鈦合金TB6銑削表面殘余應力研究*
2018-11-05 09:23:28向波羅楊后川李召華王春凈趙振峰
新技術新工藝 2018年10期
向波羅,楊后川,李召華,王春凈,趙振峰
(1.95903部隊,湖北 武漢 430331;2.空軍工程大學航空機務士官學校 航空修理工程系,河南 信陽 464000)
鈦合金TB6(Ti-10V-2Fe-3Al)是一種高強、高韌,并具有優良鑄鍛性與淬透性的近β型鈦合金,在飛機機身、起落架、直升機中央件和旋翼連接件等結構或部件中大量使用,在現代飛機結構中具有重要地位[1-2]。殘余應力是衡量零部件表面質量的重要指標之一,其性質和大小對零件變形、疲勞強度、耐磨性和耐腐蝕性均有重要影響[3]。在實際切削加工時,應盡可能減少零件表面殘余應力,或控制殘余應力表現為壓應力,并適當增加壓應力深度,以提高零件的綜合力學性能[4-5]。
目前,國內外對鈦合金銑削加工表面殘余應力進行著積極研究。Sun和Guo[6]研究了銑削鈦合金時切削速度和進給量對表面殘余應力的影響指出,表面殘余應力呈現隨切削速度增大而先減少后增大,隨進給量增大而先增大后減少的趨勢。J.D.P.Velasquez[7]研究表明,在高速數控車削加工時,隨著切削速度的增大,表面殘余壓應力減小,拉應力增加;當切削速度繼續增大時,表面殘余拉應力有減少趨勢。史愷寧等[8]研究側銑鈦合金TB6時發現,在保證銑削速度不變的情況下,當每齒進給量和銑削寬度增大到一定程度時,表面殘余壓應力有所增大,在表層出現殘余拉應力,且殘余應力層變深。L.chen等[9]在車削TC4時發現,要避免在已加工表面產生殘余拉應力,應盡量控制刀具磨損量的大小。程敢峰[10]通過試驗探究了刀具后刀面磨損和切削力對工件表面殘余應力的影響,結果表明,切削力、刀具磨損狀態是影響表面殘余應力的重要因素。田榮鑫等[11]用球頭刀銑削TC17得到了刀具磨損量VB對殘余壓應力沿深度分布的影響規律,即在深度分布方向,殘余應力先增大到最大壓應力值后,逐漸減小并趨向于零;表面殘余應力、最大殘余壓應力和殘余應力深度均隨刀具磨損量增大呈增大趨勢。
本文通過開展銑削參數、干銑削和刀具磨損等對表面殘余應力的影響研究,為TB6銑削加工表面質量控制提供技術基礎。
1 試驗準備
試件采用外形尺寸為20 mm×20 mm的去應力退火方柱。試件裝夾如圖1所示。

圖1 試件裝夾
試件材料(鈦合金TB6)的化學成分組成見表1,力學性能見表2[12-13]。

表1 鈦合金TB6化學成分(質量分數) (%)

表2 鈦合金TB6力學性能
鈦合金TB6銑削試驗均在三坐標立式數控銑床上進行。該機床功率為22 kW,主軸轉速為0~10 000 r/min。用型號為R390-50Q22-17L的山特維克盤銑刀,刀片型號為R390-17 04 31E-PM S30T,刀尖圓弧半徑為3~3.2 mm。
2 試驗結果與討論
2.1 銑削參數對表面殘余應力影響分析
銑削參數對殘余應力影響試驗結果見表3。由表3得到的銑削參數對表面殘余應力的影響規律曲線如圖2所示。
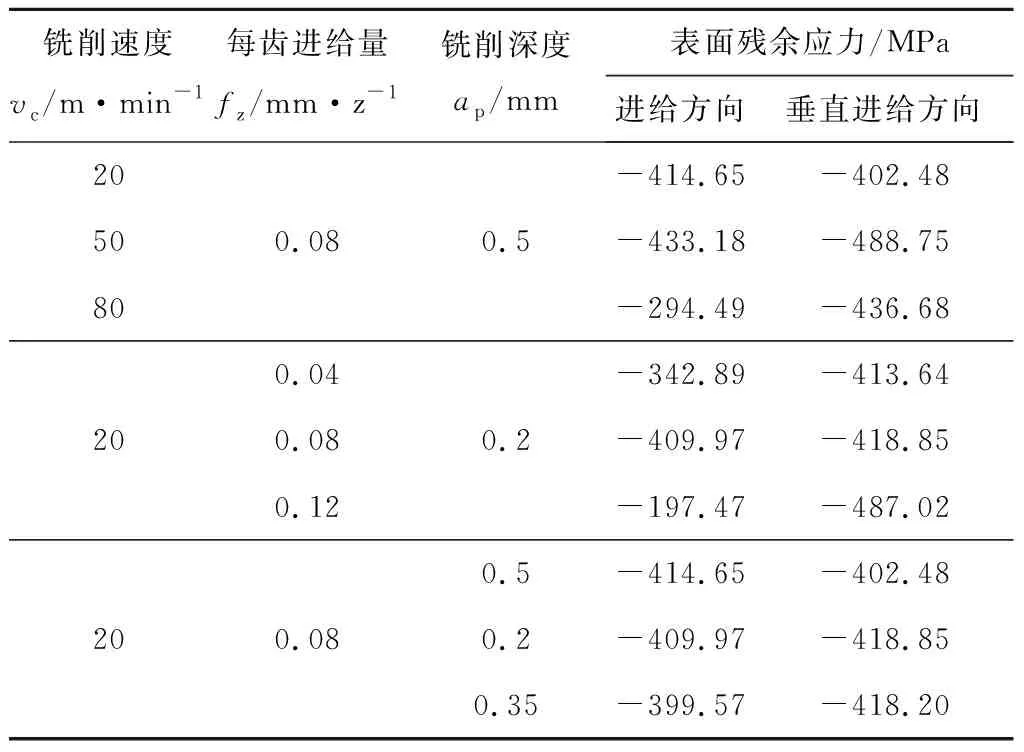
表3 銑削參數對表面殘余應力的影響


從圖2a可以看出,在銑削速度為20~80 m/min時,殘余應力值隨切削速度的增大先略增大而后減小,表現為壓應力。具體分析如下:1)隨著銑削速度的增加,銑削力增大,由于鈦合金TB6彈性模量小,已加工表面彈性恢復大,刀具后刀面對工件表面的擠壓作用強,即擠壓效應強,引起的殘余壓應力增大;2)隨著銑削力增大,銑削層塑性變形區域增大,變形程度加重,塑性突出效應也強,引起殘余拉應力變大;3)工件表面銑削溫度隨銑削速度的增大而升高,在乳化液冷卻情況下,加工表面溫度不超過相變溫度,熱效應引起的殘余拉應力不十分明顯。可見,擠壓效應引起的殘余壓應力較塑性突出效應和熱效應引起的殘余拉應力大,殘余拉、壓應力疊加后表現為殘余壓應力,隨著銑削速度增大,擠壓效應引起殘余壓應力增大明顯,在擠壓效應、塑性突出效應和熱效應共同作用下,表面殘余壓應力值減小,殘余壓應力值隨速度增大而減小,這與王素玉[14]的研究結果相似。此外,刀具進給方向與工件材料剪切方向的夾角小,在進給方向上擠壓、摩擦、延展作用強于垂直進給方向,導致在進給方向出現較大的殘余壓應力,垂直進給方向上呈現出較小的殘余壓應力。可見,要想獲得好的殘余應力,可以采用高速度冷卻潤滑銑削。
從圖2b可以看出,在每齒進給量從0.04 mm/z升高到0.08 mm/z的過程中,表面殘余應力大小始終保持在-340~-420 MPa;當每齒進給量達到0.12 mm/z時,垂直進給方向的殘余應力值接近-500 MPa,均為壓應力。具體分析如下:1)隨著進給量增加,切削力增大,擠壓引起的塑性變形增大,擠壓效應引起的表面殘余壓應力增大,塑性突出效應引起的殘余拉應力也增大;2)在20 m/min的速度下冷卻潤滑銑削,切削溫度變化不大,熱效應引起的表面殘余拉應力變化不大;3)已加工表面表現為殘余壓應力,可見擠壓效應引起的壓應力大于塑性突出效應和熱效應引起的拉應力;4)當進給量增加較大時,擠壓效應將更大于塑性突出效應,加工表面殘余壓應力表現越明顯。可見,要想獲得大的殘余壓應力,可適當增加每齒進給量。
從圖2c可以看出,相對銑削速度和每齒進給量產生的殘余應力影響而言,銑削深度對鈦合金TB6表面殘余應力的影響不大明顯。在銑削深度從0.2~0.5 mm的變化過程中,2個方向的表面殘余應力值幾乎保持不變,均在-400 MPa左右徘徊。銑削深度對表面殘余應力的影響至今尚無定論,一些學者研究認為[15-16],銑削深度增大對殘余應力影響不大,由Atintas[17]銑削力Ft(φ)=Ktcah(φ)+Krca可知,銑削深度增大,雖然銑削力增大,但是切削刃單位長度上的銑削力并無明顯變化,塑性變形程度變化不大,因而殘余應力變化不大。另一些學者研究認為[18],銑削深度增大,被銑削層金屬的截面及體積增大,切削刃前的塑性變形范圍和變形程度增加,殘余應力及分布影響大。可見,適當增大銑削深度ap,既可控制好殘余應力,又能提高銑削效率。
2.2 干銑削和冷銑削對殘余應力的影響分析
在無乳化液冷卻潤滑條件下銑削稱為干銑削,在乳化液冷卻潤滑條件下的銑削稱為冷銑削。試驗條件為:vc=20、50、80 m/min,fz=0.08 mm/z,ap=0.5 mm。不同銑削速度時干銑削和冷銑削對表面殘余應力的影響如圖3所示。

圖3 干銑削與冷銑削對表面殘余應力的影響
從圖3可以看出,試件干銑削時,表面殘余應力表現為拉應力,冷銑削時表面殘余應力表現為殘余壓應力。具體分析如下:1)在干銑削加工時,刀-屑、刀-工件銑削溫度高(可達800 ℃)[19],而鈦合金TB6導熱性差,使銑削熱積聚在銑削表面,導致鈦合金出現相變,因相變而引起殘余應力;2)較高的銑削溫度引起銑削后的表層金屬收縮,即熱效應引起的表面殘余拉應力大;3)因銑削熱而導致銑削力減小,工件表面受擠壓作用減弱,擠壓效應引起的殘余壓應力小,塑性突出效應引起的殘余拉應力也小;4)干銑削表面表現為殘余拉應力,殘余拉應力隨速度增大而增大,說明干銑時,隨銑削速度增大,熱效應更強于擠壓效應;5)冷銑削表面表現為殘余壓應力,殘余壓應力值隨速度增大而減小。合適的殘余應力可提高零件的使用性能,可見冷銑削優于干銑削。
2.3 刀具磨損對殘余應力的影響分析
試驗條件為:vc=20 m/min,fz=0.04 mm/z,ap=0.2 mm,刀具磨損量VB分別為0、0.11、0.18和0.27 mm。刀具磨損量對表面殘余應力的影響如圖4所示。
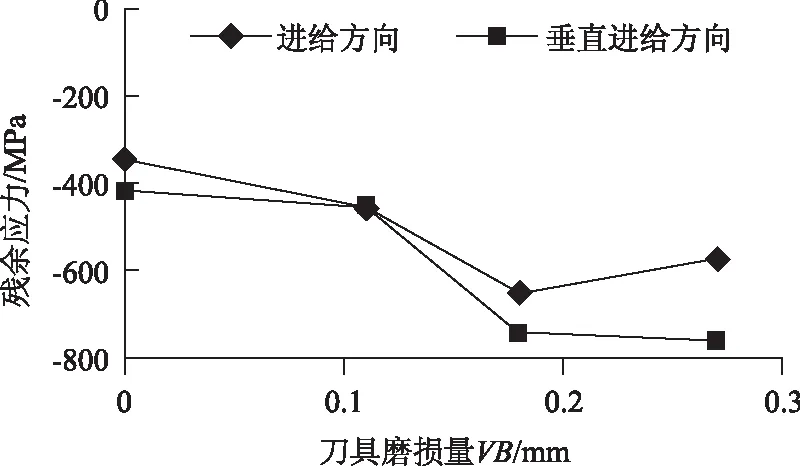
圖4 刀具磨損量對表面殘余應力的影響
從圖4可以看出,刀具磨損量可對表面殘余應力產生較大的影響[20],隨著刀具磨損量的增加,殘余壓應力逐漸增大。具體分析如下:1)刀具磨損,銑削力增大,刀具后刀面與工件已加工面接觸區增大,擠壓摩擦作用增強,擠壓效應增強,導致殘余壓應力增大;2)鈦合金TB6為β相體心立方晶格結構,彈性模量小,熱導率低,塑性變形能力強,導致彈性變形和塑性變形增大,塑性變形、側流、隆起效應增強,塑性突出效應也增強,因而殘余拉應力增大;3)由于銑削溫度高,熱效應導致殘余拉應力增大;4)試驗結果表現為殘余壓應力,說明擠壓效應遠強于塑性突出效應和熱效應,且隨著刀面磨損量的增大,擠壓效應將越強,殘余壓應力也越大。可見,在精加工鈦合金TB6時,為減小殘余應力值,應盡可能控制刀具磨損量VB≤0.18 mm。
2.4 殘余應力深度影響分析
研究殘余應力深度方向分布規律,采用腐蝕剝層法進行逐層剝離測量。腐蝕剝層液用氫氟酸(HF)、濃硝酸(HNO3)和水(H2O)配比得到,其配比為HF∶HNO3∶H2O=4∶10∶36。測試時,首先將加工好的工件用iXRD型號X射線衍射儀測試加工表面殘余應力;然后用配比好的剝層腐蝕液腐蝕,平均每次腐蝕深度為10 μm;再用iXRD型號X射線衍射儀測量表面殘余應力,直到表面殘余應力變化在-30~-100 MPa為止。銑削參數為:vc=20或50 m/min,fz=0.04 mm/z,ap=0.2 mm。在冷銑削、干銑削和刀具磨損量VB=0.18 mm銑削試件后,測得表面殘余應力深度方向的應力分布情況如圖5所示。



圖5 殘余應力沿深度方向分布
由圖5可以看出,冷銑削導致的殘余應力深度約為20~30 μm,干銑削導致的殘余應力深度為30~40 μm,當刀具磨損量VB=0.18 mm時銑削導致的殘余應力深度>50 μm,最大殘余應力值均出現在表面或者表面以下10 μm,殘余應力沿深度方向分布大致呈“勺”型。 具體分析如下:1)在冷銑時,擠壓效應強于熱效應,在擠壓效應和熱效應共同作用下,試件表面殘余應力由大到小逐漸減小至基體應力值;2)在銑削速度為50 m/min條件下進行干銑削時,受到較高的銑削溫度影響,熱效應較擠壓效應更為突出,導致加工表面產生殘余拉應力;3)銑削是斷續過程,當銑削刀具切入時,刀具與工件間擠壓摩擦,銑削熱產生熱漲,當銑削刀具退出時,已加工表面出現冷卻收縮[21],這種冷熱循環造成在加工表面及內部出現應力循環積累過程,導致表面殘余拉應力值呈波浪式逐漸減小,并趨于基體殘余應力值;4)刀具磨損后進行冷銑削時,擠壓效應遠強于塑性突出效應與熱效應,試件表面殘余壓應力由大到小逐漸減小至基體應力值。可見,鈦合金TB6試件在銑削過程中,表層可能出現殘余拉應力,實際應用中會給構件帶來潛在的安全隱患;因此,精加工鈦合金TB6時宜采用低速冷銑,并應適當控制銑刀磨損量。
3 結語
通過研究分析銑削參數、干銑削、冷銑削和刀具磨損量等對表面殘余應力的影響,得出如下結論。
1)鈦合金TB6銑削加工時,銑削速度和進給量對殘余壓應力影響明顯,銑削深度對殘余壓應力影響小。
2)干銑削時,鈦合金TB6試件表面為殘余拉應力,殘余拉應力隨銑削速度增大而增大,是熱效應強于擠壓效應的結果;冷銑削時,試件表面表現為殘余壓應力,殘余壓應力值隨速度增大而減小。
3)刀具磨損量對表面殘余應力會產生較大的影響。隨著刀具磨損量的增加,殘余壓應力逐漸增大,是擠壓效應強于塑性突出效應和熱效應的結果。
4)冷銑削導致的殘余應力深度為20~30 μm,干銑削導致的殘余應力深度為30~40 μm,刀具磨損量VB=0.18 mm時銑削導致的殘余應力深度>50 μm,最大殘余應力值均出現在表面或者表面以下10 μm內,殘余應力沿深度方向分布大致呈“勺”型。
猜你喜歡
中學生數理化·八年級物理人教版(2022年3期)2022-03-16 05:55:08
核科學與工程(2021年4期)2022-01-12 06:30:26
當代陜西(2021年2期)2021-03-29 07:41:24
今日農業(2020年19期)2020-12-14 14:16:52
中學生數理化·七年級數學人教版(2020年11期)2020-12-14 06:59:52
藝術品鑒證.中國藝術金融(2018年8期)2019-01-14 01:14:28
藝術品鑒證.中國藝術金融(2018年10期)2019-01-08 02:44:26
藝術品鑒證.中國藝術金融(2018年12期)2018-08-26 06:03:48
中學物理·高中(2016年12期)2017-04-22 11:53:03
中國塑料(2016年3期)2016-06-15 20:30:00