鋁合金殼體件的傾轉鑄造工藝設計與數值模擬
2018-10-20 02:50:22李建軍鄭凱峰杜曉明
中國鑄造裝備與技術 2018年5期
李建軍,鄭凱峰,杜曉明
(沈陽理工大學,遼寧沈陽 110159)
鑄件充型凝固過程計算機模擬已經成為鑄造行業以及材料加工工程學科發展的前沿領域,也是改造傳統鑄造產業的必由之路。經過幾十年的努力,鑄件充型凝固過程計算機模擬發展已經進入工程實用化階段,鑄造生產正在由憑經驗走向科學理論指導。鑄件充型凝固過程的數值模擬可以幫助工程技術人員在進行鑄造投產前對鑄件可能出現的各種缺陷及其大小、部位和發生的時間予以有效地預測,以便在制定鑄造工藝方案和澆注前采取對策,確保鑄件質量,縮短試制周期,降低生產成本。
從20世紀60年代開始凝固過程數值模擬,80年代初開始充型過程數值模擬和鑄件應力應變數值模擬,90年代興起鑄件微觀組織數值模擬的研究,到21世紀全流程的鑄造專家系統,發展到今天的以互聯網+、大數據和增材制造為代表的智能化鑄造,進而實現鑄件成形制造過程的工藝優化,預測鑄件組織、性能與使用壽命。數值模擬技術已深入到鑄件成形過程的各個方面,成為多功能、高保真、高效率的多學科模擬與仿真技術[1-5]。然而鑄件成形過程的影響因素繁多,且同一鑄件可同時有多種不同的工藝方案。因此鑄造過程的模擬與仿真往往也包括鑄造工藝計算機輔助設計CAD,鑄件凝固過程數值模擬CAE等多項技術,為工藝及裝備設計與優化、過程仿真以及質量預測與檢測等提供服務。
本文設計了鋁合金殼體的傾轉鑄造工藝并用Flow—3D軟件模擬鋁合金殼體的充型與凝固過程,從而驗證了工藝設計的合理性,為該鑄件的實際生產提供理論依據。
1 鑄件介紹
殼體零件的材質是ZL101合金,鑄件要求組織致密,不能有縮松、縮孔、裂紋等缺陷,在0.5MPa煤油的壓力下進行氣密性試驗,保持5 min不滲透,圖1是殼體零件圖。
2 鑄造工藝設計
2.1 澆注位置與分型面
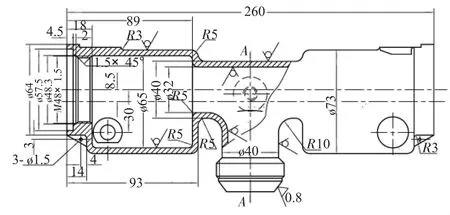

圖1 零件圖
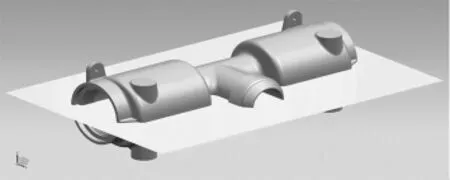
圖2 澆注位置和分型面方案
殼體的重量約為810g,屬于小型鑄鋁件,內部結構復雜,最小壁厚為3mm,最大壁厚為8mm,且薄壁部分占較大比例,整體零件屬于薄壁件。采用自硬呋喃樹脂砂水平造型,一模兩件,冷芯盒制芯,傾轉澆注工藝。由圖1可見,該件在軸向是對稱結構,因此,確定澆注位置和分型方案如圖2所示。為了形成鑄件的內腔,設計了如圖3所示的1#砂芯。由于鑄件有四個需要鑄出的孔,而1#砂芯不能形成該孔,設計了2#砂芯(圖3)。
2.2 澆注系統設計
鑄鋁件的澆注系統通常推薦使用底注開放式結構,以避免鋁液澆注時發生飛濺而氧化,同時底注式能夠確保充型平穩,減少鋁液的吸氣。阻流截面設置在直澆道下方,采用澆注系統的水力學方法,得到單個鑄件的阻流截面積的理論值為3.4cm2。由鋁鑄件的澆注重量與直澆道截面積的經驗關系,得到直澆道的直徑范圍為14~20 mm,實際取20 mm[6]。澆注時間為6.2s。根據鋁合金澆注系統各組元常用截面比[7],選擇F直∶F橫∶F內=1∶2∶2。由于是一模兩件,所以單個鑄件的內澆道和橫澆道的理論截面積都為3.4cm2。因扁平內澆道能有效防止金屬液吸渣,并能調節鑄件溫度和凝固順序,所以內澆道采用扁平型。設計內澆道的高度為9mm,上、下寬為38mm。將橫澆道設計為圓形,直徑為20mm。
2.3 冒口的設計
由圖1可知,殼體鑄件的不均勻壁厚有三個熱節部位。但因產生的熱節部位都在下箱,且集中在鑄件兩端。因此在殼體遠離澆口末端設置一個明冒口,直徑為64mm,高度為90mm,冒口的斜度按照1∶10設計。在靠近橫澆道末端設置一個暗冒口,在澆注時也可起到集渣作用,其直徑為38mm,高度為60mm。由于采用傾轉澆注工藝,在澆注完成后將砂箱直立起來,鑄件末端的冒口可以補縮熱節部位。完整的鑄造工藝圖如圖4所示。
3 模擬驗證
3.1 模型前處理
采用三維造型軟件UG(Unigraphics NX)將鑄件、芯子、砂箱的三維實體進行裝配。通過Flow—3D軟件進行網格劃分,鑄件、芯子和砂箱的網格大小分別為1.5mm、5mm和20mm,網格單元總數為4810346個。
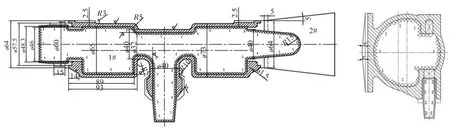
圖3 砂芯示意圖
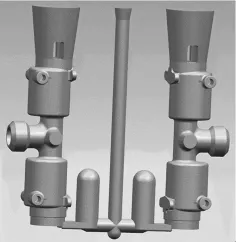
圖4 鑄造工藝圖
3.2 計算條件設置
鑄件材質為ZL101,砂型為呋喃樹脂砂,砂型的密度為1.52×103kg/m3,導熱系數為0.53W/(m·K),比熱為1.22kJ/(kg·K)。鋁合金澆注溫度為973K,砂型初始溫度為 293K。根據文獻結果[8,9],砂型與鑄件界面換熱系數500W/(m2·K),砂型與空氣換熱系數10W/(m2·K),鑄件與砂型界面換熱系數300W/(m2·K)。澆注時鑄型傾轉角速度為0.262rad/s。
4 模擬結果分析
鑄件的充型過程模擬結果如圖5所示。從圖可以看出,隨著澆注的進行,鑄型由水平位置轉動到豎直位置,金屬液平穩充填型腔,6.2s完成充型。充型結束時液態金屬溫度都在結晶溫度以上,并未出現澆不足和冷隔現象。在傾轉澆注過程中金屬液的充型動力除了自身的重力外,主要來自于傾轉引起的靜壓頭的增加。然而,與重力澆注最大的區別在于傾轉澆注時金屬液的充型速度是緩慢增加的,因此金屬液流充型平穩,對型腔的沖刷力較小,能實現金屬液流在型腔中的層流充填和順序排氣,避免了金屬液流在型腔內的紊流或飛濺。圖6給出了充型結束后鑄件表面缺陷分布情況,由圖6可見,表面缺陷主要集中分布在鑄件頂部的冒口區,這些表面缺陷是由于鋁液在充型過程中流動前沿被氧化形成的氧化物留在了充型末端區。由于該鑄件上的冒口區均為充型末端區,因此表面缺陷主要集中在冒口中。
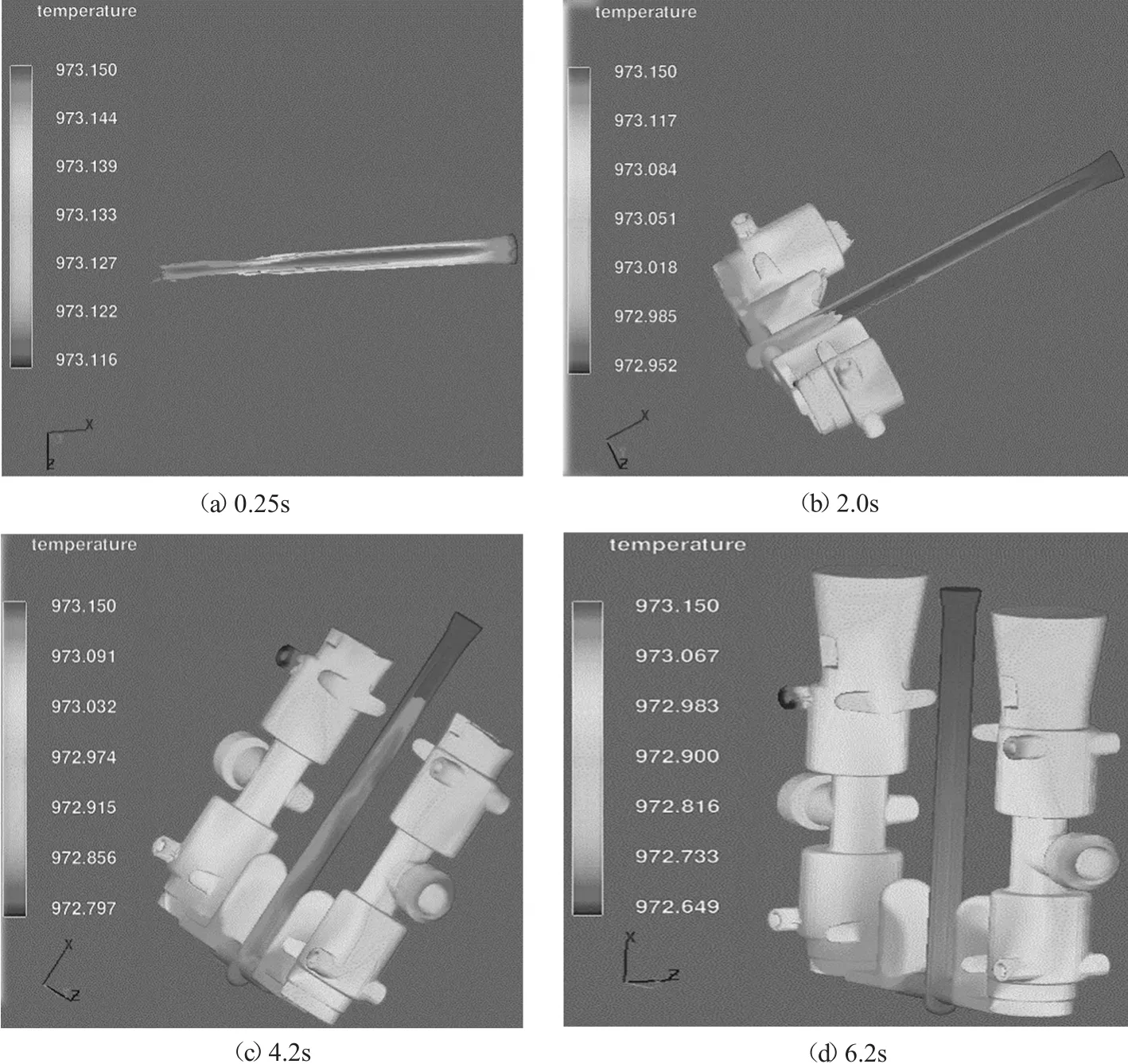
圖5 鑄件充型過程
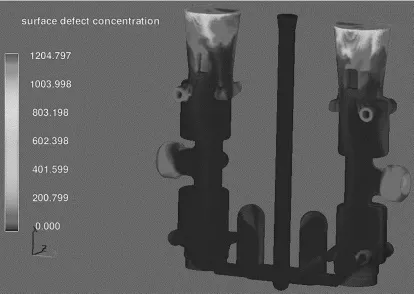
圖6 充型結束后的表面缺陷
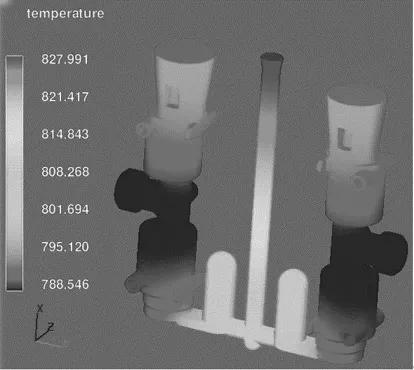
圖7 凝固結束后的鑄件的溫度分布
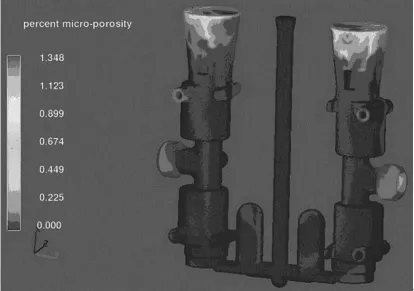
圖8 收縮缺陷的預測結果
圖7 給出了鑄件凝固完成后的溫度分布,由圖可見,鑄件上的兩處冒口區的溫度最高,鑄件溫度較低,表明鑄件是按照順序凝固的方式進行,冒口能夠起到補縮作用。圖8給出了鑄件凝固后的收縮缺陷的預測結果。從圖中可知,收縮類缺陷都留在冒口中,只有極少的收縮缺陷分布于鑄件中。由此可見,本文中設計的傾轉澆注工藝方案較為合理,達到了鑄件的質量要求。
5 結論
(1)設計了殼體鑄鋁件的的傾轉鑄造工藝方案。
(2)采用數值模擬方法對鑄造工藝方案進行了模擬驗證,充型結果表明,采用傾轉鑄造工藝金屬液能平穩地進行充型,且表面缺陷主要集中在冒口中;凝固結果表明,鑄件按照順序凝固方式進行,冒口能夠有效發揮補縮作用,收縮類缺陷都留在冒口中。本文中設計的傾轉澆鑄造工藝方案是合理可行的,達到了鑄件的質量要求。
猜你喜歡
現代裝飾(2020年7期)2020-07-27 01:27:42
流行色(2020年1期)2020-04-28 11:16:38
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
藝術啟蒙(2018年7期)2018-08-23 09:14:18
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
石油化工應用(2014年8期)2014-03-11 17:40:03
