不銹鋼荒管內(nèi)壁精整加工裝置設(shè)計與實驗研究
2018-09-17 09:27:02侯志燕楊勝強王會芝
機械設(shè)計與制造 2018年9期
侯志燕 ,楊勝強 ,王會芝
(1.太原理工大學 機械工程學院,山西 太原 030024;2.精密加工山西省重點實驗室,山西 太原 030024)
1 引言
山西太鋼不銹鋼股份有限公司所屬鋼管公司擁有目前世界上規(guī)模最大的不銹鋼無縫鋼管生產(chǎn)線,其鋼管熱擠壓機是目前全國規(guī)模最大的擠壓設(shè)備,年過鋼量為32770t,擠壓產(chǎn)品共27200t,其中荒管為22200 t,成品管為5000t[1]。荒管主要生產(chǎn)工藝流程為:管坯—環(huán)形爐預熱—感應爐加熱—擴孔機—擠壓機—冷卻—荒管—精整—檢驗—包裝入庫。由于受諸如管坯加熱溫度及速度、坯料與擠壓筒的間隙及模具設(shè)計中模角、工作帶長度和直徑等因素的影響,荒管表面易產(chǎn)生一些劃傷、毛刺、麻面、起皮等缺陷,這些缺陷在后續(xù)加工過程中不斷地加重,勢必降低鋼管不銹性和耐蝕性,嚴重地導致整批報廢[2]。不銹鋼荒管檢驗標準中規(guī)定:荒管內(nèi)外表面應光滑平整,表面不得有異物,如果出現(xiàn)表面缺陷,必須修磨,進行精整加工,來提高荒管成材率。
由于太鋼生產(chǎn)的荒管規(guī)格多為細長、小孔徑的管件,屬于小直徑內(nèi)管深孔精整加工,加工難度較大。對這種細而長的荒管內(nèi)壁,常用人工布輥和砂輪修磨的辦法,其工廠里的工人把砂輪固定在細長桿的一端,再把細長桿和砂輪放到管內(nèi),然后通過目測確定缺陷的位置后,移動細長桿至缺陷位置,給砂輪通電后去除表面缺陷。這種方法勞動強度高,用力不均會造成荒管“多角”、“拋焦”、“不圓”等缺陷,加工的質(zhì)量和效率完全取決于工人的技術(shù)水平,存在質(zhì)量不穩(wěn)定和效率低等問題。為此,設(shè)計出一套結(jié)構(gòu)簡單、拆裝方便、高效的荒管內(nèi)壁精整加工裝置,該裝置適用于細長荒管內(nèi)壁精整加工,提高了荒管表面質(zhì)量,且加工具有穩(wěn)定性、靈活性、經(jīng)濟性。
2 精整加工裝置組成及工作原理
為滿足裝置可以在不銹鋼荒管內(nèi)進退自如,且能夠適應荒管因內(nèi)部缺陷引起的管徑變化,同時能夠高速旋轉(zhuǎn),帶動加工部分去除表面缺陷,完成精整加工,因此設(shè)計確定了裝置三大部分:(1)電機和軟軸等組成的動力輸出部分;(2)磨具導軌旋轉(zhuǎn)體、浮動塊和油石條等組成的珩磨頭部分;(3)驅(qū)動輪和支撐輪等組成的進給支撐部分,如圖1所示。加工時,啟動電機,電機軸通過軟軸驅(qū)動整個裝置旋轉(zhuǎn),由于驅(qū)動輪軸線和管道軸線有一定的夾角θ,驅(qū)使驅(qū)動輪沿管壁做螺旋運動,拖動軟軸前行,進而實現(xiàn)精整加工裝置的前進,同時浮動塊在離心力的作用下沿著磨具導軌旋轉(zhuǎn)體的滑動槽徑向移動,浮動塊被甩出,由于工件內(nèi)壁的限制,固定在浮動塊的油石條與工件內(nèi)表面接觸,在一定壓力作用下,產(chǎn)生摩擦運動,固定在浮動塊的油石條緊貼管內(nèi)壁做磨削運動,從而實現(xiàn)對荒管內(nèi)壁的精整加工。改變電機工作電流的方向,可改變電機軸的旋轉(zhuǎn)方向,實現(xiàn)裝置進退自如,從而完成整個荒管內(nèi)壁的精整加工[3]。
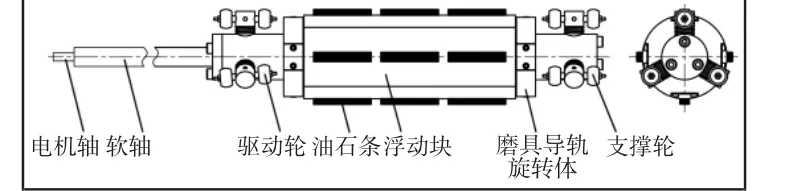
圖1 精整加工裝置示意圖Fig.1 Diagram of the Finishing Device
3 精整加工裝置組成各部分結(jié)構(gòu)特點
3.1 動力輸出部分
由于裝置是針對內(nèi)徑為φ55的細長荒管設(shè)計,驅(qū)動電機若要進入到管內(nèi),只能選擇微小電機,但考慮到微小電機的功率達不到要求,所以決定采用電機置于外部,通過軟軸驅(qū)動裝置在管內(nèi)前進的方式。動力由電機輸出,由柔性軟軸傳遞動力。電機和軟軸的連接,如圖2所示。連接件通過鍵和電機軸連接,連接件內(nèi)開有方孔,與軟軸方頭固定,法蘭盤與電機端面固定,起連接并固定軟軸和電機軸的作用。金屬軟軸是由內(nèi)部傳遞動力的柔性軸及外表面數(shù)層金屬鋼絲包裹而成[4]。金屬軟軸內(nèi)柔性軸通過旋轉(zhuǎn)來傳遞動力,而軟軸的外表面包裹層是相對靜止的。因此金屬軟軸傳遞動力平穩(wěn),不會產(chǎn)生任何振動和離心力。另外,由于軟軸具有非直線或非同一平面?zhèn)鲃犹匦裕攤鲃娱L度為幾米到十幾米時,還能滿足工作轉(zhuǎn)速接近于額定轉(zhuǎn)速,能夠遠距離傳遞回轉(zhuǎn)運動,因此軟軸能自主適應管道形狀的變化,帶動加工部件順利完成精整加工。
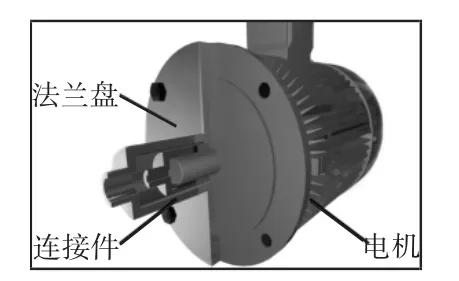
圖2 動力輸出部分Fig.2 The Power Output Section
3.2 珩磨頭部分
在傳統(tǒng)的珩磨加工中,珩磨頭的徑向進給靠脹縮機構(gòu)來實現(xiàn)[5]。而該珩磨頭是利用離心力自動調(diào)節(jié)徑向進給[6],結(jié)構(gòu)極其簡單,整個珩磨頭由磨具導軌旋轉(zhuǎn)體、浮動塊、擋板、螺釘和油石條等組成。其中磨具導軌旋轉(zhuǎn)體和浮動塊是整個珩磨頭的重要零件,三維模型,如圖3、圖4所示。磨具導軌旋轉(zhuǎn)體呈階梯狀,中間芯軸上沿圓周方向可以支撐四瓣浮動塊,左右兩個圓盤上沿圓周方向均勻分布著四組滑動槽,分別與四瓣浮動塊左右兩側(cè)突出的鍵配合,起導向作用。浮動塊呈扇形狀,每瓣上沿軸向分布著三個固定油石條的方槽,依次裝上油石條。四瓣浮動塊通過兩端突出的鍵可以在磨具導軌旋轉(zhuǎn)體的滑動槽內(nèi)自由滑動,固定在浮動塊槽中的油石條隨之作徑向滑動,實現(xiàn)了油石條的浮動和磨削直徑的自動調(diào)節(jié)。為防止浮動塊在沒有內(nèi)壁的約束下飛離珩磨頭,在滑動槽的外側(cè)開方槽,與擋板用螺釘連接。由于油石條固定在浮動塊上并和其一起做離心運動,大大增加了做離心運動的質(zhì)量,從而大大增加了離心力和油石條對荒管內(nèi)壁的壓力,進而增加了油石條對荒管內(nèi)壁的磨削力。

圖3 磨具導軌旋轉(zhuǎn)體三維模型圖Fig.3 3D Model of the Abrasive Guide Revolver

圖4 浮動塊三維模型圖Fig..4 3D Model of the Slider
3.3 進給支撐部分
進給支撐部分采用輪式螺旋驅(qū)動方式[7],主要由驅(qū)動輪、支撐輪、輪軸、驅(qū)動輪桿、支撐輪桿、壓縮彈簧等組成。為保證該裝置穩(wěn)定自如在管內(nèi)行走,驅(qū)動輪和支撐輪沿圓周方向均勻分布3組,分別通過驅(qū)動輪桿和支撐輪桿安裝在磨具導軌旋轉(zhuǎn)體左右兩端的輪桿導向孔中,其中支撐輪的軸線與管道軸線平行,起支撐導向作用,驅(qū)動輪軸線與管道軸線呈一定的傾斜角θ,可以將旋轉(zhuǎn)運動直接轉(zhuǎn)換為直線運動[8]。當電機輸出轉(zhuǎn)矩通過軟軸傳遞給驅(qū)動輪后,在軸線方向上產(chǎn)生的分力為裝置提供了沿管道軸線前進或后退的動力。驅(qū)動輪與管壁的正壓力越大,則驅(qū)動輪產(chǎn)生的驅(qū)動力越大。此外,六個輪桿上均裝有壓縮彈簧,在彈簧的作用下壓緊在管壁上,可以使自給裝置獲得更加穩(wěn)定的驅(qū)動力,使裝置進退自如[9]。
4 精整加工裝置結(jié)構(gòu)參數(shù)仿真分析
當電機轉(zhuǎn)速一定時,精整加工裝置之所以能在管道中以穩(wěn)定的速度行走,驅(qū)動輪軸線和管道軸線的夾角、驅(qū)動輪桿上的壓縮彈簧的預壓力對裝置移動速度、牽引力及油石條磨削力等有著直接的影響。因此利用UG建立裝置模型,導入ADAMS軟件對裝置的結(jié)構(gòu)參數(shù)進行仿真分析,最終確定合適的θ角和彈簧預壓力的值,為下一步制作樣機提供了依據(jù)[10]。導入ADAMS中賦予材料屬性、添加約束后的模型,如圖5所示。

圖5 不銹鋼荒管內(nèi)壁精整加工裝置模型Fig.5 3D Model for Finishing Machining Device of Semi-Finished Stainless Steel Tube
4.1 驅(qū)動輪軸線和管道軸線的夾角對牽引力的影響
當電機的輸出力矩一定時,驅(qū)動輪軸線和管道軸線的夾角θ越大,牽引力越小,裝置的移動速度越大,從而使同一表面加工時間變短,造成加工效果不明顯,因此θ應盡量小,通過仿真得出為彈簧預壓力為一定時,θ分別為 1°、2°、3°、4°、5°時牽引力隨角度的變化情況,得出當θ角從1°變化到5°時,牽引的大小從27.351N變?yōu)?3.835N。θ角為1°時,牽引力隨時間的變化,如圖6所示。考慮到加工工藝的限制,在滿足裝置的移動速度的前提下選擇θ角度值為1°。
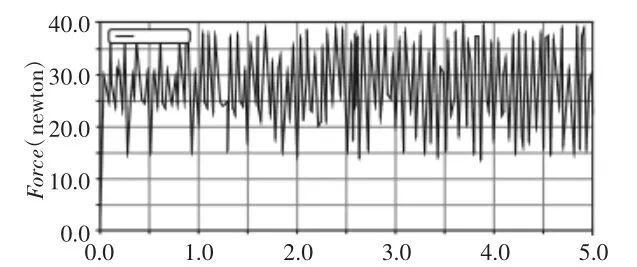
圖6 牽引力隨時間的變化曲線Fig.6 Change Curve of Traction Along with the Time
4.2 輪桿上彈簧的預壓力對牽引力的影響
由理論分析可知,彈簧預壓力增加,會使輪子和管內(nèi)壁的摩擦力增加,從而使裝置前進時電機所做的功增加,當彈簧預壓力增加到一定值時,加工裝置將會由于輪子和管壁的摩擦力太大而導致電機不能帶動裝置前進,影響加工效率。因此選擇彈簧時預壓力不能過大,以滿足輪子不打滑為好。由仿真得出六個輪腿上的彈簧預壓力分別為150N、100N、50N時,牽引力的大小分別為second、three、four曲線,如圖7所示。由圖7得出彈簧預壓力變小時,牽引力變大,裝置的移動速度越小,從而使同一表面加工時間變長,有利于荒管內(nèi)壁的加工,當彈簧預壓力為50N時,由仿真可知,輪子的角加速度為0,因此輪子勻速轉(zhuǎn)動,沒有出現(xiàn)打滑現(xiàn)象。結(jié)合實際情況,本裝置設(shè)計的時候彈簧預壓力選用了50N。
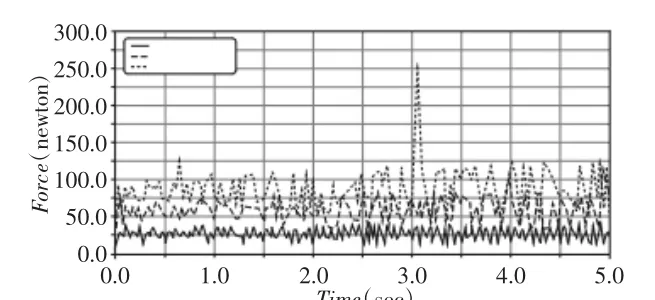
圖7 不同彈簧預壓力下牽引力對比圖Fig.7 Contrast Diagram of Traction with Different Spring Preload
4.3 裝置運動過程中裝置質(zhì)心位置隨時間的變化
當驅(qū)動輪軸線和管道軸線的夾角為1°時,電機轉(zhuǎn)速為940r/min時,彈簧預壓力為50N時,裝置質(zhì)心位置隨時間的變化,如圖8所示。由圖可知,裝置質(zhì)心的位置基本穩(wěn)定,說明裝置在行走的過程中穩(wěn)定性好,即保證了裝置對不銹鋼荒管內(nèi)壁精整加工的均勻性。
圖8 裝置質(zhì)心位置隨時間的變化Fig.8 Change Curve of the Center of the Device Along with Time
5 不銹鋼荒管內(nèi)壁初步試驗研究
5.1 實驗條件
實驗條件如下:試件為內(nèi)徑為φ55mm,壁厚為5mm,長1.5mm的無縫不銹鋼荒管,其原始平均粗糙度值為Ra1.386μm;選擇型號為Y2-112M-6三相異步電動機,額定功率為2.2kW,額定轉(zhuǎn)速940r/min;根據(jù)功率大小選擇直徑8mm,長度1.5mm,G型動力傳動用鋼絲軟軸;油石條材料為碳化硼,規(guī)格為(5×10×30)mm,粒度800目;測試儀器為Ivp6-4vd-150電子內(nèi)窺鏡,Perthometer M2 1.4_0.0粗糙度儀,秒表,卷尺。
5.2 實驗過程
為掌握裝置在荒管中的運動情況,對沒有安裝油石條的裝置進行速度測試,首先將荒管水平放置,然后將裝置放置荒管內(nèi),并對入口處軟軸標識記號,啟動電機,取5s為測試時間,關(guān)閉電機,對入口處軟軸中再次標識記號。量出兩處記號之間距離,即為裝置行走的距離,通過測試得出5組數(shù)據(jù),如表1所示。

表1 裝置沿水平方向平均速度Tab.1 Average Velocity of the Device Along the Horizontal Direction
通過5組實驗表明,當電機轉(zhuǎn)速在940r/min時,測試得出裝置在荒道中沿水平方向平均最大進給速度45.8mm/s,裝置在荒管內(nèi)運行平穩(wěn)。
安裝油石條,裝置放入荒管入口,啟動電機,珩磨頭加工30s后,改變電機電流極性,珩磨頭反向加工30s,回到初始位置,關(guān)閉電機。如此反復6次,加工完畢。為了測試精整加工后荒管內(nèi)表面的粗糙度值,在荒管管口內(nèi)表面式樣沿軸向一定的周向區(qū)域選取8個標記點測量其表面粗糙度,取其平均值作為該時刻的粗糙度值,即平均粗糙度值。
5.3 實驗效果
用Ivp6-4vd-150電子內(nèi)窺鏡觀察到加工前荒管內(nèi)壁情況,可看出不銹鋼荒管內(nèi)表面缺陷主要為沿軋制方向的螺旋線紋、劃傷和與機體相連的翹皮及微裂紋。加工6min后,觀察內(nèi)壁情況,如圖9所示。試件加工前后內(nèi)壁對比照片情況,加工后表面翹皮消失,螺旋狀劃痕減輕。用Perthometer M2 1.4_0.0粗糙度儀測試粗糙度值,如表2所示。

表2 不同時刻平均粗糙度值Tab.2 Average Roughness Value at Different Time

圖9 荒管加工前后內(nèi)壁對比照片F(xiàn)ig.9 Contrast Photograph for Inner Surface of Semi-Finished Stainless Steel Tubes Before and After Processing
從表2可知:當電機轉(zhuǎn)速為940r/min時,用800目的碳化硼加工工件,在360s的時間內(nèi)可將荒管內(nèi)壁粗糙度值從開始的Ra1.386μm 降到 Ra0.613μm。
6 結(jié)論
通過初步實驗得出以下結(jié)論:(1)該裝置通過軟軸傳遞轉(zhuǎn)速來實現(xiàn)珩磨頭部分的高速旋轉(zhuǎn),從而完成精整加工是可行的。(2)該裝置通過控制電機正反轉(zhuǎn)和驅(qū)動輪的共同作用,可以實現(xiàn)軟軸帶動加工頭進退自如。(3)對于不銹鋼荒管,該裝置選擇高轉(zhuǎn)速、低進給速度,并配備高硬度油石條來加工,一定時間后,內(nèi)壁表面缺陷減輕,表面粗糙度值提高,加工效果明顯。(4)油石條對管壁的磨削力可以隨著電機轉(zhuǎn)速的變化而變化,也可以通過改變油石條的粒度、材料等來調(diào)節(jié)珩磨頭的磨削效率,從而控制多個變量來實現(xiàn)荒管內(nèi)壁的精整加工。