的總和。維護是指將可能影響設備功能缺損的因素排除掉,保障設備正常功能的方法;保養是降低設備疲勞,延長使用壽命的養護措施;修理是恢復設備功能的技術手段。
顯然維修包括修理,維修是預先對設備進行維護保養,當設備因自身質量問題或超期服役出現故障時才實施技術手段恢復其功能。“維修”以維護保養為主,修理為輔;“修理”只對設備功能缺陷進行恢復,設備故障前不做維護保養是被動的。
問題3.設備維護保養是誰的事?
設備是企業和員工共同賺錢的工具,它由企業出資購買,員工使用,設備性能良好,故障率為零,才能創造更多的價值,企業和員工才能雙贏。設備耐用性由制造商的選材和工藝決定,故障率的高低由操作者日常的維護保養決定。顯然除了設備的質量問題以外,操作者對設備的日常維護保養是十分重要的。為了增加收入,員工把“賺錢工具”維護保養好是為自己服務,也是天經地義的,更何況歷來設備管理就是“誰使用誰保養”,因此,把日常的設備維護保養責任推卸給維修人員是不對的。
管理提示:
1.經常清理設備灰塵,搞好潤滑,緊固螺絲。
2.制定對策,防止灰塵,油泥污染,改進難以清理部位的狀況,減少清潔困難。
3.請求設備部支援,逐臺設備,逐點建立合理的清潔潤滑標準。
4.制定檢查手冊,由班組長引導班組成員進行各項檢查。
5.建立自檢標準,按照自檢表進行檢查,并參考設備管理部門的點檢表,改進班組的自檢標準。樹立新目標和設備部確定不同檢查范疇的界限,避免重疊和責任不明;
6.制定各個工作場所的標準,如清潔潤滑標準,現場清潔標準,數據記錄標準,工具、部件保養標準等等。
7.班組長組織班組成員學習設備原理和構造,自動、自主參與維修。員工達到自覺,自主熟練維修的程度,可以增強員工的自信心和有成就感。
生產關鍵過程控制管理
(一)何為關鍵過程?對形成產品質量起決定作用的過程。一般包括形成關鍵、重要特性的過程;加工難度大、質量不穩定且易造成重大經濟損失的過程。這里的“決定作用”是指產品形成過程中,對產品固有特性的形成最有影響的作用。如果起決定作用的過程未得到正確控制,將導致不可承受的風險。(二)關鍵過程的識別:一要從產品的特性角度方面理解,弄清關鍵過程和與其有關的關鍵特性、重要特性、關鍵件、重要件之間的邏輯關系,從而使別關鍵件、重要件的關鍵特性或重要特性的形成過程。二是從加工過程方面理解,即從加工難度大、質量不穩定、易造成重大經濟損失的其他過程中進行識別。下圖為關鍵過程輸入識別:

關鍵過程輸入識別
(三)關鍵過程的控制:
①關鍵過程的操作人員和檢驗員,都應持《培訓合格證》上崗從事作業活動。
②設計圖紙、工藝文件、作業指導書和檢驗規范的適用性經過審批。在這些文件上加蓋“關鍵過程”標記,嚴格控制其更改。
③加工設備和工藝裝備應經鑒定合格并予以認可,檢測設備應經檢定合格并予以認可。
④加工用的原輔材料和耗材應經檢驗或驗證合格。
⑤加工環境應符合要求。
⑥在關鍵過程,生產現場的醒目處放置“關鍵過程”標牌,調控制點,加嚴控制。
⑦實行“三定”,即定作業人員、定所用設備、定作業方法。
⑧對產品的質量特性,進行監視和測量,實施首檢、全檢。
⑨應用統計技術,例如控制圖。
⑩如果關鍵過程的加工質量不合格,應立即進行評審和處理,并分析原因,采取糾正措施。
管理案例:
華西印刷公司產品質量不穩定,經常出現印刷色差、套印不準的質量瑕疵,生產經理召集車間主任和班組長探討如何提升印刷質量的問題,分析來分析去,他們認為員工的技術與其個人素質、嫻熟程度、工作態度有密切關系,是造成色差和套印不準的關鍵因素,這些因素受喜怒哀樂的影響,是不可控的,也是最難控制的。
于是他們決定把印刷工序列為關鍵工序管控。從員工的培訓持證上崗,到原輔材料的規定和確認,以及首件檢驗,就差沒全部檢驗了。從生產經理到車間主任、班組長,大小領導忙的不亦樂乎,可是印刷出的產品依然如故。究竟是何原因?他們百思不解,一籌莫展。一個印刷工忍不住了:“我反應過多次油墨質量太差,膠印機印版輥筒軸承異響該更換了,那個領導當回事?”
“不錯是這樣!”印刷班長如夢方醒,“我們都錯了。”
案例分析:
問題1.關鍵過程識別的有哪些要點?
華西印刷公司關鍵過程控制無果,關鍵未解決油墨和軸承的問題,當然他們對關鍵過程的識別也不準確,他們沒有抓住“加工難度大、質量不穩定、易造成重大經濟損失的過程”這三個識別的要點。對印刷品質量的影響不僅僅是人員技術、設備、原材料的問題,紙張的印刷適性,印版設計和曬制的過程都有極大的影響。單純分析色差和套印不準的問題,假如印刷機和油墨都符合印刷要求,那有可能與網線的設計角度,印版的拼曬,紙張的白度、Ph值有關。
問題2.關鍵過程管控應注意哪些問題?
關鍵過程得到準確識別之后,要從人、機、料、法、環、測幾個方面全面管控,不能顧此失彼。避免忽視關鍵特性、重要特性形成的過程;避免關鍵過程寬泛;避免忽視對關鍵、重要外協和外購料件的入廠驗收過程。下圖為關鍵過程管控流程圖:
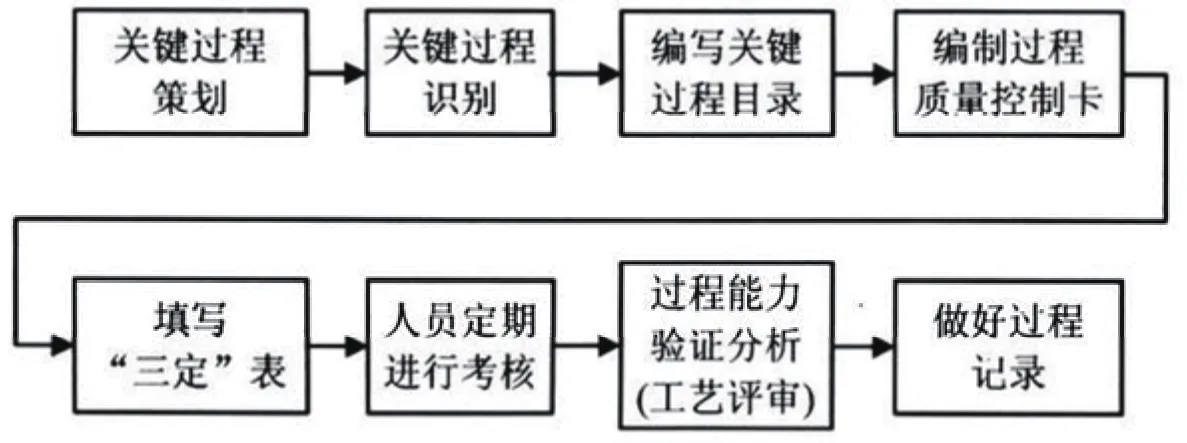
關鍵過程管控流程圖
管理提示:
1.加工難的過程是指那些技術要求高,且加工困難的過程
2.質量不穩定的過程是指那些類似產品在加工時,經常出現質量問題造成產品質量波動的過程。
3.易造成重大經濟損失的過程,是指產品報廢、返工后經濟損失重大或加工周期長,報廢、返工會使產品周期受到嚴重影響的過程。
4.關鍵過程不是獨立的過程,與之相關的子過程有幾個或多個,子過程里面可能還有子過程。
猜你喜歡
中國特種設備安全(2022年6期)2022-09-20 02:52:28
中學生數理化·八年級物理人教版(2021年12期)2021-12-31 03:23:08
中學生數理化(高中版.高考理化)(2021年6期)2021-07-28 06:21:04
中學生數理化·中考版(2020年10期)2020-11-27 01:59:48
中國生殖健康(2019年2期)2019-08-23 08:12:08
電子制作(2018年11期)2018-08-04 03:26:08
工業設計(2016年12期)2016-04-16 02:52:00
汽車觀察(2016年3期)2016-02-28 13:16:26
消費者報道(2014年7期)2014-07-31 11:23:57
NBA特刊(2014年7期)2014-04-29 00:44:03
