服裝模板工序的動作編碼
2018-09-23 01:46:56杜勁松鄭夢林戴玉芳李依璇
紡織學報 2018年9期
杜勁松, 鄭夢林, 戴玉芳, 李依璇
(1. 東華大學 服裝與藝術設計學院, 上海 200051;2. 東華大學 現代服裝設計與技術教育部重點實驗室, 上海 200051)
隨著服裝加工技術和模板縫制設備的不斷發展,服裝工藝模板在服裝企業中得到了廣泛的應用[1]。一方面,模板技術能大大提高服裝企業的生產效率,降低企業對員工技能水平的要求[2];另一方面,模板技術改變了傳統工序的操作方式[3],這必然導致需要增加對模板工序操作動作和標準工時的研究。
服裝企業多采用標準工時系統來預測工序的時間,并基于此編排生產流水線和建立合理的的工價系統[4-5],而目前的標準工時系統不具備模板工序的專用操作動作代碼;所以企業大多基于相似性原則,采用傳統機縫的預定動作來代替模板動作進行標準工時的預測。不少學者也運用相似性原則對標準工時的預測進行了大量研究。吳世剛等[6]采用相似性原則提取出服裝加工的典型工序,并依據典型工序建立了工時定額庫,采用大于就近原則,來計算工序的標準工時。王玲等[7]將產品按照款式、部件、工序、工時進行劃分編碼,建立標準工時數據庫,根據標準工時和工序相似系數的函數關系,預測出該工序的標準時間。由于數據庫龐大,新工藝的復雜多樣和相似原則的局限性,由上述方法所得出的標準工時的準確性有待商榷。大量的企業實踐也表明,按照相似性原則,由傳統機縫的預定動作代碼計算出的模板標準工時,與實際操作時間相差甚大,因此,有必要針對模板操作的專用動作代碼作進一步地研究。
由于模特排時法無需進行現場測時就能根據其動作預測出工時,且利于工序操作的標準化管理[8],因此,本文采用模特排時法對新增模板的操作動作進行分析,預測出模板工序的標準動作時間;然后將模特排時法的時間值MOD轉化為一般車縫時間(簡稱GST)的標準時間值TMU,并按照GST編碼規則對動作進行編碼;最終選取2個生產案例對其準確性進行檢測。
1 模板縫紉機與工藝模板分類
1.1 模板縫紉設備分類
服裝模板技術結合了服裝工藝、機械工程、CAD數字化等技術,其相關的模板縫紉設備種類非常繁多[9]。按照人員參與模板縫紉機工作的程度,將模板縫紉機分為手動模板縫紉機和自動模板縫紉機兩大類,如表1所示。手動模板縫紉機可分為改裝機和半自動機,自動模板縫紉機可分為自動機和全自動機。改裝機是在平縫機的基礎上,改裝了適應模板運動的壓腳、針板和牙齒等,其操作與平縫機的操作方式相似,適用于縫制小裁片;半自動機是通過踩踏板控制機器作業,人員站著參與整個縫制過程,適用于縫制較大的裁片;自動模板機適用于大裁片的縫制,人員只需參與裁片的準備過程,不參與裁片的縫制過程,大大提高了生產效率;全自動模板機的作業過程完全不需要人員參與,如2017CISMA展出的西安標準TC151-12 070 A全自動襯衫克夫模板縫紉機。
1.2 服裝工藝模板分類
服裝工藝模板作為在服裝加工制造中的重要輔助夾具,其操作方法不同于傳統的縫紉工序。模板縫制準備過程中需要擺放和定位動作,將裁片固定在模板上,模板縫紉機沿著模板槽道按序完成縫制。
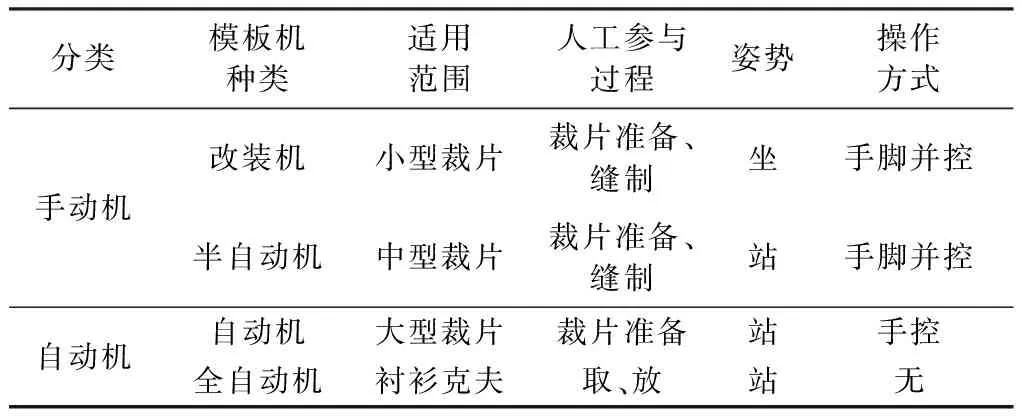
表1 模板縫紉機分類Tab.1 Classification of template sewing machines
模板縫制工序不同,模板的結構也不盡相同,如袋蓋、內兜這樣的簡單工序,采用最基本裁片固定功能的兩層模板。制作免燙袋蓋和免燙龜背這樣的復雜工序,其模板結構是由底板、壓板、插板、推板和面板等部件組合而成的。
參照模板縫紉機的分類,將服裝模板分為自動模板縫紉機的模板(以下簡稱自動模板)和手動模板縫紉機的模板(以下簡稱手動模板)。其中,自動模板尺寸較大、質量較重、槽道較多,其結構較為簡單。而手動模板的尺寸較小、重量輕、槽道少、結構較為復雜。根據模板工藝的縫制部位不同,其模板組成構造和操作動作也不盡相同,如表2所示。
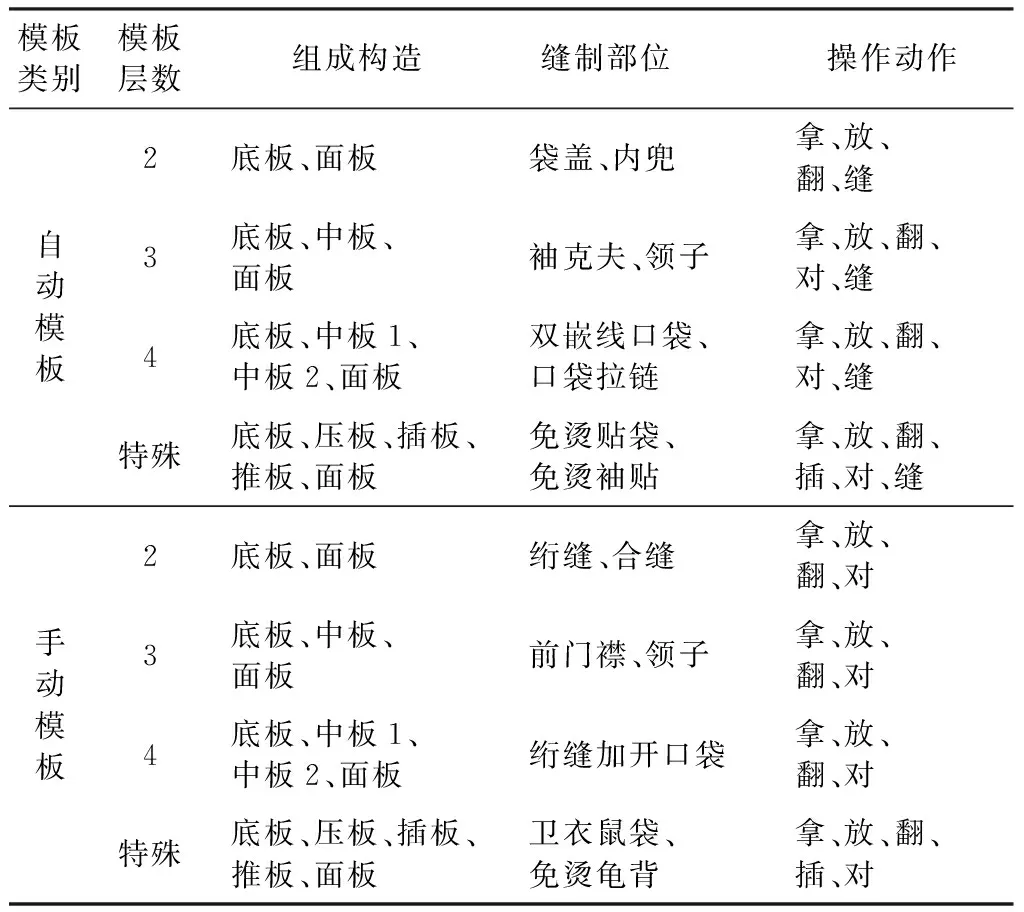
表2 服裝工藝模板的分類Tab.2 Classification of garment process templates
2 模板操作動作
2.1 自動模板操作動作
通過對自動模板縫制操作動作的分析和總結,最終提煉出12個標準自動模板的操作動作,如表3所示。將新增動作與GST預定動作進行對比,可以發現,原有的預定GST動作并不能完全適用于模板的操作動作,所以不能準確計算出模板操作的標準工時。
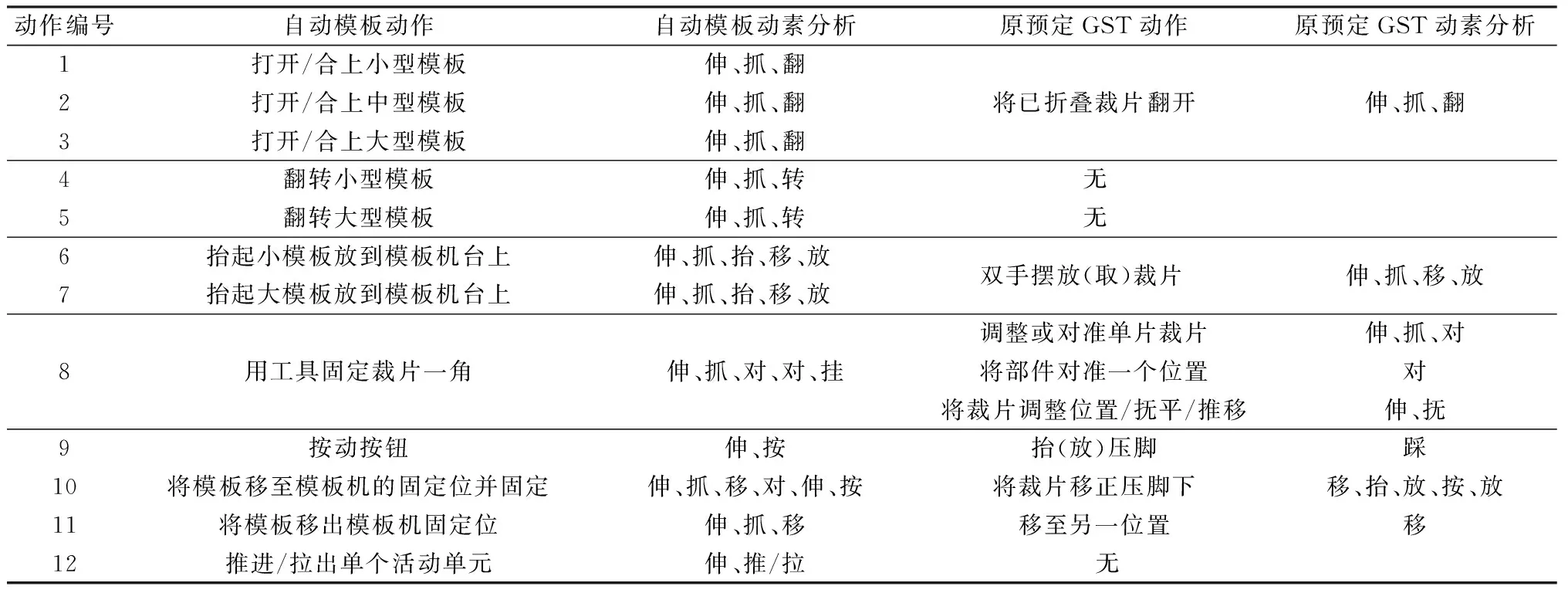
表3 自動模板動作與原GST動作比較Tab.3 Action comparison of automatic template and old GST
在新增動作中,動作1~3用于打開或者閉合模板,其模板規格(大、中、小)是由手臂活動的范圍來界定的。只需手腕以下部位活動的為小型模板,需大臂小幅度活動或小臂活動的為中型模板,需大臂大幅度活動的為大型模板。動作4~7的模板大小是通過手臂的活動范圍和模板重量綜合界定的。小型模板只需小臂活動模板,模板重量較輕;大型模板需要大臂活動模板,模板重量較重。表中動作4、5表示翻轉整個已固定好裁片的模板。動作6、7表示將模板從一處搬到另一個處。動作8表示用定位配件(如定位針、定位夾、磁鐵)固定裁片的一角。動作9表示按動機器按鈕或者屏幕按鍵。動作10、11表示將模板移入和移出自動模板機的固定軸。動作12主要用于免燙模板,表示推進或者拉出用于固定裁片的活動單元。
根據動作經濟原則,采用模特排時法分析動作,分別將12個新增動作分解為左右手的單位動作,然后分別將左右手動作要素的模特值相加,二者時間的較大值便是該動作的標準時間值,如表4所示。
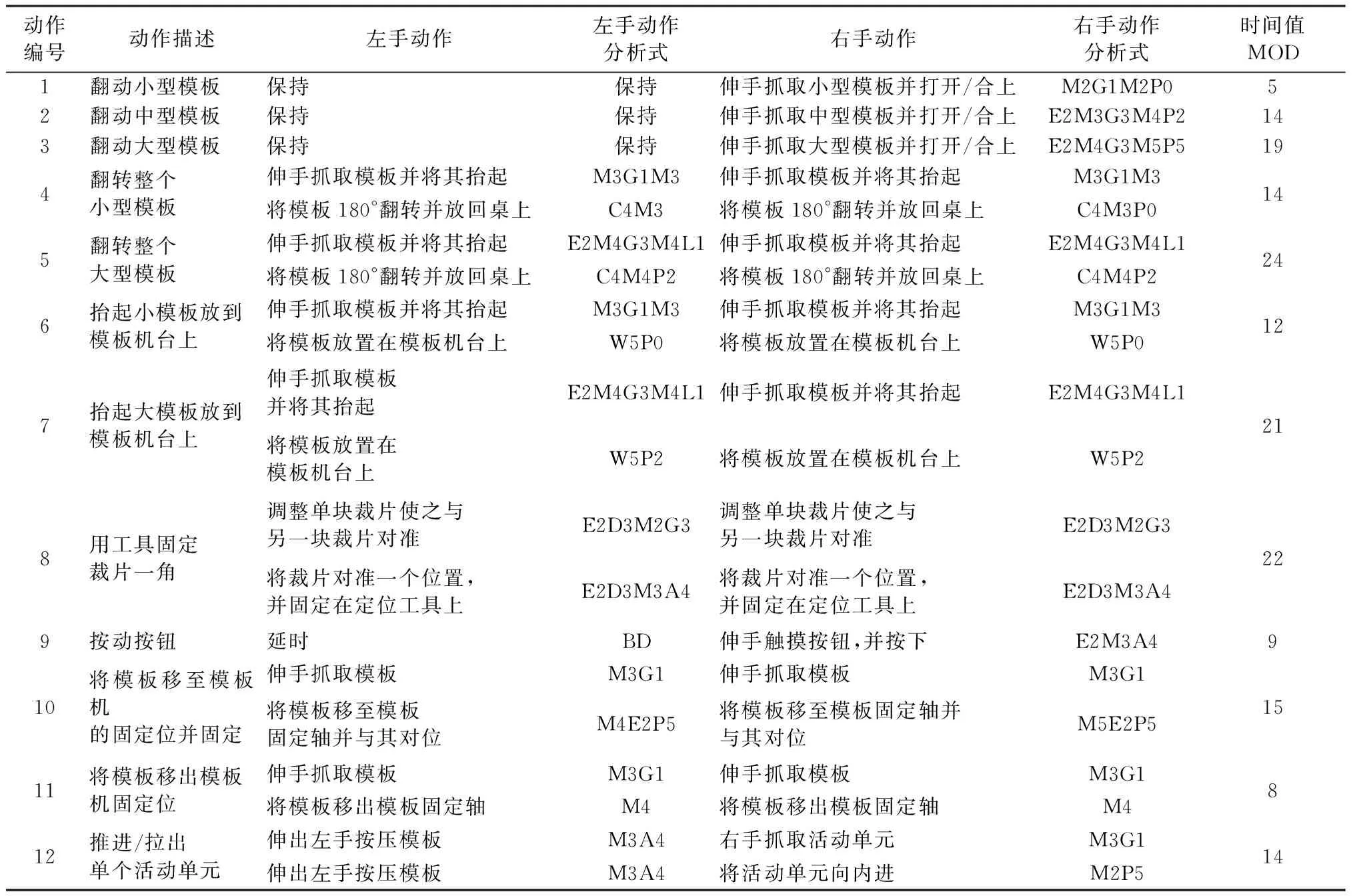
表4 模特排時法時間計算Tab.4 Calculation of modapts time
GST軟件的動作代碼由其動作的中文四字簡稱拼音首字母組成,由此對新增的12個自動模板操作動作進行編碼,再根據1 MOD為0.129 s,1 TMU為0.036 s,將時間值MOD轉化為GST的標準時間值TMU,即得到新增模板操作的GST動作代碼及其時間值,如表5所示。

表5 自動模板的GST代碼與時間值Tab.5 GST code and time of automatic template
2.2 手動模板操作動作
通過對手動模板操作動作的分析和總結,提取出了7個類型的操作動作。同理自動模板動作的分析過程,最終得到手動模板操作的GST動作代碼與對應時間值,如表6所示。

表6 手動模板的GST代碼與時間值Tab.6 GST code and time of manual template
3 實驗驗證
3.1 自動模板的工時預測實驗
本文實驗驗證在濟寧A服裝制衣廠完成,實驗選取前片絎縫加開口袋模板工序為研究對象,如圖1所示。該模板由4層板組成,包括底板、中層板、面板和開袋板。首先參照對位線放置前衣片里布于底板上,然后蓋上中層板,并在中層板上放置前衣片面布,蓋上面板,將整套模板放置在全自動模板縫紉機機針壓腳下進行絎縫,絎縫完成后,機器自動停止;在開袋位置放置口袋里布和面布,蓋上開袋板,開動機器,完成口袋的縫制;口袋縫完后,機器再次停止,退出模板,取出裁片,并將裁片放置到所需位置。
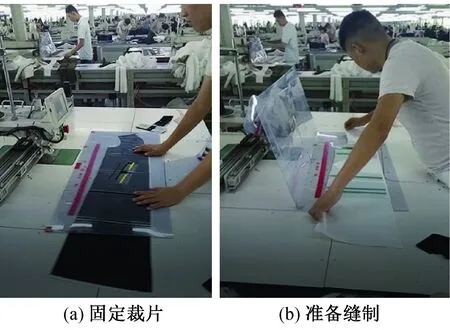
圖1 絎縫加開口袋模板Fig.1 Quilting and pocket opening template.(a)Fixing; (b)Preparing
縫紉工序的GST標準時間計算公式[10]為
T=tr×(1+vr)+tj×(1+vr+vj)
式中:tr為手工凈時間,s;vr為人工寬放;tj為機器凈時間,s;vj為機器寬放。根據該企業生產實際情況,vr=11%,vj=9%。
由于自動模板機縫制過程中無需人工輔助,上述公式可簡化為
T=tr×(1+vr)+tj×(1+vj)
如表7所示的前片絎縫加開口袋模板工序分解數據,采用模板GST運算的結果為
Tz(新)=1 189 TMU×(1+11%)+1 413 TMU×(1+9%)=2 860 TMU
2 860 TMU折合為103 s
采用一般機縫GST運算的結果為
Tz(原)=1 037 TMU×(1+11%)+1 413 TMU×(1+9%)=2 691 TMU
2 691 TMU折合為97 s。
在實際生產中,普通熟練工完成該工序的平均時間為112 s,與上述2種GST代碼運算結果的近似度分別為92%和87%。由此可知,新增模板GST代碼更適應自動模板機縫制的工序分析。
3.2 手動模板的工時預測實驗
免燙一次成型袋蓋模板如圖2所示。
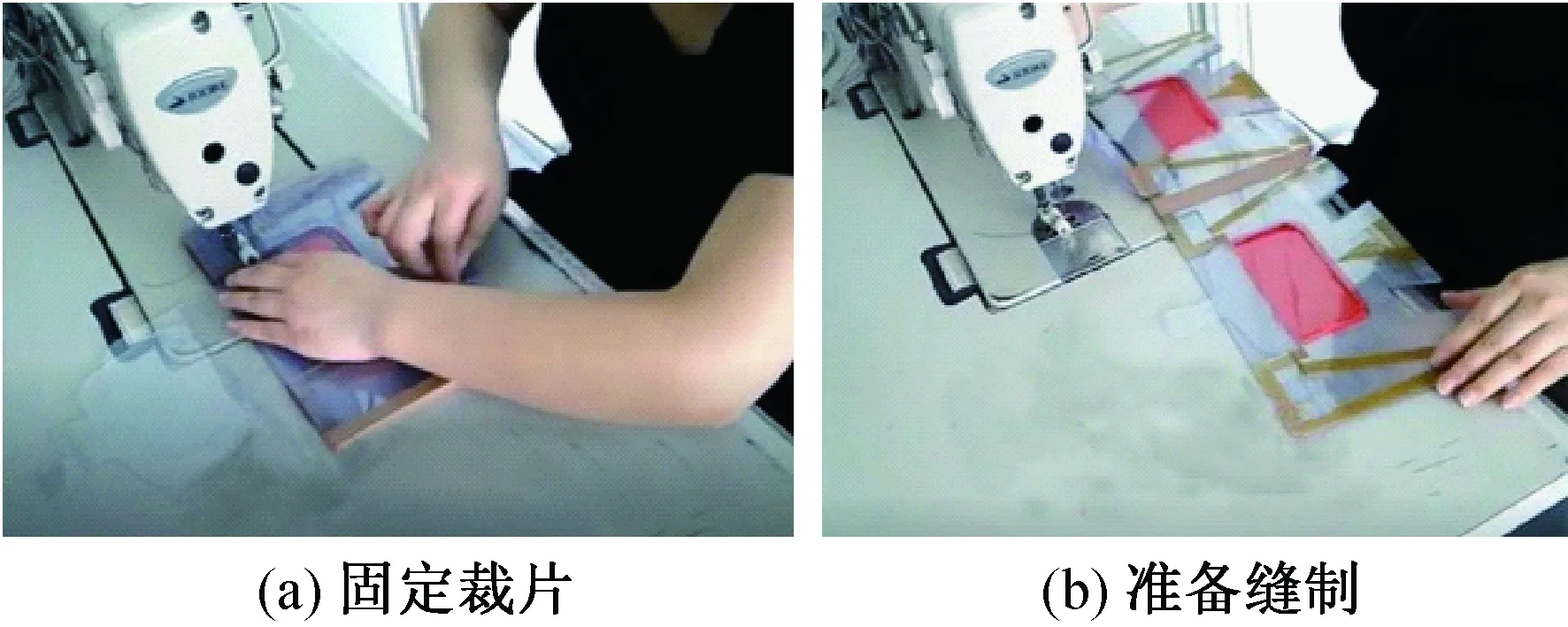
圖2 免燙袋蓋模板Fig.2 Non-ironing bag cover template. (a)Fixing;(b)Preparing
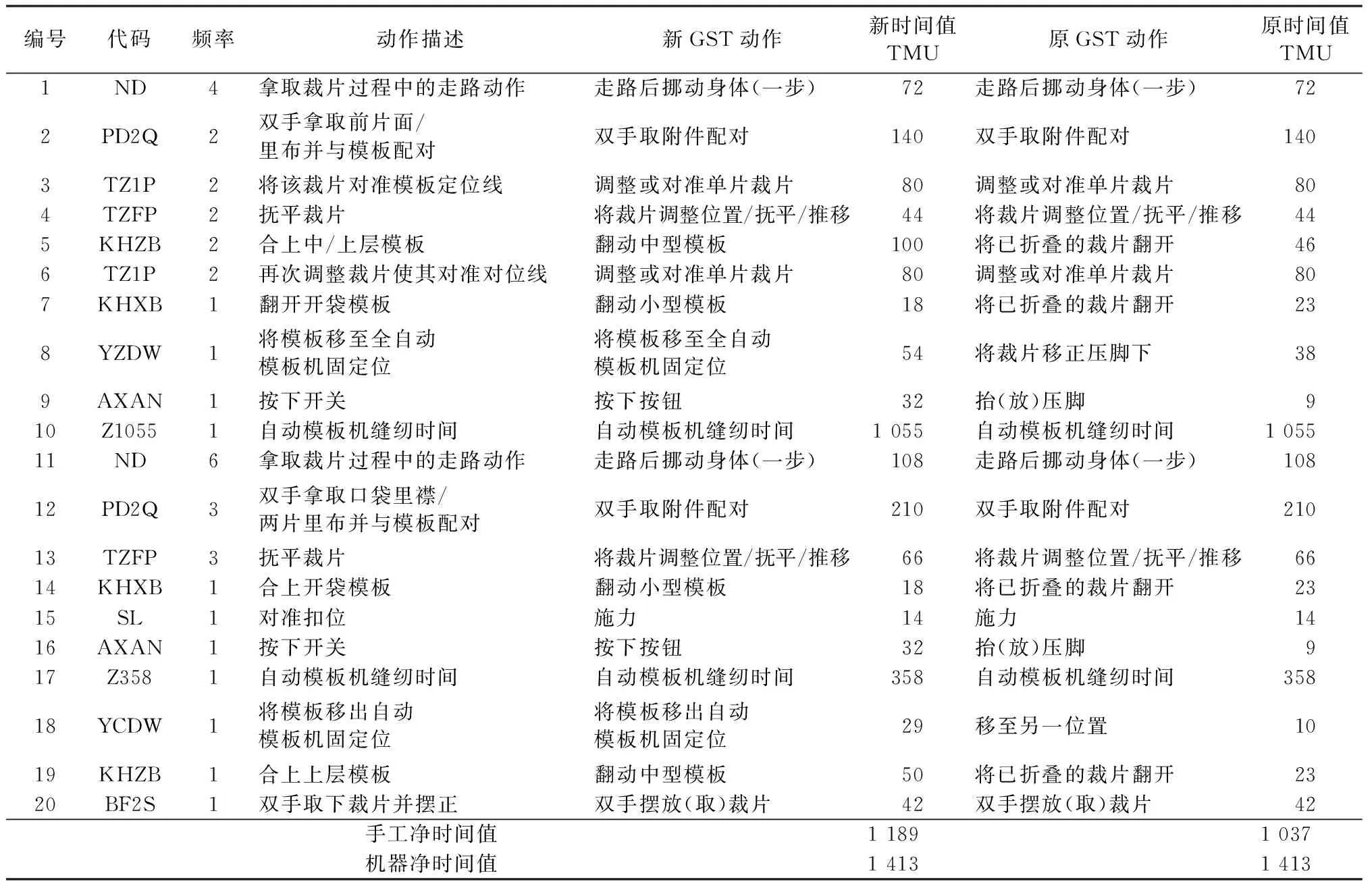
表7 前片絎縫加開口袋模板工序的標準工時計算Tab.7 Standard working hours calculation of quilting and opening pocket template
該模板包括底板、面板、插板、壓板和推板等5部分。首先取袋蓋里片放置在底板凹槽的對應位置,蓋上插板,推進推板,完成免燙定型,然后取袋蓋面布,在面板上完成相同的過程,接著蓋上壓板,將面板和底板閉合;將整套模板移到縫紉機壓腳下,抽出插板,推出推板,然后沿著模板槽道縫制完成;移出并打開模板,取出裁片,并將裁片放置到所需位置。
同理自動模板機縫制工時的計算過程,如表8所示免燙袋蓋工序的動作分解數據,采用模板GST運算的結果為
Ts(新)=656 TMU×(1+11%)+93 TMU×(1+11%+9%)=840 TMU
840 TMU折合為30 s。
采用一般機縫GST運算的結果為
Ts(原)=510 TMU×(1+11%)+93 TMU×(1+11%+9%)=678 TMU
678 TMU折合為24 s。
而在實際生產中,普通熟練工完成該工序的平均時間為31 s。與上述2種GST代碼運算結果的近似度分別為97%和77%。由此可知,新增模板GST代碼更適應手動模板操作的工序分析。
4 結束語
針對目前的標準工時軟件無法準確預測模板工序工時、無法詳細分析新型模板工藝等一系列問題,增加了適合模板操作的動作編碼,以確保能夠準確地計算模板工序的標準時間。本文研究新增了12個自動模板GST動作編碼和7個手動模板GST動作編碼。實驗結果表明,新增GST編碼能更加準確地對模板工序的工時進行分析,從而有助于企業IE人員預測模板工序的標準時間,確保生產流水線的合理編排和工價計算。
猜你喜歡
城市道橋與防洪(2022年4期)2022-07-01 06:04:12
動漫界·幼教365(大班)(2021年4期)2021-05-23 21:33:16
當代陜西(2019年8期)2019-05-09 02:22:48
動漫星空(興趣百科)(2019年3期)2019-03-07 07:23:10
家庭影院技術(2018年4期)2018-05-09 07:07:52
小學生作文(低年級適用)(2018年3期)2018-04-17 00:58:35
少年博覽·小學低年級(2017年4期)2017-06-09 16:22:28
作文周刊·小學一年級版(2016年28期)2017-06-03 00:28:49
作文評點報·低幼版(2017年7期)2017-03-11 20:49:41
專用汽車(2016年4期)2016-03-01 04:13:43
