2.25Cr-1Mo-0.25V鋼焊接規(guī)范對(duì)接頭力學(xué)性能的影響
2018-11-05 08:21:28李劍冰畢曉敏
山西冶金 2018年4期
李劍冰, 李 樸, 畢曉敏, 李 麗
(1.蘭州蘭石重工有限公司, 甘肅 蘭州 730314; 2.蘭州蘭石重型裝備股份有限公司, 甘肅 蘭州730050)
近年來,隨著加工原油日趨重質(zhì)或超重質(zhì)化,在生產(chǎn)工藝上出現(xiàn)了重質(zhì)油的裂化和煤液化等新工藝,常規(guī)Cr-Mo鋼高溫強(qiáng)度、抗氫侵蝕等能力不能滿足現(xiàn)代加氫技術(shù)的發(fā)展。2.25Cr-1Mo-0.25V[1]通過微合金化通提高了鋼的淬透性和鋼的強(qiáng)度等級(jí);并具有較高的抗高溫蠕變性能和抗回火脆化能力,更好的抗氫侵蝕、氫脆和氫致裂紋的能力。
最近,蘭州蘭石重工有限公司2.25Cr-1Mo-0.25V鋼產(chǎn)品較多,主體承壓焊縫均采用焊條電弧焊、埋弧焊兩種焊接方法,技術(shù)條件要求焊接接頭需進(jìn)行-30℃低溫沖擊,焊材廠家提供的焊條電弧焊、埋弧焊均要求采用小熱輸入,多層多道焊接,經(jīng)焊接工藝評(píng)定,各項(xiàng)力學(xué)性能指標(biāo)完全滿足技術(shù)條件要求。本試驗(yàn)主要是驗(yàn)證焊接工藝參數(shù)若超出焊材廠家要求,其對(duì)接頭力學(xué)性能尤其-30℃低溫沖擊韌性的影響,采用大熱輸入分別焊接焊條電弧焊、埋弧焊試板各一對(duì),鋼板為國(guó)產(chǎn)舞陽鋼廠生產(chǎn)的2.25Cr-1Mo-0.25V,試板規(guī)格均為300 mm×125 mm×62 mm,坡口見圖1和圖2。
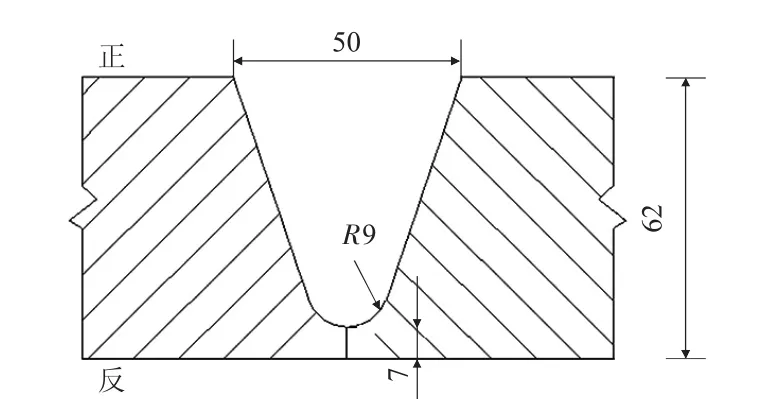
圖1 埋弧焊坡口示意圖(mm)

圖2 焊條電弧焊坡口示意圖(mm)
1 埋弧焊和焊條電弧焊工藝試驗(yàn)
埋弧焊和焊條電弧焊試驗(yàn)選用焊材與工藝評(píng)定相同,采用日本神鋼焊材,兩對(duì)試板焊接工藝參數(shù)見表1,焊道示意圖見下頁圖3和圖4,坡口與工藝評(píng)定形式相同。
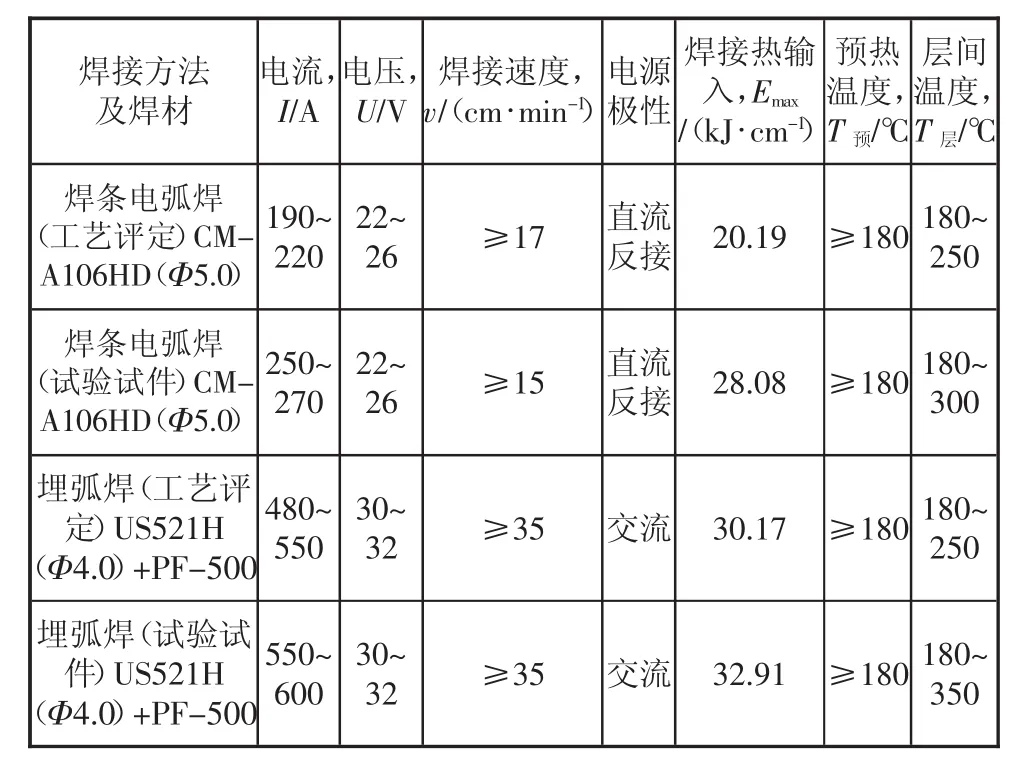
表1 焊條電弧焊、埋弧焊焊接規(guī)范
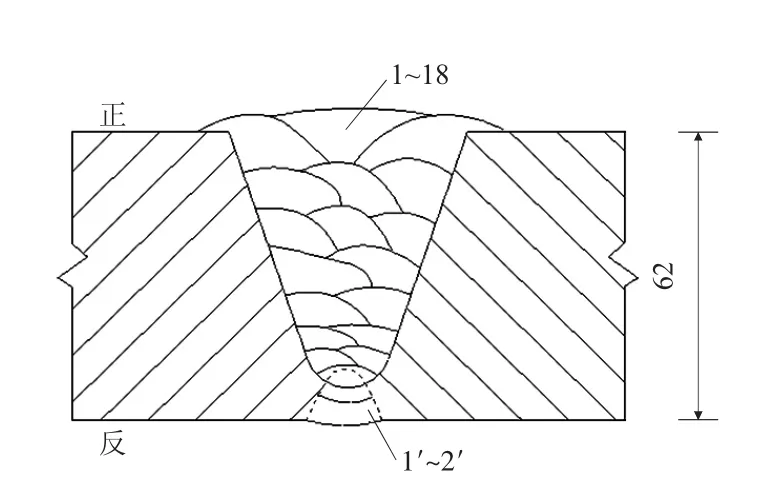
圖3 埋弧焊焊道示意圖(mm)
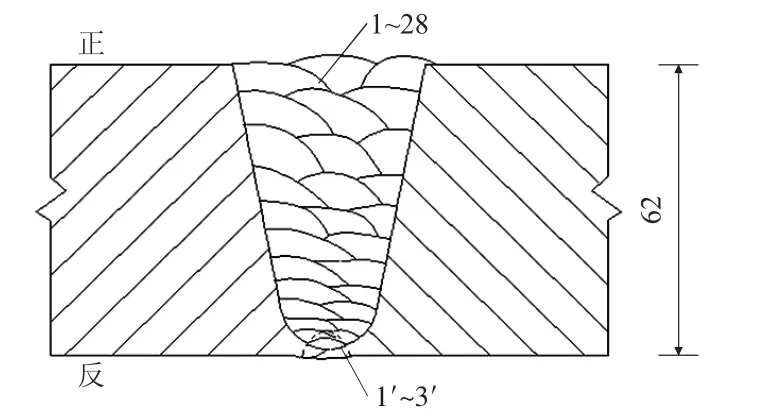
圖4 焊條電弧焊焊道示意圖(mm)
兩對(duì)試板焊后分別進(jìn)行了(250~300)℃×2 h后熱,之后進(jìn)行了(705±10)℃×(8~10)h 消應(yīng)力熱處理,裝爐溫度不大于400℃,升溫速度不大于60℃/h,降溫速度不大于70℃/h,爐冷至400℃出爐空冷。兩對(duì)試板點(diǎn)焊和打底焊均采用焊條電弧焊,由于該鋼具有較大的淬硬性,所以試驗(yàn)點(diǎn)焊和第一層打底焊接采用強(qiáng)度級(jí)別低的J507[2](Φ4 mm)焊條,目的是防止根部焊接接頭產(chǎn)生裂紋,反面碳弧氣刨將J507焊縫金屬刨掉后打磨,并進(jìn)行100%磁探檢測(cè),熱處理后,經(jīng)100%超探+100射線+100%磁探檢測(cè),埋弧焊試板起弧邊緣處有一處長(zhǎng)15 mm夾渣(可避開缺陷取樣),其余均合格。
2 焊接工藝試驗(yàn)結(jié)果
2.1 化學(xué)成分
埋弧焊、焊條電弧焊焊后焊縫金屬化學(xué)成分見表2,兩種方法大熱輸入量焊接后對(duì)化學(xué)成分影響不大;通過限制微量元素 P、As、Sb、Sn 含量,可大大提高抗回火脆性的能力,用xˉ系數(shù)=[10w(P)+5w(Sb)+4w(Sn)+w(As)]×10-2≤12×10-6[3]來控制(式中 0.01%應(yīng)以100×10-6代入),這4個(gè)元素容易沿晶界偏析,在370~565℃溫度區(qū)間內(nèi)長(zhǎng)期工作會(huì)使鋼逐漸變脆。
2.2 力學(xué)性能
從表3力學(xué)性能看出,埋弧焊采用大熱輸入焊接,接頭綜合力學(xué)性能較差,尤其常溫屈服強(qiáng)度有1個(gè)值低于415 MPa;T/4焊縫-30℃低溫沖擊韌性值均很低在11 J以下;而焊條電弧焊采用較高熱輸入焊接,除T/2熱影響區(qū)有一個(gè)-30℃低溫沖擊韌性值低于54 J但大于47 J外,其平均值均大于100 J以上,綜合力學(xué)性能較高。在多層多道焊時(shí),過高的預(yù)熱和層間溫度都會(huì)增大t8/5,會(huì)使焊道增厚,其熱影響區(qū)增寬,導(dǎo)致焊接接頭整體韌性下降[2];對(duì)耐熱鋼而言允許的熱輸入量E值范圍較寬。但E值不能過高,否則會(huì)使強(qiáng)度和韌性明顯下降。故埋弧焊焊接熱輸入量須嚴(yán)格按工藝評(píng)定要求執(zhí)行。焊條電弧焊焊接熱輸入量比工藝評(píng)定可提高20%。實(shí)踐證明焊接耐熱鋼焊道厚度控制在3 mm內(nèi),T預(yù)和T層保持在180~300℃范圍,熱輸入量E控制在20~30 kJ/cm[4]時(shí)可保證接頭力學(xué)性能滿足技術(shù)要求。
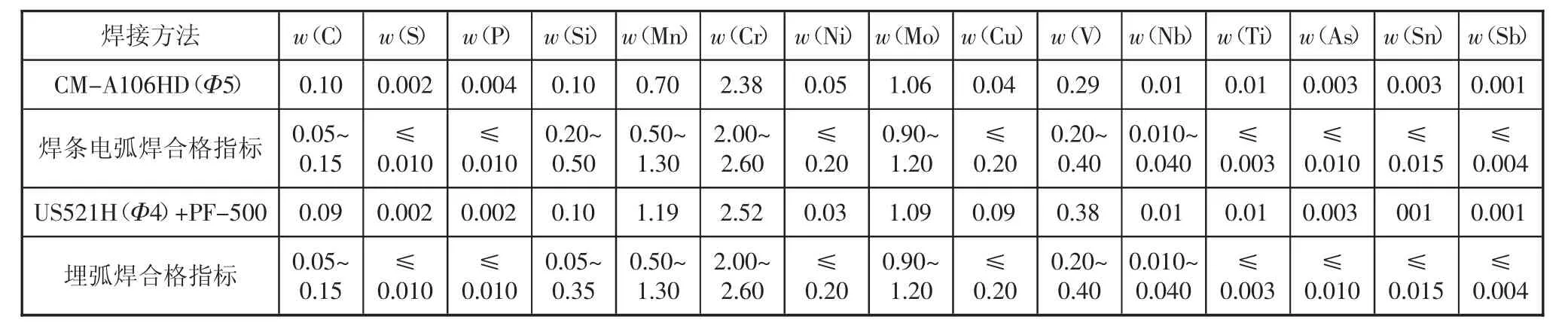
表2 焊條電弧焊、埋弧焊焊縫化學(xué)成分%
從表3力學(xué)性能看出,埋弧焊采用大熱輸入焊接,接頭綜合力學(xué)性能較差,尤其常溫屈服強(qiáng)度有1個(gè)值低于415 MPa;T/4焊縫-30℃低溫沖擊韌性值均很低(在11 J以下);而焊條電弧焊采用較高熱輸入焊接,除T/2熱影響區(qū)有一個(gè)-30℃低溫沖擊韌性值低于54 J但大于47 J外,其平均值均大于100 J以上,綜合力學(xué)性能較高。在多層多道焊時(shí),過高的預(yù)熱和層間溫度都會(huì)增大t8/5,會(huì)使焊道增厚,其熱影響區(qū)增寬,導(dǎo)致焊接接頭整體韌性下降[2];對(duì)耐熱鋼而言允許的熱輸入量E值范圍較寬。但E值不能過高,否則會(huì)使強(qiáng)度和韌性明顯下降。故埋弧焊焊接熱輸入量須嚴(yán)格按工藝評(píng)定要求執(zhí)行。焊條電弧焊焊接熱輸入量比工藝評(píng)定可提高20%。實(shí)踐證明焊接耐熱鋼焊道厚度控制在3 mm內(nèi),T預(yù)和T層保持在180~300℃范圍,熱輸入量E控制在20~30 kJ/cm時(shí)可保證接頭力學(xué)性能滿足技術(shù)要求。
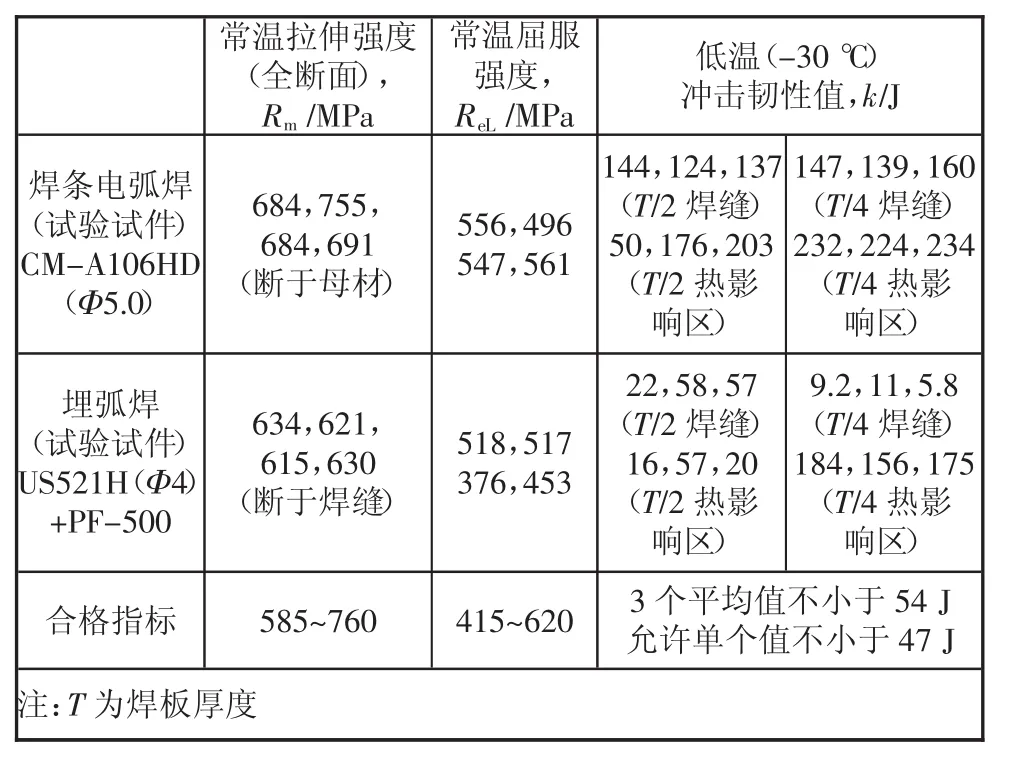
表3 焊條電弧焊、埋弧焊接頭力學(xué)性能
2.3 金相組織及硬度
2.25Cr-1Mo-0.25V鋼由于其合金含量較高約在3~5%范圍內(nèi),在焊接材料、熱處理工藝確定以后,焊接接頭的組織與焊接熱輸入及預(yù)熱、層間溫度影響很大;在低熱輸入焊接時(shí),熱影響區(qū)變窄,但是冷速太快容易得到的馬氏體組織;在較高的熱輸入焊接時(shí),可得到貝氏體組織。若熱輸入過高,如埋弧焊電流I=580~600 A時(shí),可導(dǎo)致焊縫、熱影響區(qū)晶粒粗大,從而降低缺口韌性。由于Cr-Mo-V鋼淬硬傾向大,為防止焊接產(chǎn)生冷裂紋和再熱裂紋,可通過提高T預(yù)和T層來降低冷卻速度,如果T預(yù)和T層大于TMf(馬氏體轉(zhuǎn)變結(jié)束溫度),就會(huì)使焊接接頭部位在焊后不產(chǎn)生M體(馬氏體),而造成部分殘余奧氏體一直保留到熱處理之后,在熱處理冷卻過程中,這部分殘余奧氏體就又可能轉(zhuǎn)變?yōu)镸體,在其他因素的共同作用下就可能產(chǎn)生冷裂紋;如果T預(yù)和T層小于TMf,則焊后奧氏體會(huì)轉(zhuǎn)變成M體,經(jīng)熱處理后,這部分M體就因得到回火處理而形成韌性較好的回火馬氏體組織,從而避免了冷裂紋產(chǎn)生的危險(xiǎn),這里關(guān)鍵是焊后至熱處理之前這段時(shí)間里由于馬氏體的存在,有產(chǎn)生裂紋的危險(xiǎn),為防止裂紋產(chǎn)生最有效的方法是焊后立即進(jìn)行(250~300℃)×(2~3 h)后熱[4]。
從表4結(jié)果知,埋弧焊采用大熱輸入焊接,熱影響區(qū)距上下表面1.5 mm處硬度HV10均超過245在260以上,從圖5和圖6宏觀金相照片看出:厚度均為δ=62 mm試件,焊條電弧焊焊道數(shù)比埋弧焊多,埋弧焊在超過T/3后每一層焊道較厚,由于其焊接熱輸入很大,熱影響區(qū)側(cè)母材咬肉較嚴(yán)重;圖7和圖8分別對(duì)應(yīng)埋弧焊T/2焊縫沖擊值為22 J和T/4焊縫沖擊值為5.8 J沖擊試樣宏觀斷口照片。從照片看,埋弧焊采用大熱輸入焊接,焊縫沖擊試樣斷口均為脆性斷口,沖擊值很低。以上試驗(yàn)結(jié)果說明:在多層多道焊時(shí),焊接熱輸入量越大,冷卻速度越慢,加之伴有較高的預(yù)熱和層間溫度,焊道越厚,其熱影響區(qū)越寬,當(dāng)焊道厚度超過4 mm,會(huì)導(dǎo)致焊接接頭硬度很高,接頭各區(qū)晶粒粗大,強(qiáng)度和韌性都會(huì)降低。
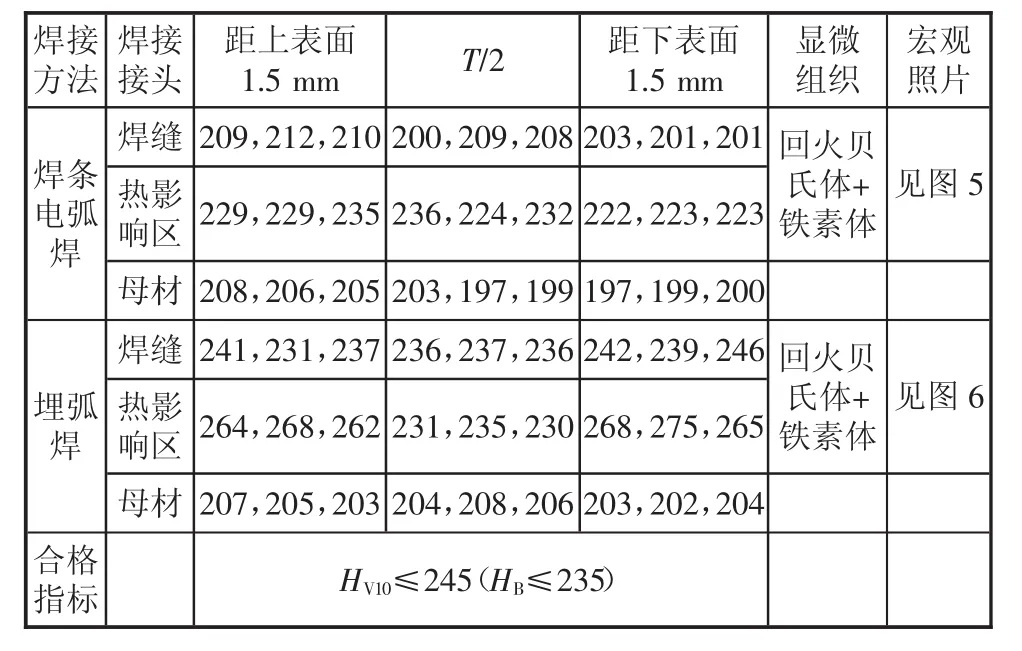
表4 焊條電弧焊、埋弧焊接頭金相組織及硬度(HV10)
3 結(jié)論
通過大量試驗(yàn),對(duì)2.25Cr-1Mo-0.25V鋼焊接,既能提高生產(chǎn)效率又能保證焊接質(zhì)量,對(duì)各種焊接方法焊接規(guī)范參數(shù)提出以下建議:

圖5 δ=62 mm埋弧焊宏觀照片
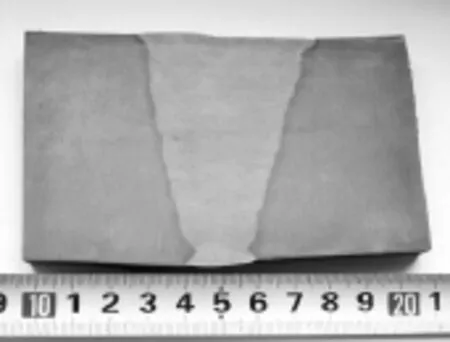
圖6 δ=62 mm焊條電弧焊宏觀照片

圖7 埋弧焊T/2焊縫沖擊宏觀照片

圖8 埋弧焊T/4焊縫沖擊宏觀照片
1)焊條電弧焊最佳規(guī)范。焊條CM-A106HD(Φ5.0),電流 I=190~270 A,電壓 U=22~26 V,焊速v≥150 mm/min,熱輸入量 E=20~28 kJ/cm,比工藝評(píng)定可提高20%。
2)埋弧焊最佳規(guī)范。焊絲US521H(Φ4.0),焊劑PF-500,電流 I=480~550 A,電壓 U=30~32 V,焊速v≥350 mm/min,熱輸入量 E=28~30 kJ/cm,應(yīng)嚴(yán)格按焊接工藝執(zhí)行。
3)各種焊接方法預(yù)熱層間溫度。180~300℃,后熱溫度和(250~300 ℃)×(2~3 h),焊道厚度控制在3 mm內(nèi)。
猜你喜歡
艦船科學(xué)技術(shù)(2022年13期)2022-08-11 09:29:16
云南化工(2021年11期)2022-01-12 06:06:14
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:08
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
山東冶金(2019年3期)2019-07-10 00:54:00
制造業(yè)自動(dòng)化(2017年2期)2017-03-20 14:26:13
焊接(2015年9期)2015-07-18 11:03:53
設(shè)備管理與維修(2015年12期)2015-04-09 06:57:24
建筑材料學(xué)報(bào)(2014年3期)2014-03-11 17:08:02