基于CBR的制孔窩深工藝參數實例庫研究
2018-10-17 06:01:46梁青霄白云鵬查艷妮
裝備制造技術 2018年8期
常 婷,梁青霄,李 斌,白云鵬,查艷妮
(中航飛機股份有限公司,陜西 西安710000)
0 引言
在航空制造與裝配領域中,孔加工占有重要地位.據統計,70%的飛機機體疲勞失效事故起因于結構連接部位,其中80%的疲勞裂紋發生于連接孔處[1],可見孔的質量極大地影響著飛機的壽命。設備制孔窩深是自動制孔設備較難控制的一個參數。飛機產品制孔部位結構的剛性、產品外形曲率、產品工況等因素對锪窩深度的影響較大,這也是很多制孔設備在平板試刀臺上制孔锪窩深度控制良好,但是在飛機產品上制孔锪窩深度較難控制的原因,而飛機產品上對锪窩深度精度要求較高(0~-0.05 mm),窩深只允許負偏差而不允許正偏差,所以在工藝參數選取的問題上采取保守的選擇方法,一部分窩需要通過人工補锪以滿足裝配精度要求,顯然這并不符合智能制造的要求。筆者在企業內的已應用多年的自動制孔設備研究發現,企業在產品研制生產應用過程中積累了大量的工程應用經驗數據,這些數據對制孔工藝參數的選擇甚至于其他機型的工程研制具有重要的價值和指導意義,而且這些經驗數據會隨著生產的不斷增加而不斷積累,但是這些經驗數據并沒有以一定的形式存儲下來[1],而是隨著生產的不斷進行而流失,因此亟需一種有效的方式將企業生產經驗數據有效存儲起來并用于工藝參數設計優化。本文引入CBR(Case-based reasoning)思想,將企業的生產經驗數據以制孔知識實例的形式進行表達,采用基于制孔實例的工藝參數推理方法對工藝參數進行優化,實現制孔工藝參數個性化控制,從而實現锪窩深度精確控制。本文主要從制孔經驗數據的知識表達以及工藝參數模型推薦等兩方面展開研究。
1 基于CBR的制孔窩深工藝參數推理模型
基于實例推理(簡稱CBR),是通過輸入待求解問題,尋找與之相似的歷史案例,把它重新應用到新問題的環境中來的一種方法[2-3]。目前CBR的思想在工藝設計過程應用較為廣泛,將工藝過程的經驗數據以知識實例的形式進行表達,通過不斷的積累和學習,CBR系統不斷壯大,其推理匹配能力越來越強,智能化水平越來越高。
基于CBR的制孔窩深工藝參數推理模型如圖1所示,邏輯過程如下:輸入目標裝配特征以及目標窩深,系統通過將目標裝配特征與實例庫中的實例裝配特征進行檢索,根據相似度計算的結果,找出一個與待求問題最相近的候選實例,根據重用此候選實例并進行修改完善。按照修改完善后的工藝參數進行制孔锪窩,通過窩深檢測對窩深值進行判斷,如果窩深值滿足設計要求,則將修改后的工藝參數實例作為新的實例保存到實例庫中,以便下次遇到類似的問題時作為參考。
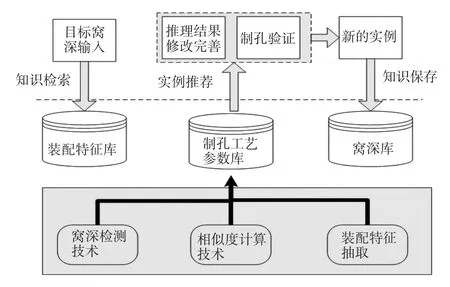
圖1 制孔窩深工藝參數推理模型
2 制孔工藝參數實例
制孔工藝參數是制孔窩深控制的關鍵,合理準確的表達制孔工藝參數實例,可以方便的對工藝參數進行存儲和管理,將工藝參數中的經驗提取出來,為制孔工藝參數的設計提供經驗數據支持。
2.1 制孔經驗數據的分析和抽取
制孔經驗數據包括:制孔工藝參數、孔特征信息以及裝配特征信息。制孔工藝參數的獲取從設備加工界面由人工在產品加工過程中輸入,存儲到數據庫中。在不同參數下獲得的窩深數據可由窩深檢測實現,將該工藝參數下獲得的窩深數據進行存儲。裝配特征信息需要人工對不同框位不同孔位對應的裝配特征進行提取、歸納、總結,進行存儲。
2.2 制孔知識表達模型
對飛機產品上影響锪窩深度的裝配特征進行分析,歸納出影響锪窩深度的主要因素包括產品曲率和結構剛性兩大因素。產品曲率越大,在相同的工藝參數下,锪窩的窩深越小。產品結構剛性則與材料性能、框翻邊結構,框支撐長度、框支撐結構,制孔夾層厚度等參數相關。選擇產品曲率和結構剛性的相關參數來描述裝配特征,飛機產品壁板外蒙皮材料性能相近,不同制孔位置的材料性能一致,相似度一致,所以材料性能不作為裝配特征。以飛機下壁板組件為例,選擇飛機下壁板組件外蒙皮不同制孔位置的參數作為裝配特征,包括制孔夾層厚度、框翻邊結構、框支撐長度、支撐結構等,見圖2.用一個八元組表示裝配特征實例,制孔知識表達模型見圖3.
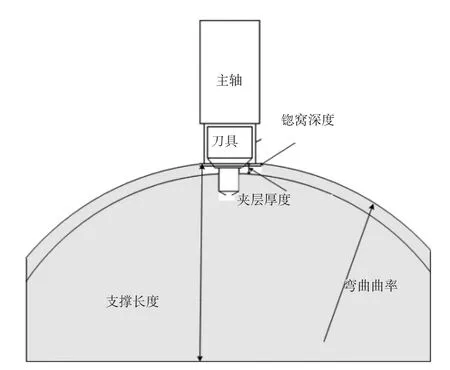
圖2 制孔位置結構圖示意
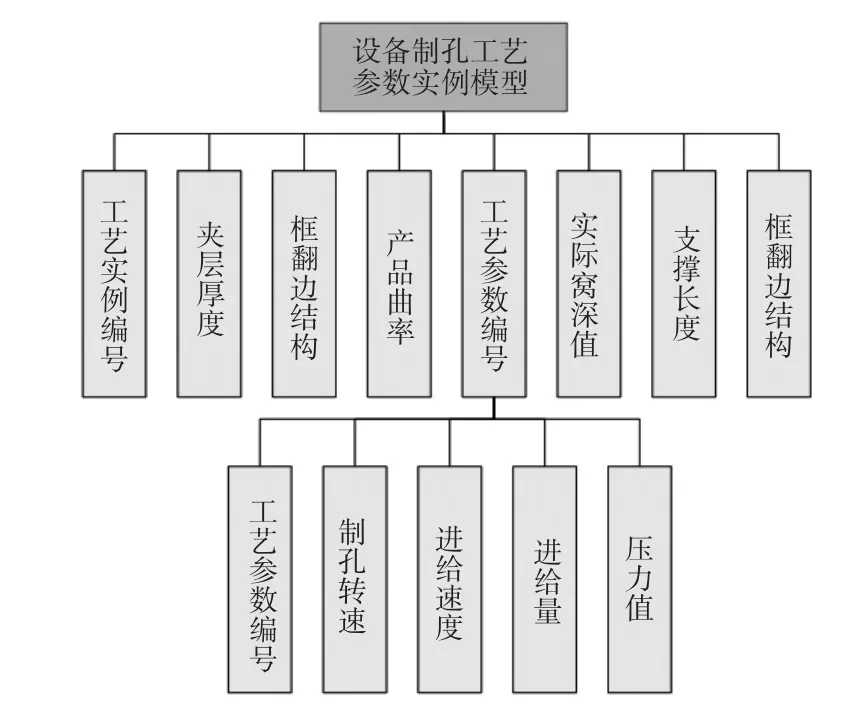
圖3 制孔知識實例模型
Assembly為一個八元組
AssemblyID為工藝實例編號;
AssemblyThickness為制孔夾層厚度取制孔位置的夾層厚度,厚度越大,剛性越強;
AssemblyRevers為框翻邊結構包括單翻邊斷開結構、雙翻邊斷開結構、雙翻邊一體結構,雙翻邊比單翻邊剛性強,一體結構比斷開結構剛性強;
AssemblyLengh為代表框支撐長度取制孔位置點位到工裝定位銷腹板面的距離。每個制孔位置的支撐長度都不一樣,支撐長度越長,剛性越弱;
AssemblyCurve為代表產品曲率,制孔位置的產品曲率不同,同一工藝參數下獲得的窩徑不同;
AssemblyStructure為代表支撐結構,支撐結構形式包括全支撐和半支撐兩種情況;
AssemblyDeep為代表該實例裝配特征下獲得的實際窩深值;
AssemblyId代表該裝配特征對應的工藝參數實例。
ParameterList為一個五元組
ParameterID用以表示工藝參數實例編號;
Speed、CutSpeed分別代表制孔轉速以及進給速度,二者均影響锪窩表面質量以及窩深參數;
CutDeep代表主軸進給量,進給量越大,窩深越大;
Stress代表壓力腳壓力值,壓力值越大,窩深越小。
2.3 相似度計算
相似度計算是知識檢索和推薦的核心算法,檢索一個實例后,相似度計算公式如下,用于判斷目標實例與源實例之間的相似程度。
Sim(A,B)=∑Wi·Gi(Ai,Bi)(i=1~6)
其中:
(1)Gi(Ai,Bi)代表每個裝配特征因子的相似程度,分別用函數 G1、G2、G3、G4、G5、G6 表示裝配特征AssemblyThickness、AssemblyRevers、AssemblyLengh、AssemblyR、AssemblyR、AssemblyR的相似程度。
相似度函數G2和G5代表離散量函數,通常用0和1代表離散型函數的值,相同即1,不相同即0.
相似度函數G1、G3、G4和G6代表的裝配特征屬于連續性變量,用Gi=1-|(Ai-Bi)/Bi|表示。
(2)A為目標實例(新實例),Ai為目標實例第i項實例特征,A={A1,A2,…A6};
(3)B為知識庫已有的源實例;Bi為源實例第i項實例特征,B={B1,B2…,B6};
(4)i為實例特征的項數,n=6;
(5)Wi為第i項實例特征的權重,由由領域專家商定給出。夾層厚度和支撐方式對窩深影響較大,分別賦予權重W1=0.3,W5=0.3;其他裝配特征權重分別為0.1.
2.4 實例檢索與重用
實例的數量大小直接影響實例推理的執行速度,采用“條件判斷+相似度計算”的形式進行實例檢索與判斷。裝配特征參數中加工材料夾層厚度AssemblyThickness以及框翻邊結構AssemblyRevers對制孔窩深影響較大,將此二者裝配特征作為IF判斷條件內容。
條件判斷的原則為:
IF (AssemblyThickness差值>2 AND AssemblyRevers不等)
{
直接跳轉
};
進行相似度計算。
按照相似度計算結果對實例進行排序。
根據相似度計算結果,進行工藝參數的優化選取。
3 實例驗證
以某型機下壁板框與蒙皮連接緊固件的制孔锪窩工藝參數實例推理為例,驗證該制孔知識的锪窩深度工藝參數優化方法。
設目標實例 A={A1,A2……A6}={4,雙,565,全,4 200,7.5}
按照相似度計算算法計算目標實例與源實例的相似度值,有:
S=0.3*G1+0.1*G2+0.1*G3+0.1*G4+0.3*G5+0.1*G6
按照相似度計算結果值的高低進行排序,取相似度大小排序靠前的實例記錄如表1所示。
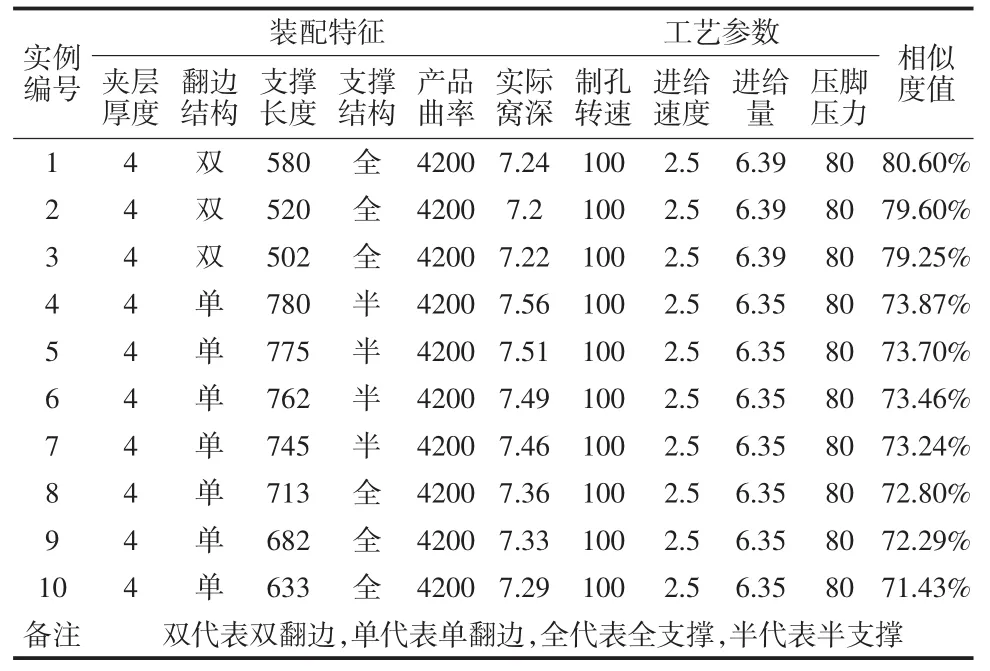
表1 工藝參數實例相似度計算結果
工藝人員按照相似度計算結果,選擇相似度值最高的工藝參數實例,如表2所示,并對工藝參數進行優化選取。

表2 推優實例
4 結論
根據制孔窩深較難控制的情況,提供了一種基于實例推理的窩深工藝參數優化方法,將企業生產過程中積累的制孔工藝參數經驗進行抽取、歸納和組織,給出工藝參數目標實例與源實例的相似度計算方法,工藝參數實例推薦模型按照相似度計算結果的高低進行實例推薦,工藝人員根據推薦結果進行工藝參數的優化。該方法可以把已有的工藝參數實例經驗進行存儲以及進行實例推薦,為制定新工藝提供查考,也可以用于新工藝員培訓和設計人員參考。進一步工作應關注知識庫中裝配知識的表達和完善推薦模型上。
猜你喜歡
黨課參考(2021年20期)2021-11-04 09:39:46
山東冶金(2019年6期)2020-01-06 07:45:54
瘋狂英語·新策略(2019年10期)2019-12-13 08:43:28
世界農藥(2019年2期)2019-07-13 05:55:12
當代陜西(2019年10期)2019-06-03 10:12:04
小哥白尼(軍事科學)(2019年6期)2019-03-14 05:49:56
黨課參考(2018年20期)2018-11-09 08:52:36
數學小靈通·3-4年級(2017年9期)2017-10-13 08:10:54
銅業工程(2015年4期)2015-12-29 02:48:39
都市麗人(2015年4期)2015-03-20 13:33:22
