變電站接地扁鋼自動焊接機(jī)的設(shè)計
2018-10-30 06:35:04朱建春張高超曹杰勇王冠華
江西電力 2018年10期
關(guān)鍵詞:焊縫
朱建春,張高超,曹杰勇,王冠華
(江西省送變電工程有限公司,江西 南昌 330200)
0 引言
變電站工程接地焊接施工點(diǎn)多面廣,目前一般采用直流焊接機(jī),手工焊接的方法。由于焊接作業(yè)環(huán)境惡劣,手工焊接存在人為因素和焊接人員勞動強(qiáng)度大等缺陷,影響焊縫質(zhì)量,而接地裝置焊接質(zhì)量直接關(guān)系到接地電阻值的穩(wěn)定,關(guān)系到變電站的安全運(yùn)行。為提高焊接質(zhì)量和焊接工作效率,降低焊接人員的勞動強(qiáng)度,焊接過程的自動化是接地焊接施工發(fā)展的必然趨勢。
根據(jù)變電站的接地要求,接地扁鋼需埋于寬約80 cm的掩埋溝中,如圖1所示,空間狹窄,目前尚未有應(yīng)用于深窄溝的自動焊接設(shè)備。為了降低電焊工人手工焊接的勞動強(qiáng)度,本文設(shè)計了一種可在深窄溝運(yùn)用的自動焊接機(jī)。
1 扁鋼定位夾緊機(jī)構(gòu)
如圖2為定位夾緊機(jī)構(gòu)的總體結(jié)構(gòu),定位夾緊機(jī)構(gòu)安裝在焊接臺面上,焊接臺采用經(jīng)QPQ處理后的結(jié)構(gòu)鋼材料,可防焊渣及鐵水。
定位夾緊的具體工作過程分為三步:
首先,將第一塊待焊扁鋼放入到底座上,靠在定位塊3上,通過磁性銷的磁力吸附在定位塊3上,扁鋼端面靠在定位塊2上,從而確定第一條焊縫的位置;
之后放入第二塊扁鋼,通過定位塊1對第二塊扁鋼端面定位,確定第三條焊縫的位置;
最后將螺旋夾具旋緊,使兩個扁鋼夾緊。機(jī)構(gòu)通過定位擋塊和定位塊及螺旋夾緊夾具實(shí)現(xiàn)扁鋼的定位夾緊。

圖2 總體定位夾緊機(jī)構(gòu)
通過以上機(jī)構(gòu)定位夾緊后,焊接的第一個起始點(diǎn)坐標(biāo)即已經(jīng)確定,如圖3所示,所以焊接時,滑臺控制焊槍到達(dá)焊接起點(diǎn)。

圖3 焊接起點(diǎn)
底部移動機(jī)構(gòu)結(jié)構(gòu)采用900 mm×500 mm×20 mm鋁合金材料作為底板。底板滾輪采用寬幅滾輪,便于在松軟工地現(xiàn)場運(yùn)動;直徑為150 mm,在不平整的掩埋溝中具有良好的通過能力;滾輪上設(shè)有鎖緊裝置,使其可固定在指定位置。
2 焊槍位置調(diào)節(jié)機(jī)構(gòu)
利用三軸滑臺配合旋轉(zhuǎn)機(jī)構(gòu)實(shí)現(xiàn)四個自由度,以此來保證焊槍姿態(tài)及空間位置的可達(dá)性,具體過程示意如下。
在焊接開始時,通過控制三軸滑塊運(yùn)動,使焊槍對準(zhǔn)第一起始焊接點(diǎn)(通過定位夾緊機(jī)構(gòu)確定的坐標(biāo)),焊接開始,控制Z軸以一定速度移動,使焊槍焊接第一條焊縫,如圖4所示。
在完成第一條焊縫的焊接后,焊槍到達(dá)第一條焊縫的終點(diǎn),即為第二條焊縫的起點(diǎn),控制焊槍在X軸行走進(jìn)行第二條焊縫的焊接,如圖5所示。

圖4 第一條焊縫的自動焊接

圖5 第二條焊縫的自動焊接
待焊槍完成第二條焊縫焊接后,在第二條焊縫終點(diǎn)后,控制焊槍上的旋轉(zhuǎn)軸旋轉(zhuǎn)180度,由于旋轉(zhuǎn)軸中心和焊槍的焊接點(diǎn)重合,所以經(jīng)過旋轉(zhuǎn)后,焊槍的焊點(diǎn)還是在原來的位置,如圖6所示。

圖6 焊槍旋轉(zhuǎn)調(diào)整
滑臺選擇標(biāo)準(zhǔn)型絲杠滑臺,通過步進(jìn)電機(jī)控制滑臺運(yùn)動。為了確保自動焊接的穩(wěn)定性,三軸皆選擇相同寬度為130 mm的滑臺。XYZ三軸步進(jìn)電機(jī)選擇86HS2100-5型,最大扭矩為4.4 N.m;旋轉(zhuǎn)軸選擇57BYGHM280-3004A型步進(jìn)電機(jī),最大扭矩為2 N.m。
最終得到自動焊接機(jī)的總體結(jié)構(gòu)如圖7所示,總體尺寸為618 mm×900 mm×1 052mm,可以放入到掩埋溝中進(jìn)行焊接作業(yè)。

圖7 自動焊接機(jī)總體結(jié)構(gòu)
3 焊接實(shí)驗(yàn)
根據(jù)以上設(shè)計,制備得到扁鋼自動焊接樣機(jī),如圖8所示。

圖8 扁鋼自動焊接樣機(jī)
運(yùn)用自動焊接樣機(jī)進(jìn)行現(xiàn)場焊接實(shí)驗(yàn),如圖9所示,通過自動焊接機(jī)實(shí)現(xiàn)了扁鋼的自動焊接。
通過對比手工焊接及本文設(shè)計自動焊機(jī)焊接的扁鋼樣品進(jìn)行對比,如圖10(a)所示,由于手工焊接的質(zhì)量很大程度上受到人為因素影響,焊縫不可避免存在焊縫偏離,夾渣、砂眼等缺陷,并且由于焊接不均勻使焊接扁鋼上存在應(yīng)力集中而發(fā)生變形;而采用自動焊接的焊縫均勻,表面光滑,未見明顯缺陷,如圖10(b)所示。
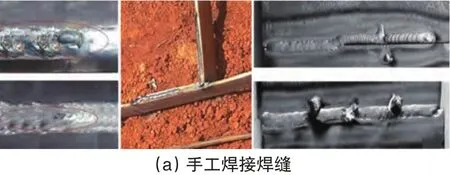

圖10 焊縫對比
采用手工焊接兩塊扁鋼時,操作人員需手動夾緊兩扁鋼進(jìn)行焊接,三條焊縫焊接的時間需要9min;自動焊接的焊接速率為1.5 mm/s,采用機(jī)械裝夾,完成扁鋼三條焊縫焊接所需時間約為5 min,提高了焊接的效率。
4 結(jié)論
通過本文的自動焊接機(jī)設(shè)計,電焊機(jī)、送絲機(jī)、專用工裝夾具集中裝于一個工作平臺上,通過設(shè)計使二塊扁鋼緊密地固定在支承平臺上,在控制系統(tǒng)的坐標(biāo)中,起焊點(diǎn)的坐標(biāo)通過定位夾具確定,實(shí)現(xiàn)程序自動地引導(dǎo)焊槍到達(dá)起焊位置;焊接過程首先完成從下到上的直立焊縫焊接,然后連續(xù)地焊接水平部位的焊縫;最后一條豎直焊縫在另一平面,與第二條焊縫不連續(xù),焊槍以手動或自動的方式通過機(jī)構(gòu)運(yùn)動到起焊點(diǎn),然后啟動焊接,完成最后一道焊縫的焊接。
猜你喜歡
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:08
裝備制造技術(shù)(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術(shù)與機(jī)床(2018年12期)2018-12-23 02:40:58
石家莊鐵路職業(yè)技術(shù)學(xué)院學(xué)報(2017年4期)2017-05-25 13:26:35
制造業(yè)自動化(2017年2期)2017-03-20 14:26:13
設(shè)備管理與維修(2015年12期)2015-04-09 06:57:24
機(jī)電信息(2015年3期)2015-02-27 15:54:47
機(jī)械工程師(2015年9期)2015-02-26 08:38:15
水電站機(jī)電技術(shù)(2014年4期)2014-10-13 08:30:07