基于激光視覺的焊縫表面質量檢測方法研究
2018-10-16 07:31:40王榮浩張文昌伍昕忠董杏昕
機電產品開發與創新 2018年5期
王榮浩,張文昌,伍昕忠,李 柳,董杏昕
(機械科學研究總院集團有限公司,北京 100044)
0 引言
焊接表面缺陷檢測一直伴隨在焊接生產過程中,其結果是焊縫成型質量的重要判定標準。若采取人工肉眼檢測焊縫缺陷方式必不可少的會因為主觀因素的影響導致檢測結果出現誤差乃至誤判,且檢測結果的可追溯性較差。隨著傳感、自動控制和計算機等技術的發展和日益成熟,科研人員逐漸開始將這些前沿技術應用于焊縫表面質量檢測中。R.A.White等人研發了一種基于機器視覺的焊縫實時在線檢測系統,該系統可以對寬度在20mm以內的對接焊縫和角焊縫進行表面參數獲取和缺陷檢測[1]。上海交通大學的張志芬,陳善本等人研究了一種基于視覺注意機制的鋁合金焊接缺陷在線檢測方法,實現了對過熔透、表面氧化和燒穿焊縫缺陷的實時快速識別[3]。
目前國內焊縫表面質量自動檢測技術還處于起步階段,焊縫表面質量檢測普遍采用人工肉眼檢測的形式進行。為了提高焊接作業的智能化水平,保證焊縫表面質量檢測的準確性同時縮短檢測時間,本文提出一種基于激光視覺的焊縫表面質量檢測方法。旨在實現焊接過程中常見的余高過高、咬邊和未焊滿等焊縫表面缺陷的快速識別定位,同時實現焊縫表面質量檢測數據的實時記錄。
1 激光視覺焊縫表面檢測系統簡介
1.1 系統硬件組成
焊縫表面質量檢測系統硬件部分主要由機器人、焊機、激光位移傳感器和上位機組成。結合機器人末端安裝尺寸和焊接過程中測量距離和精度的要求,傳感器選擇基恩士LJ-G080型激光位移傳感器。采用KUKA-KR16-2型機器人和福尼斯TPS2700型數字化焊機,實驗所用母材為中空鋁合金擠壓型材。
1.2 系統軟件
本文選用軟件開發Visual Studio平臺下的C#語言及其軟件工具開發包,編寫了焊縫表面質量檢測系統軟件。軟件能夠控制傳感器進行焊縫截面數據采集,通過數據處理計算獲得缺陷信息,并且能夠對缺陷進行三維展示和信息存儲。
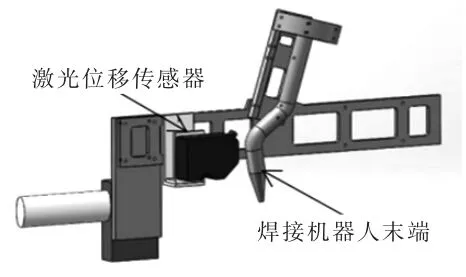
圖1 傳感器安裝示意圖Fig.1 Sensor installation diagram
1.3 系統工作原理
本文中焊縫表面質量檢測系統根據不同焊縫表面缺陷的評價標準和規范設置判定條件。工作過程中首先利用激光位移傳感器對焊縫缺陷部位進行截面數據采集,將截面數據信息傳遞給上位機進行處理。根據處理結果確定缺陷的位置、種類和長度。
焊接過程中上位機程序通過凌華PCI-8102板卡讀取龍門架驅動電機編碼器的脈沖數量,記錄當前焊槍所在的位置。同時每隔0.2mm觸發一次激光位移傳感器,對焊縫截面進行一次數據采集。第一次檢測到焊縫截面異常即存在表面缺陷時,保存當前焊槍的位置,該位置為缺陷位置起點,最后一次檢測到該類型缺陷時,保存當前位置,該位置為此處缺陷的終點。起點和中點之間的長度即為此缺陷的長度。在缺陷檢測時,只記錄尺寸在0.5mm以上的缺陷,本文系統中激光位移傳感器的單像素物理尺寸為0.05mm,所以10次以上的檢測才可以對缺陷進行判定。即若連續的10次截面檢測為同一缺陷的特征則可判定該位置缺陷的種類。焊縫檢測的流程如圖2所示。
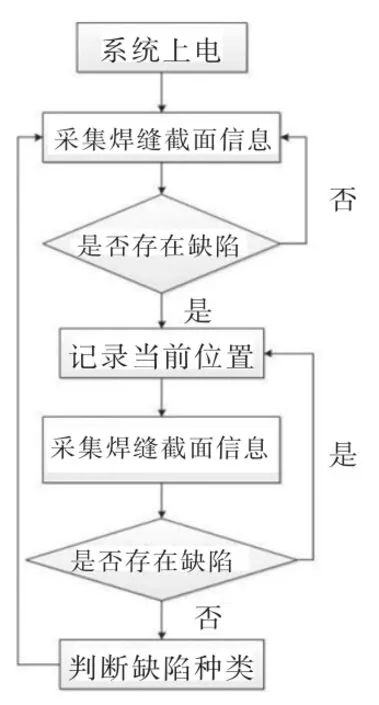
圖2 缺陷檢測流程Fig.2 Defect detection flow chart
2 焊縫表面缺陷識別
焊縫表面缺陷的準確識別是焊縫質量檢測的關鍵。本節主要介紹焊縫表面缺陷判斷條件的確定方法以及在此基礎上進行常見表面缺陷檢測的具體步驟。
2.1 焊縫標準截面模型
根據現場作業規范,在現有激光圖位移傳感器的安裝位置時,中空鋁合金擠壓型材的自動焊接焊縫標準形貌模型如圖3所示。
從圖中何以看出焊縫形貌正常時焊縫根部的寬度約為12mm,高度在0.9~1.8mm之間。焊縫位置左右形貌光滑勻稱,沒有凹陷。
對比正常焊縫成型形貌,下面對中空鋁合金擠壓型材焊接過程中常見的三種缺陷:余高過高、咬邊和未焊滿逐一進行識別分析。本文中根據ISO 10042:2005鋁及其合金弧焊接縫缺陷評價標準與鋁合金現場焊接作業規范對焊接過程中常見的焊縫表面缺陷的判斷條件進行量化。給出相應缺陷的判斷條件如表1所示。
2.2 焊縫截面數據采集與預處理
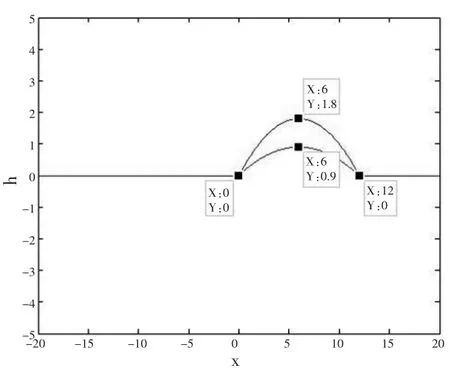
圖3 焊縫標準形貌Fig.3 Standard weld appearance
采用激光位移傳感器對坡口截面信息進行采集,基恩士LJ-G080 2D激光位移傳感器為800像素線激光,在傳感器頭與測量物體距離為80mm參考距離時,其x軸最佳測量范圍為32mm,x軸的重復測量精度為 10μm,z軸的重復測量精度為1μm。
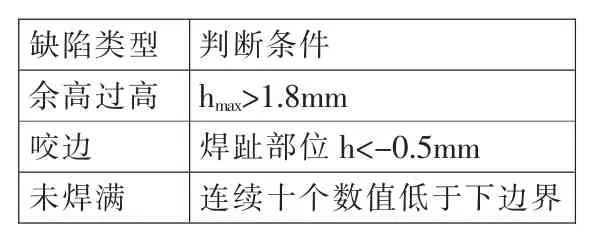
表1 焊縫缺陷判斷條件Tab.1 Weld defect analyzing condition
由于機械加工和安裝等因素的影響,激光位移傳感器發射出的線激光與車體型材表面不可能完全平行,難免存在一定的夾角。直接使用激光傳感器采集到的數據與標準焊縫截面模型對比必定會存在基準線不同而造成的誤差對采集到的型材表面數據進行最小二乘直線擬合,然后將整體曲線數據基準線根據擬合結果旋轉至水平位置再與標準焊縫截面模型進行對比。
由直線擬合的最小二乘法可知,對給定區域的離散點集(xi,f(xi))(i=0,1…m)進行直線擬合即為在線性無關的函數集合 Φ=span{φ0(x),φ1(x),…,φn(x)}中求解 S*(x)∈Φ,使其誤差平方和滿足:

在激光傳感器采集到的800個像素點數據中,分別截取坡口左側的第150~250和坡口右側的第650~750個點,將這兩段離散點集擬合成一條直線。將一次型材上表面的擬合結果繪制如圖4所示。
以擬合的結果作為基準線,對實測曲線通過逐點與基準線相減將其旋轉至水平位置,這樣使得所有點的基準統一到水平線上,實現了實測焊縫與標準截面模型曲線基準的重合。
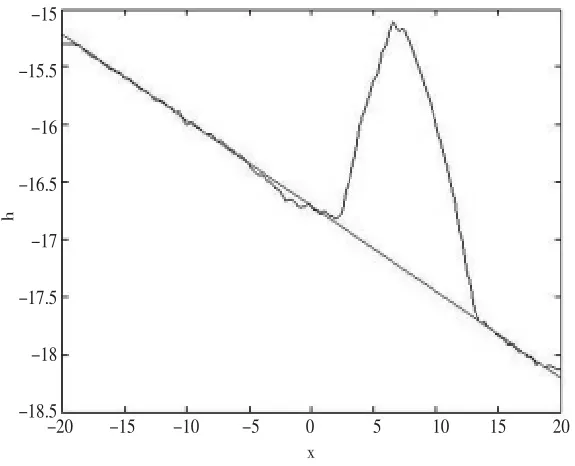
圖4 基準線擬合結果Fig.4 Baseline fitting result
2.3 常見焊縫表面缺陷的識別
(1)余高過高的識別。通過LJ-G080激光位移傳感器對準余高過高缺陷部位進行數據采集。并對采集到的焊縫表面數據根據上一節的方法進行預處理然后與焊縫標準截面模型進行對比。在上位機程序中設置焊縫高度的上限值為1.8mm,在連續的10次截面檢測數據中若有連續的10個數的高度值超過1.8mm則認為此處為余高過高缺陷。
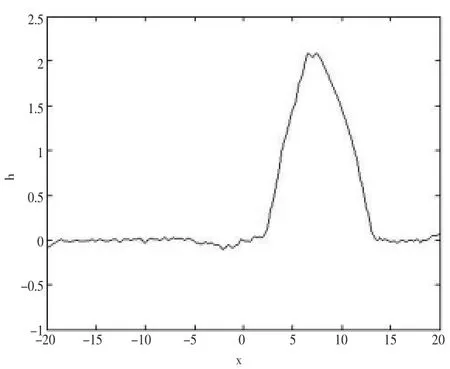
圖5 以水平線為基準的焊縫截面數據Fig.5 Weld cross-section data based on horizontal lines
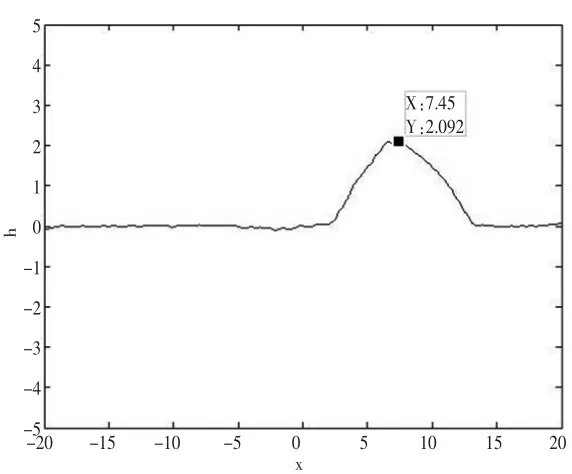
圖6 余高過高截面數據Fig.6 Overhigh excess weldmetal cross-section data
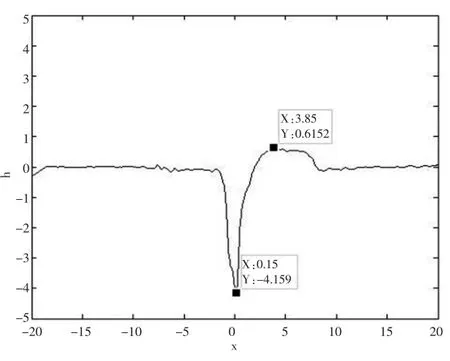
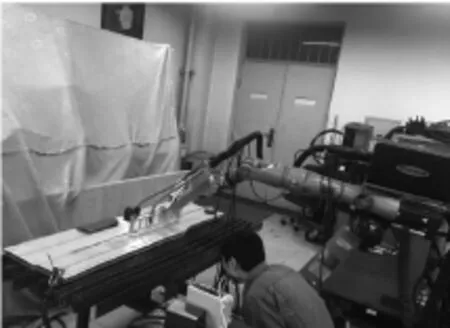
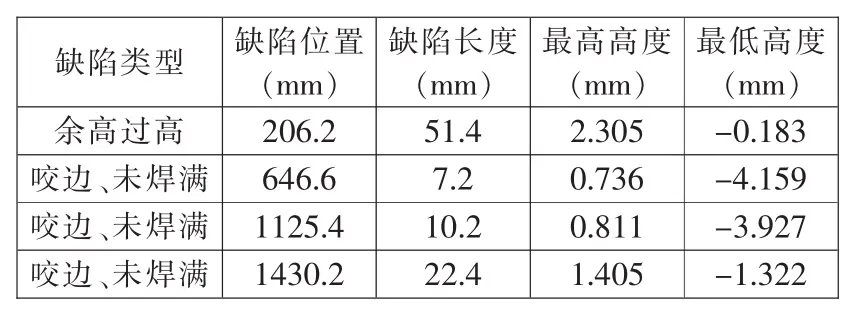
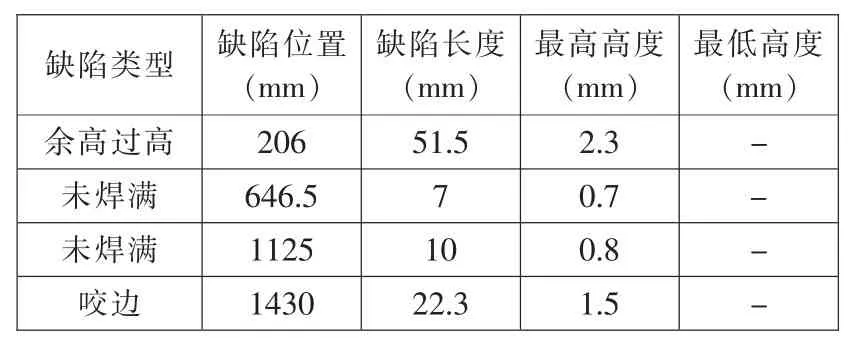
(2)咬邊的識別。對準咬邊缺陷部位進行數據采集和預處理。在上位機程序中設置焊縫高度的下限值為-0.5mm,在連續的10次截面檢測的焊趾部位(-2 (3)未焊滿的識別。對準未焊滿缺陷部位進行數據采集和預處理。在上位機程序中設置焊縫高度的下邊界函數,在連續的10次截面檢測數據中若有連續的10個數的高度值低于下邊界函數則認為此處為未焊滿缺陷。 圖7 咬邊截面數據Fig.7 Undercut cross-section data 圖8 未焊滿截面數據Fig.8 Not weld fully cross-section data 為了檢測上述方法的有效性,搭建如圖9所示的實驗平臺,并編寫上位機程序進行了功能性實驗。實驗過程中對整條焊縫先后進行激光掃描檢測和人工肉眼檢測,激光掃描檢測結果展示如表2所示,人工肉眼檢測結果展示如表3所示。 圖9 激光視覺焊縫表面質量檢測實驗Fig.9 Weld surface quality inspection experiment based on laser vision 通過以上兩種檢測方式檢測結果的對比可以看出激光掃描焊縫表面質量檢測系統有效可靠,檢測的精度較手工檢測更高,能夠滿足焊縫表面質量檢測的需求。本文研究成果對豐富自動化焊接技術,推進基于機器視覺的智能焊接設備的研究具有一定的理論意義和工程實用價值。 表2 激光掃描檢測結果Tab.2 Laser scanning results 表3 人工肉眼檢測結果Tab.3 Artificial visual inspection results 提出了一種激光掃描焊縫截面的缺陷檢測方法,通過不同的焊縫表面缺陷類型的特點給出不同的判定識別條件,并通過實驗驗證了該方法的有效性。 測量過程采用線激光,缺陷檢測準確。獲得的數據為一維數組,大大減少了數據量,相應算法運算速度快,提高了焊縫檢測效率。 焊縫檢測與焊接過程同步進行,節省了人工檢測環節的時間。對缺陷信息進行三維展示并保存顯著提高了缺陷信息的追溯性。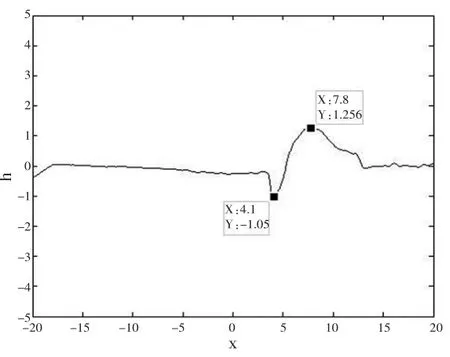
3 實驗驗證
4 結論
猜你喜歡
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
制造業自動化(2017年2期)2017-03-20 14:26:13
