熱處理工藝對T9鋼表面粗糙度的影響分析
2018-09-20 02:15:00郝少祥李林峻曲全鵬
機械制造 2018年4期
關鍵詞:工藝
□ 郝少祥 □ 李林峻 □ 曲全鵬
1.河南工程學院機械工程學院 鄭州 450007
2.河南工程學院工程訓練中心 鄭州 450007
T9鋼經不同熱處理工藝處理后,可獲得不同的金相組織,再經機械加工后呈現出不同的表面粗糙度[1-5]。筆者在機械加工條件相同的情況下,探討不同的熱處理工藝與表面粗糙度之間的關系,得到理論依據和工藝參數,進而通過熱處理工藝來控制和穩定表面粗糙度。
1 試驗材料
T9鋼取自安鋼產規格為φ30 mm×6 000 mm的棒材,其化學成分中,碳質量分數為0.87%~0.92%,錳質量分數為0.30%~0.34%,硅質量分數為0.27%~0.30%,磷質量分數為0.025%~0.030%,硫質量分數為0.025%~0.028%。先將原始棒材加工為φ30 mm×160 mm的短圓棒坯料,再將坯料分為五組并予以標識,這五組坯料分別經正火、退火、球化退火、淬火+中溫回火、正火+高溫回火五種熱處理工藝。每組坯料中各取一枚短圓棒,加工出若干φ30 mm×6 mm的薄圓片,剩余部分留作機加工試樣。薄圓片再等切為四塊,作為金相試樣。
2 試驗方法
采用SX2-5-12箱式電阻爐進行熱處理,采用4XB金相顯微鏡進行金相組織觀察并拍照,采用TR200針描式粗糙度儀測量表面粗糙度,采用CW61100B車床進行切削加工。切削加工時,背吃刀量為1 mm,進給量為0.13 mm/r,主軸轉速為650 r/min,車削長度為30 mm。
3 試驗結果
試樣經正火熱處理工藝后測得表面粗糙度,結果見表1。
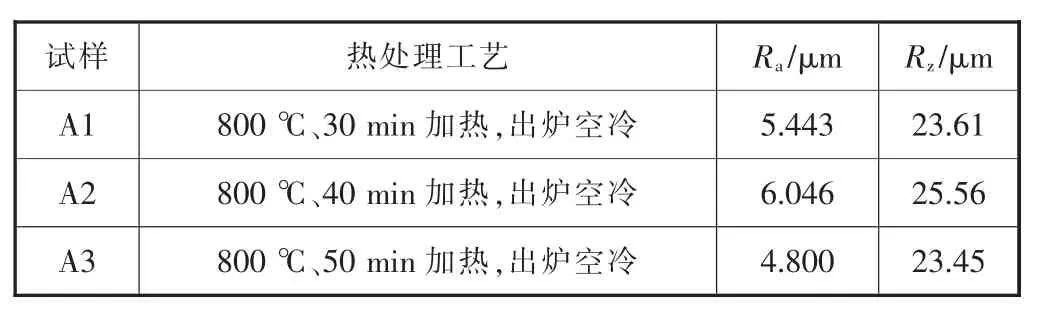
表1 正火熱處理工藝試樣表面粗糙度
由表1可知,800℃、50 min正火熱處理工藝下表面粗糙度值Ra與Rz最小。
試樣經退火熱處理工藝后測得表面粗糙度,結果見表2。
由表2可知,隨著加熱時間的延長,表面粗糙度值Rz呈下降趨勢,其中740℃、50 min退火熱處理工藝下表面粗糙度值Ra與Rz最小。
試樣經球化退火熱處理工藝后測得表面粗糙度,結果見表3。
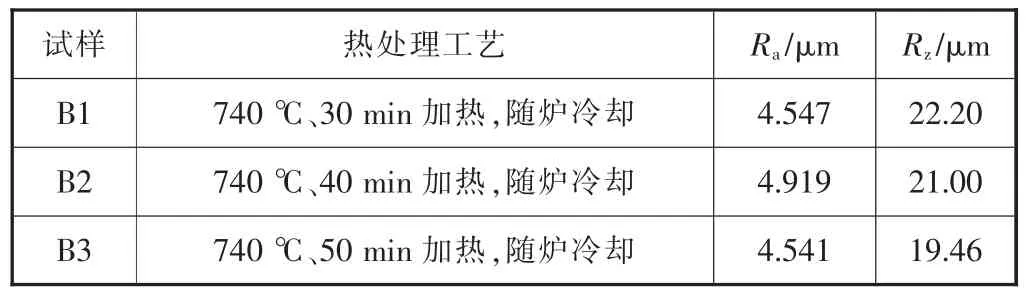
表2 退火熱處理工藝試樣表面粗糙度
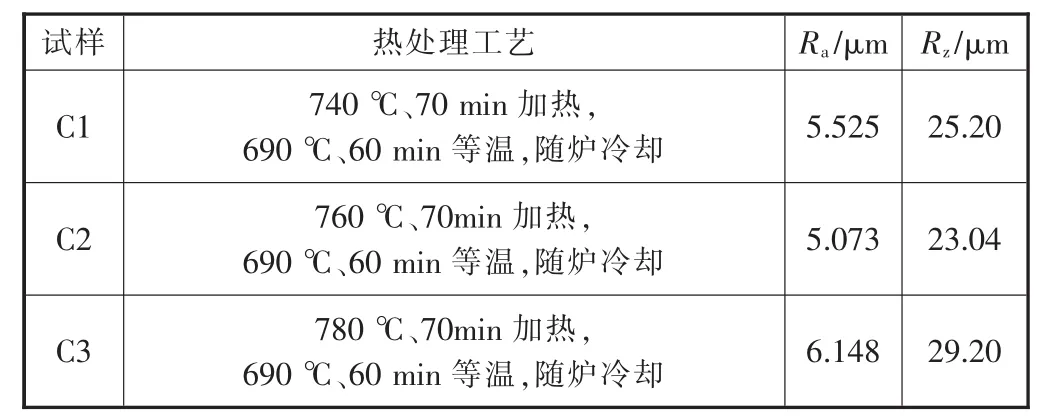
表3 球化退火熱處理工藝試樣表面粗糙度
由表3可知,760℃、70 min加熱,690℃、60 min等溫球化退火熱處理工藝下表面粗糙度值Ra與Rz值最小。
試樣經淬火+中溫回火熱處理工藝后測得表面粗糙度,結果見表4。
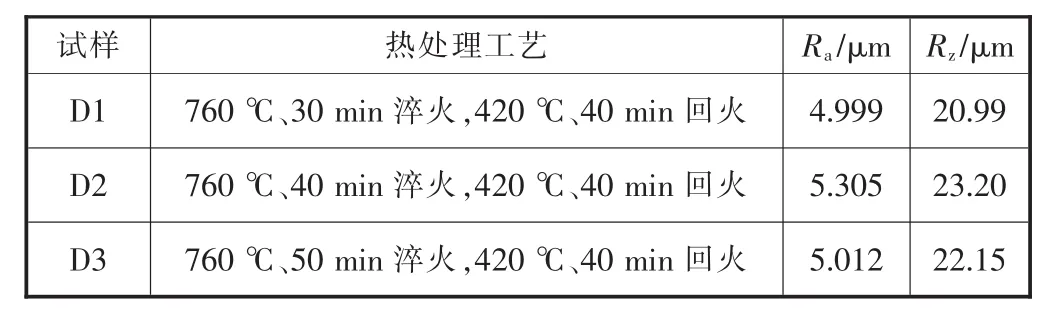
表4 淬火+中溫回火熱處理工藝試樣表面粗糙度
由表4可知,760℃、30 min淬火,420℃、40 min回火熱處理工藝下表面粗糙度值Ra與Rz最小。
試樣經正火+高溫回火熱處理工藝后測得表面粗糙度,結果見表5。
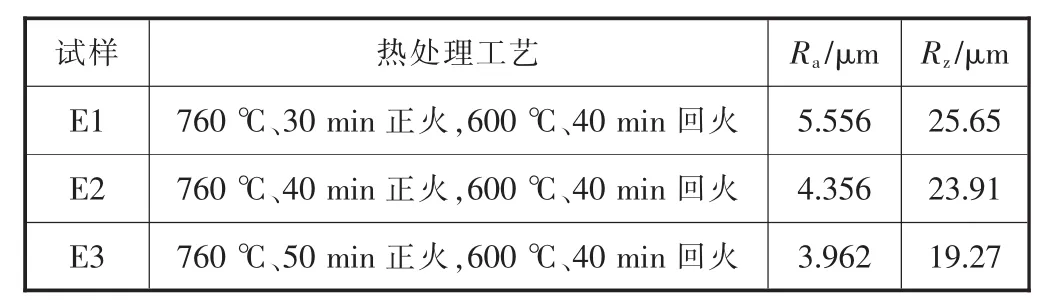
表5 正火+高溫回火熱處理工藝試樣表面粗糙度
由表5可知,隨著加熱時間的延長,表面粗糙度值Ra與Rz呈下降趨勢,其中760℃、50 min正火,600℃、40 min回火熱處理工藝下表面粗糙度值Ra與Rz最小。
將五種熱處理工藝測得的最小表面粗糙度值列于表6。 由表6可知,760℃、50 min正火,600℃、40 min高溫回火熱處理工藝測得的表面粗糙度值Ra與Rz最小;740℃、50 min加熱,隨爐冷卻(退火)熱處理工藝測得的表面粗糙度值Ra與Rz次之;760℃、70 min加熱,690℃、60 min等溫,隨爐冷卻(球化退火)熱處理工藝測得的表面粗糙度值Ra與Rz最大;其余處在中位。由表6同時可知,所有熱處理工藝的加熱溫度定在共析鋼與過共析鋼奧氏體化臨界溫度之間,目的是獲得粒狀組織,減小刀具磨損,使試樣獲得良好表面。
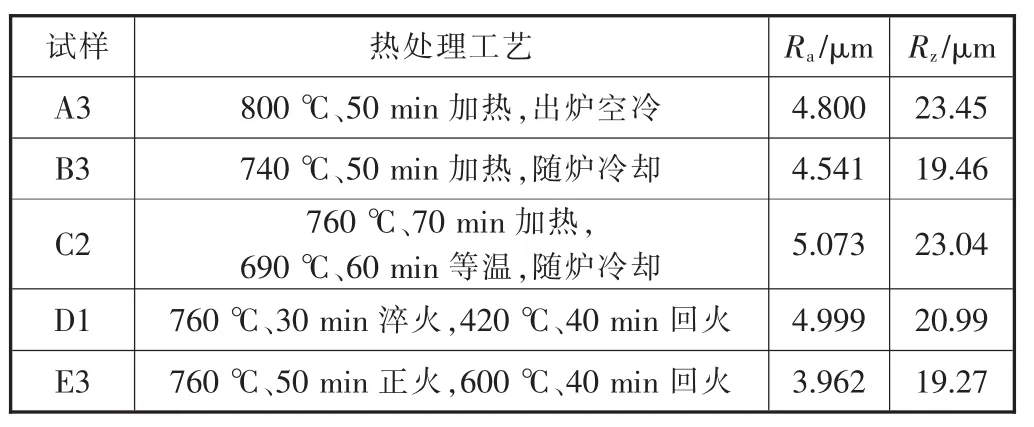
表6 五種熱處理工藝最小表面粗糙度值
T9鋼表面粗糙度與自身內部組織有關[6]。五種熱處理工藝所得的金相組織基本上是兩相組織,其中鐵素體為基體相,且為塑性相;粒狀滲碳體為第二相,且為脆性相[7]。在機加工過程中,當刀刃抵住前沿金屬時,若前沿金屬為塑性相,則要經歷彈性變形、塑性變形、強化與斷裂階段,最終在刀刃前方產生裂紋,裂紋隨刀刃的前進而不停地向前擴展,在刀刃沿裂紋所掠過的地方形成加工面,呈現表面粗糙度[8];若前沿金屬為脆性相,則脆性相受刀刃擠壓而斷裂,在刀刃前方產生裂紋,裂紋隨刀刃的前進而不停地向前擴展,在刀刃沿裂紋所掠過的地方形成加工面,呈現表面粗糙度。因此,T9鋼表面粗糙度取決于滲碳體與鐵素體被刀刃掠過后的表面粗糙度[9]。由于第二相粒狀滲碳體的數量遠少于基體相鐵素體,因此T9鋼表面粗糙度主要取決于基體相鐵素體的表面粗糙度。粒狀滲碳體分布于基體相鐵素體中,如同空洞存在于鐵素體中,粒狀滲碳體的大小、形態、分布、均勻程度、彌散程度對基體相鐵素體的表面粗糙度形成有直接影響[10]。試樣E3采用760℃、50 min正火,600℃、40 min回火熱處理工藝,其金相組織為粒狀滲碳體加鐵素體。粒狀滲碳體尺寸較小,顆粒較為均勻,基本呈彌散分布狀態,所以試樣經機加工后形成的表面粗糙度值較小。試樣B3采用740℃、50 min加熱,隨爐冷卻熱處理工藝,其金相組織為粒狀滲碳體加鐵素體。相比于試樣E3,試樣B3粒狀滲碳體尺寸較大,顆粒不太均勻,基本上也呈彌散分布狀態,經機加工后形成的表面粗糙度值較大。試樣A3采用800℃、50 min加熱,出爐空冷(正火)熱處理工藝,其金相組織為粒狀滲碳體加鐵素體。相比于試樣B3,試樣A3粒狀滲碳體尺寸較大,顆粒不太均勻,基本上未呈彌散分布狀態,經機加工后形成的表面粗糙度值較大。試樣D1采用760℃、30 min淬火,420℃、40 min回火熱處理工藝,其金相組織為粒狀滲碳體加回火屈氏體。回火屈氏體可視為基體組織,粒狀滲碳體可視為第二相,粒狀滲碳體尺寸較大,顆粒不均勻,一些形態不完整。作為基體的回火屈氏體因形成時的位向不同,出現了眾多位向不同的回火屈氏體團,試樣D1經機加工后形成的表面粗糙度值較試樣A3大。試樣C2采用760℃、70 min加熱,690℃、60 min等溫,隨爐冷卻熱處理工藝,其金相組織為粒狀滲碳體加鐵素體。相比于試樣A3,試樣C2粒狀滲碳體尺寸較大,顆粒不均勻。分布也不均勻,試樣C2經機加工后形成的表面粗糙度值較試樣A3和D1大。
4 結論
T9鋼經正火、退火、球化退火、淬火+中溫回火、正火+高溫回火五種熱處理工藝,再經機加工后可獲得不同的表面粗糙度。其中760℃、50 min正火,600℃、40 min回火熱處理工藝測得的表面粗糙度值Ra與Rz最小;740℃、50 min加熱,隨爐冷卻熱處理工藝測得的表面粗糙度值Ra與Rz次之;760℃、70 min加熱,690℃、60 min等溫,隨爐冷卻熱處理工藝測得的表面粗糙度值Ra與Rz最大;其余處在中位。
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
