桑蠶干繭公證檢驗數據與自動繅絲生產工藝設計方法研究
2018-09-25 06:01:08畢海忠陳浩方成楊成衛
中國纖檢 2018年9期
文/畢海忠 陳浩 方成 楊成衛
自2007年開始,中國纖維檢驗局堅持遵循“重過程、重驗證、重質量、重效果”的工作原則,嚴格按照“高起點、高標準、高要求”的工作要求,嚴格執行公證檢驗工作程序和操作規程,通過嚴密組織、科學施檢、體現作用、完善管理等措施,取得了較好的社會效益和經濟效益。截至2017年末,全國共建設并投運了18家桑蠶干繭公證檢驗實驗室,累計檢驗桑蠶干繭51.56萬噸,約占桑蠶干繭生產總量的25%,經濟總額約600億元。公證檢驗結果在市場交易以質論價、指導蠶農品種優選、改進養殖方式、提高蠶農收益、改進烘繭工藝、提高資源的利用率等方面發揮了積極有效的作用。同時,通過定期向政府和有關部門提供綜合質量狀況、質量風險預警信息、配合推進區域質量評價和規模化集約化蠶桑示范基地建設等方面,服務繭絲綢產業健康發展。本文通過研究公證檢驗數據與繅絲生產工業設計參數的相關關系,提出基礎設計方法,從而進一步發揮公證檢驗數據對于原料選擇、工藝設計、質量控制、效益提升等方面的有效作用。
1 繅絲生產工藝設計現狀
生絲產品生產過程中的繅絲生產工藝設計是生產的關鍵。繅絲生產工藝設計是繅絲企業在原料繭投產之前,根據原料繭質量指標和產品質量要求,結合自身生產能力和技術水平,設計生產方案,制定切實可行的繅絲工藝和技術措施,使原料繭發揮出最大的經濟效益。生產工藝設計關系到產量、質量和消耗等重要指標,是繅絲生產中重要的環節,貫穿于整個繅絲生產過程中,是繅絲生產企業技術管理的基礎。切合生產實際的工藝設計能幫助操作工人減輕勞動負擔,提高工作效率,能幫助生產企業減少成本損耗,提高經濟效益。
目前,我國繅絲生產工藝設計一般采用兩種方式,一是經驗設計法,即企業工藝設計人員或熟練工人通過小樣檢測,按照本企業的經驗生產數據,進行工藝設計,并在實際生產過程中根據產品質量和效益的變化,隨時調整生產工藝。二是通用工藝法,即企業不進行小樣檢測,僅根據繭季和產地等基本信息,使用通用工藝參數,組織生產,在生產過程中對相關工藝進行調整。以上兩種方法,在工藝設計的科學性、準確性和時效性等方面均存在欠缺,由于工藝設計人員的短缺或采用通用工藝法,生產的產品質量一般較低,造成蠶繭原料的浪費,未能產生應有的經濟價值。
2 生產工藝設計與公證檢驗試驗情況對比
2.1 繅絲生產工藝設計基本流程
自上世紀80年代中期開始,我國繅絲生產由立繅機向自動繅絲機改進升級,2012年末,我國規模以上(1600緒)繅絲生產企業中的繅絲設備中自動繅絲機所占比例已接近100%。目前自動繅生產工藝設計的主要依據為中國絲綢協會2005年6月頒布的《新型自動繅絲機工藝設計方法》(試行稿)(以下簡稱《工藝設計方法》)。該設計方法通過繭質調查,摸清原料特性,根據繭質性能,通過小型試驗,設計工藝參數,制定技術措施和確定生產指標,力爭做到先工藝后投產,未定工藝不投產。
2.2 工藝設計程序和內容
按照《工藝設計方法》的規定,工藝設計的主要內容包括樣繭準備、繭質調查、工藝設計、試繅驗證、工藝落實和工藝執行、結莊考核。工藝設計的基礎為繭質調查,繭質調查主要包括:選繭調查、外觀調查、繭幅調查、切剖調查、煮繭絲膠溶失率調查、解舒調查、清潔/潔凈調查、多粒繅調查、繅了率調查、萬米類吊調查,共10項調查內容。工藝設計的基本程序和內容見圖1。

圖1 自動繅工藝設計基本程序
2.3 公證檢驗試驗流程
根據GB/T 9111—2015《桑蠶干繭試驗方法》的規定,桑蠶干繭檢驗的基本流程包括:抽樣、選繭試驗、切剖試驗、解舒試驗、公量試驗、潔凈(含清潔)試驗、繭形態/繭幅度試驗、繭層率和繭層含水率、蛹衣(緒絲)率、煮繭絲膠溶失率試驗,斷裂強度和斷裂伸長率、繭絲纖度標準差試驗,共11類15項試驗內容。試驗流程圖見圖2。
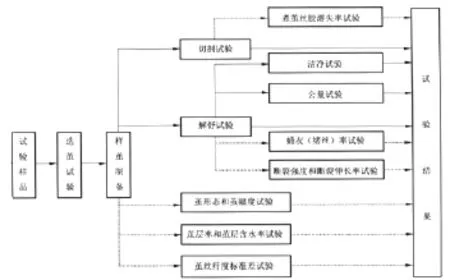
圖2 桑蠶干繭試驗流程圖
2.4 工藝設計與公證檢驗對比
2.4.1 工作程序與內容
從繅絲生產工藝設計流程和內容與桑蠶干繭公證檢驗試驗流程對比來看,在抽樣和繭質調查環節,工藝設計與公證檢驗非常接近。其中:在抽樣環節,工藝設計主要依據GB/T 9111—2015《桑蠶干繭試驗方法》中抽樣方法和抽樣數量的規定,對抽樣時機、基本抽樣方法、標識做了原則性的規定。公證檢驗試驗樣品的抽取方法在符合GB/T 9111—2015《桑蠶干繭試驗方法》相關規定的基礎上,還要符合《桑蠶干繭現場抽樣方法》的有關規定,《桑蠶干繭現場抽樣方法》對抽樣現場環境、計量器具、貨批檢查、過磅方式、抽樣(分為大樣和試驗樣品)基本原則與具體方法、抽樣余虧率、蠶繭干燥程度檢驗(分為烘率/烘折法和蛹體檢驗法)結果計算與處理、不安全繭包的處理、樣品標識等方面進行了詳細的規定。由于蠶的品種、性狀、飼養環境與條件等不同,蠶繭質量的個體差異和變異性較大,因此,抽樣環節的科學性、規范性和代表性對檢驗結果的準確性至關重要。通過對比分析,在抽樣環節上公證檢驗相比工業設計,在規范程度、樣品代表性等方面具有較明顯的優勢。
2.4.2 調查項目與試驗指標
工藝設計調查涉及的11個項目(其中繭質調查10項,抽樣1項)共檢驗蠶繭質量指標37個,公證檢驗涉及15項檢驗項目中共檢驗蠶繭質量指標40個,其中檢驗方法和計算方法基本一致的指標共32項,在工藝設計中繭幅、多粒繅和繅了率3個項目中,繭幅整齊率、落緒分布率、新繭有緒率、繅了率共4個指標在公證檢驗中項目指標中未涵蓋(其中繭幅整齊率可通過繭幅度試驗取得)。工藝設計與公證檢驗調查/試驗項目對比明細見表1。
3 公證檢驗數據工藝設計方法研究
3.1 公證檢驗數據工藝設計的可行性
根據工藝設計與公證檢驗數據相關情況分析的結果,利用干繭公證檢驗數據確定生產工藝指標主要圍繞以下幾個方面進行。
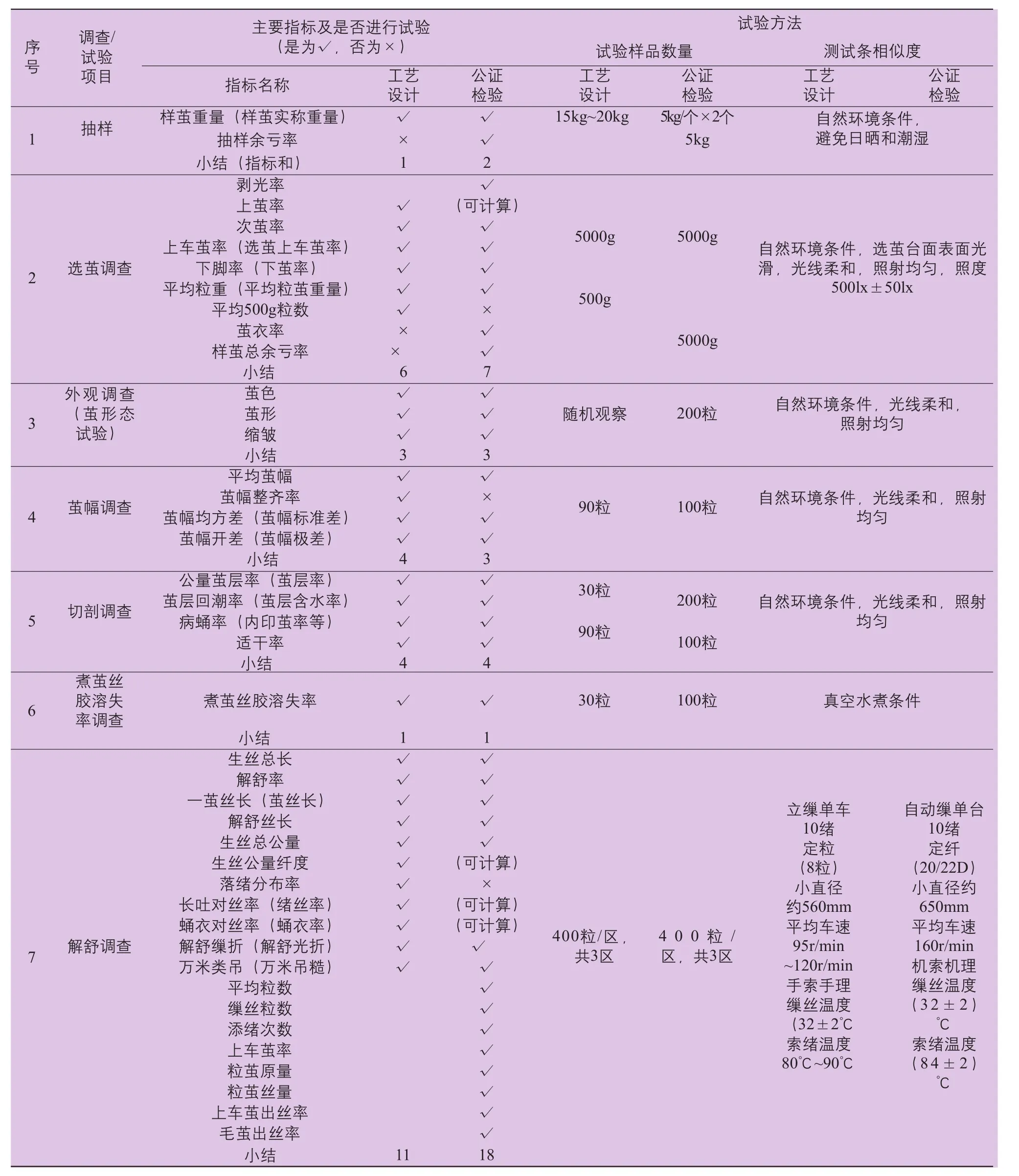
表1 工藝設計與公證檢驗調查/試驗項目對比明細表
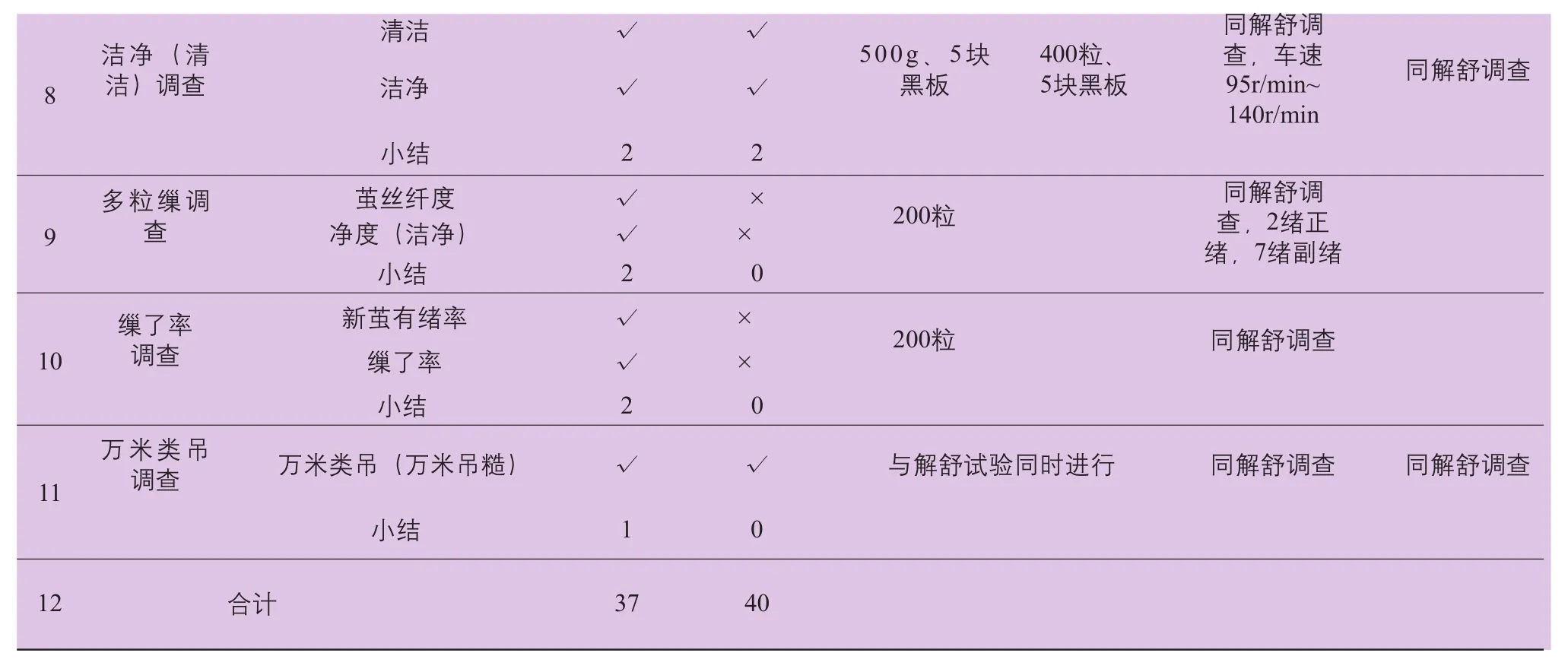
8潔凈(清潔)調查清潔 √ √ 500g、5塊黑板 同解舒調查潔凈 √ √400粒、5塊黑板同解舒調查,車速95r/min~140r/min小結 2 2 9多粒繅調查凈度(潔凈) √ ×小結 2 0繭絲纖度 √ × 200粒 同解舒調查,2緒正緒,7緒副緒10繅了率調查新繭有緒率 √ × 200粒 同解舒調查繅了率 √ ×小結 2 0 11萬米類吊調查 萬米類吊(萬米吊糙) √ √ 與解舒試驗同時進行 同解舒調查 同解舒調查小結 1 0 12 合計 37 40
3.1.1 纖度規格
纖度規格設計主要是指緒下繭粒數的確定,繅絲企業進行纖度管理主要是根據緒下繭粒數來控制纖度粗細的。在工藝設計中,根據試樣的繭絲纖度和生絲規格來確定緒下粒數,包括平均粒數、中心粒數和允許粒數,平均粒數是用生絲規格的中心纖度或綢廠設計所需的生絲纖度除以試驗所得的繭絲纖度而得到的,繅絲生產時以平均粒數來管理整體的纖度變化情況。
3.1.2 等級設計
決定企業產品等級的指標有清潔和潔凈以及纖度偏差指標成績,現在的自動繅絲設備對纖度偏差的等級符合率有了很好的保證,所以等級的確定主要取決于清潔和潔凈成績,對于一些尷尬等級的清潔和潔凈成績,企業可以通過繅前觸蒸、提高選繭質量或改變煮繭工藝來做一些微調。所以一般企業總是在確定了產品等級后再確定選繭標準、觸蒸工藝及提出合理的煮繭工藝要求。
3.1.3 產量設計
決定臺時產量與車速的主要指標是解舒絲長,另外,萬米吊糙次數也是影響這一設計的因素。傳統的設計方法是先根據解舒絲長及繅絲工的操作能力(看臺能力和吊糙的處理能力)來確定臺時產量,再推算出車速,這種方法其實存在很大的不確定性,操作水平高、運轉率高的車臺得不到更好的發揮。現在繅絲企業是以傳統的設計方法先確定基本車速,在換莊的開始日根據現場的實際情況來調整車速,以求各車臺產量的最大化,即在保證質量的前提下,以車速及運轉率來綜合實現產量的最大化。
3.1.4 繅折設計
繅折是蠶繭原料消耗指標的確定。與繅折相關的有解舒光折和上車率指標。首先確定生產光折,確定生產光折的指標主要包括解舒率、萬米吊糙,以及企業平均技術水平(主要指設備管理水平和職工操作水平)。
在工廠的實際生產中,企業為了節約生產成本,使原料得以充分利用,在保證等級指標的前提下,能繅絲的繭原料盡量充分利用,所以一般來說企業的上車繭率都要高于公證檢驗的選繭上車繭率。企業提高的上車繭幅度主要決定于公證檢驗中選繭試驗中內印和黃柴繭的比例。實際調查表明,在保證生絲產品等級的前提下,可以通過適當調整公證檢驗結果中內印繭和黃柴繭類下繭的上車繭確定比例,達到工藝設計中上車繭率一致的目標。
3.1.5 煮繭工藝
在企業的生產工藝管理當中,煮繭工藝是由煮繭工序的煮繭人員來具體確定的。試樣當中的煮繭工藝對其起到了重要的參考作用,只要明確試驗時的煮繭絲膠溶失率和煮熟繭情況以及在生產煮繭時對絲膠溶失率的控制范圍,煮繭人員即可根據工藝要求以自己的經驗對各段的煮繭溫度和時間進行調整。
3.1.6 其他工藝
根據以上主要的工藝指標和工藝要求,對其他各工序或工種提出一些相關的工藝要求,以保證工藝的貫徹執行。根據臺時產量設計和消耗設計,推算出每天的用繭量,以此來安排繭庫原料繭的發放,屬并莊生產的須按照并莊比例如數發放,剝繭人員領取后須充分混合均勻。需觸蒸的根據生產當天的需求量按工藝按時觸蒸發送。煮繭車間對評繭人員根據粒繭原量確定評繭粒數,為送繭人員劃分落絲桶數。保證評繭均勻,確保落絲桶數符合工藝要求。繅絲車間根據繭幅的測定情況預先調整給繭口寬度,在控制柜上調節好索理緒湯溫和繅絲湯溫,以及落絲運轉圈數或時間等等。其他的還有返絲的溫濕度控制和車速要求以及整理車間對絲片的平衡工藝要求等。
因此,按照公證檢驗試驗結果,結合繅絲企業生產實際情況,完全可以進行自動繅生產工藝設計。
3.2 公證檢驗數據與工藝設計指標分析
按照《工藝設計方法》的原則要求,以20/22D規格生絲生產工藝設計所需原料繭的選擇標準為例。原料繭選擇標準見表2。
3.2.1 纖度規格設計
根據纖度規格要求,考慮試驗結果與企業實繅控制纖度之間的差距設計中心纖度和允許范圍。

纖度修正值根據自動繅絲機的分離落緒、給繭機添緒方式、索緒繅絲溫度、度,以及公證檢驗與廠檢差異等因素綜合考慮,一般范圍在0.3D~0.5D。

其中: 繭絲纖度修正值也稱為設計參數,是試驗數據與實繅數據的平均差異值,一般為0.1D±0.02D。
解舒繭絲纖度即公證檢驗解舒試驗結果中繭絲纖度指標(DS,見國標公式27)。
中心粒數劃分以0.25和0.75為劃分點,平均粒數的小數部分小于等于0.25或大于等于0.75,中心粒數確定為一個檔,允許粒數為中心粒數及其上下1粒各一檔,共3個檔;平均粒數的小數部分大于0.25或小于0.75時,中心粒數確定為兩個檔,允許粒數為中心粒數及其上下1粒各一檔,共4個檔。

以纖度規格20/22D生絲為例,解舒繭絲纖度為2.388D,纖度修正值取0.4D,繭絲纖度修正值取0.1D,則設計中心纖度為20.60D,平均粒數為8.28粒,中心粒數為8、9,允許粒數為7、8、9、10。

其中:因失添而減細的纖度,一般為0.1D~0.2D,解舒好的原料取下限值,解舒差的原料取上限值。生絲的細限纖度值比規格的中心纖度細1.2D~1.8D。

3.2.2 等級設計
生絲等級設計以清潔、潔凈試驗結果作為等級設計的主要依據,不同等級要求設計時的清凈、潔凈指標成績見表3。
3.2.3 產量設計
3.2.3.1 添緒次數設計
方法A:綜合參數設計法。
a)20/22D規格設計(此方法設計較為科學,但參數較多,繅絲企業應用較低)
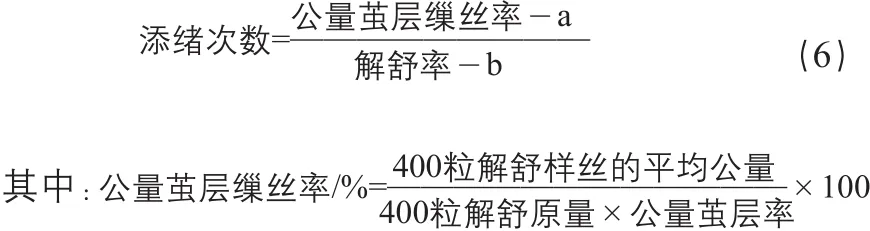
設計添緒次數可根據解舒調查的平均解舒率、公量繭層繅絲率及二者試實繅的差距計算所得:
說明:
a——400粒解舒調查與實繅時公量繭層繅絲率的差距,受試繅和實繅的解舒率、絲膠溶失率、長吐率、滯頭率、毛絲率的差距影響,視各廠的具體情況而定,一般在2%~4%范圍內。
b——400粒解舒調查與實繅解舒率差距,視各廠的具體情況而定,一般掌握在3%~5%范圍內。
解舒率即公證檢驗解舒試驗結果中解舒率指標(R,見國標公式21);

表2 原料繭選擇標準

表3 不同等級要求設計時的清凈、潔凈指標成績表
解舒樣絲的平均公量即公證檢驗公量試驗中的解舒絲公量指標(m,見國標公式24);
解舒原量即公證檢驗解舒試驗中的粒繭原量指標
(ML,見國標公式11)與供試繭粒數(C1,見國標公式16)的乘積;
公量繭層率即公證檢驗的繭層率指標(Pg,見國標公式C.2)。
b)其他規格設計
除20/22D以外其他規格設計添緒次數可按以下公式計算:

方法B:按平均粒數與添緒次數的相關關系設計(繅絲企業應用較廣泛),平均粒數與添緒次數的相關關系見表4。

其中:解舒絲長即公證檢驗解舒試驗中的解舒絲長指標(LR,國標公式23)。
B. 探索周期設計

其中:絲條允許變化闊度為1.5mm;
N——黑板排列線數,20/22D為80根;

注:在繅絲機三檔探索周期中選取低于絲條允許失添時間的一檔探索周期,最低車速與探索周期的關系,視各廠設備保養好壞而定,一般按表5進行選擇。

注:將絲條失添長度與絲條允許變化長度比較,若絲條失添長度小于絲條允許變化長度,則速設計合理,反之不合理,會增加出現二度變化的概率,應在此基礎上進行修正。
D.運轉率設計
a)運轉率與等級關系(等級運轉率)
運轉率和等級的對應關系見表6。

表4 平均粒數與添緒次數的相關關系對照表

表5 最低車速與探索周期關系表
b)預測吊糙次數計算

表6

其中:萬米吊糙為公證檢驗解舒試驗中的萬米吊糙(N,見國標公式23)。
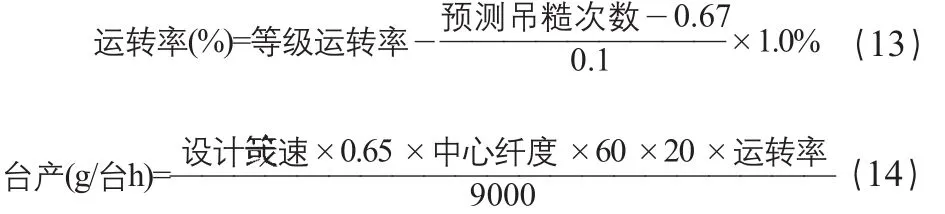
c)運轉率與預測吊糙次數的關系
基準吊糙次數為0.67次/臺·min(每60緒30分鐘的吊糙次數為60次),每提高0.1次/臺·min,設計運轉率降低1.0%。
d)運轉率及臺產計算
3.2.4 繅折設計
方法A:(繅絲企業應用較廣泛)

其中:繅折遞增率視各廠具體情況而定,受試繅和實繅的解舒率、絲膠溶失率、長吐率、滯頭率、毛絲率的差距影響,一般在5%~10%范圍內。
解舒繅折為公證檢驗公量試驗中的解舒光折(WR,見國標公式30)。
方法B:

其中:a——400粒解舒調查與實繅時公量繭層繅絲率的差距,受試繅和實繅的解舒率、絲膠溶失率、長吐率、滯頭率、毛絲率的差距影響,視各廠的具體情況而定,一般在2%~4%范圍內。

解舒樣絲的平均公量即公證檢驗公量試驗中的解舒絲公量指標(m,見國標公式24);
解舒原量即公證檢驗解舒試驗中的粒繭原量指標(mL,見國標公式11)與供試繭粒數(C1,見國標公式16)的乘積;
公量繭層率即公證檢驗附錄中的繭層率指標(Pg,見國標公式C.2)。
3.2.5 其他工藝設計
A. 落絲的設計
方法A:按絲片重量設計

方法B:按落絲圈數設計

B. 給繭機工藝參數設計
a)給繭機200緒需繭量

其中:m——每緒每分鐘添緒次數(次/緒·min);
T——每只給繭機移過繅絲機一側所需時間(s);
K——繅絲機一側給繭機只數(只);
設計參數——受加繭質量和解舒率的影響,一般掌握在1.1~1.3之間。
b)給繭機水位設計

其中:設計參數為1.2~1.4;
平均繭幅為公證檢驗附錄B中的平均繭幅(x,見國標公式B.1)。
c)給繭機撈繭口寬度設計

其中:設計參數為2.8~3.0;
平均繭幅為公證檢驗附錄B中的平均繭幅(x,見國標公式B.1)。
4 綜合結論
公證檢驗結果用于自動繅絲生產工藝設計的方法符合我國目前大部分繅絲企業普遍采用的《自動繅絲生產工藝設計方法(試行)》相關要求,能夠滿足繅絲企業進行繅絲生產工藝設計中的纖度規格、產品等級、臺時產量、消耗指標和其他工藝等的設計需求,繅折遞增率、纖度修正值、繭絲纖度修正值等修正系數符合目前實際生產工藝設計一般允許范圍,根據設備狀況、煮繭工藝、管理水平和技術能力對相關修正系數進行調整的方式靈活,適用于不同地區、不同產品等級進行工藝設計的能力較強,所以,公證檢驗結果和繅絲生產工藝設計在工作程序與內容、調查項目與指標等方面基本一致的基礎上,使用公證檢驗結果進行自動繅絲工藝設計切實可行。由于公證檢驗與企業實際繅絲生產在設備構造、保養狀況、技術水平、操作能力、選繭目光、工藝條件、自動索理緒程度、給繭方式和蛹襯分離效果等方面存在不可避免的差異,因此,也造成了公證檢驗結果與企業實際繅絲生產過程中,上車繭率、解舒光折、毛折和毛繭出絲率等指標存在差異,當4項指標之間存在相關關系,可以通過進一步研究分析,尋求更正確合理的修正系數,進一步提高公證檢驗結果用于繅絲生產工藝設計的準確性和適用范圍。
猜你喜歡
現代裝飾(2020年7期)2020-07-27 01:27:42
流行色(2020年1期)2020-04-28 11:16:38
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
藝術啟蒙(2018年7期)2018-08-23 09:14:18
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
石油化工應用(2014年8期)2014-03-11 17:40:03
